J .«
(Л
фиг. 1
Изобретение относится к обработке металлов давлением и может быть ис- пользопано в матиностроении для производства длинномерных цилиндрических тонкостенных труб, имеющих поперечные сечения сложной формы, например звездообразные,Цель изобретения - расширение технологических возможностей устройства путем новыгаения степени формоизменения за счет изменения формы эластично-ж1щкостной матрицы и способа ее крепления в корпусе.
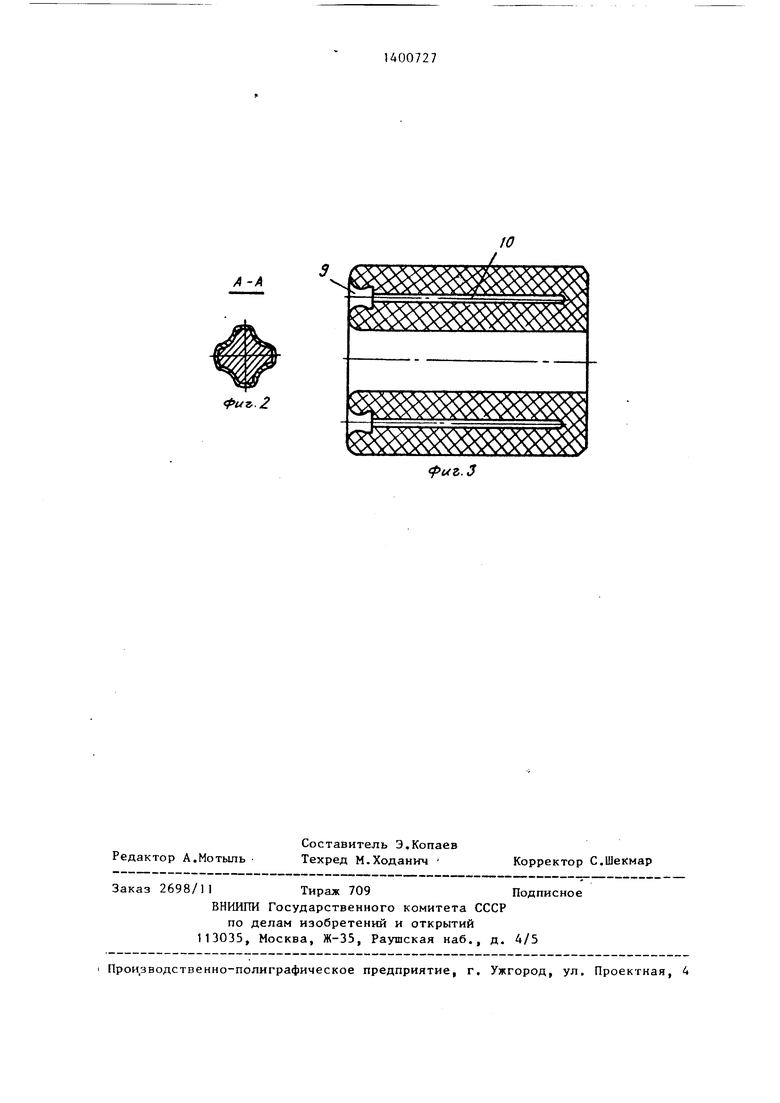
На фиг.1 представлено устройство, общий вид; на фиг.2 - сечение А-А на фиг. 1 ; на гЬиг . 3 - эластичная камера
Устройстио состоит (фиг.1) из жесткого пуансона-оправки 1, на ко- надевается труба-заготовка 2, высокопрочного металлического корпуса 3, правой 4 и левой 5 крышек, (Ьланца fi, эластичней камеры 7 и трубопровода 8 д:7я подачи жидкости высокого давления.
Эластичная камера (фиг.2) выполнена п виде толстостенной полиурета- новой (резиновой) трубы, на одном торпе которой В1 1резан посадочный кольпевой лат 9, переходяций в глубокий кольцевой канал 10 для подачи жидкости-высокого давления. Эластичная камера крепится консольно к лево крышке 5 путем запрессовки кольцевог выступа 11, имеющегося на боковой поверхности крышки в посадочный кольцевой лаз 9 камеры.
Форма кольцевого выступа, выполненного на боковой поверхности крьпи- ки и кольцевого паза камеры, обеспечивает высокую герметичность устройства при высоком рабочем давлении
Жесткий г/ат1сон-оправка имеет поперечное сечение, плавно меняющееся от сечении внутреннего контура исходной трубы-заготовки до 4мр -л сечения внутреннего контура готового изделия
Устройство работает следующим образом.
Труба-заготовка 2, имеющая пери-, метр поперечного сечения, равный периметру поперечного сечен1 я готового изделия, подается в зазор между эластичной самерой 7 и жестким пуансоном оправкой I .
Затем жидкость высокого давления поступает через трубопровод 8 высокого давле1П1Я в кольцевой канал 10 эластичной камеры 7. Последняя под
0
5
0
5
0
5
0
5
0
5
действием жидкости высокого давления раздается и обжимает заготовку по пуансону-правке 1. Труба-заготовка деформируется последовательно по участкам за несколько циклов, перемещаясь ваякий раз на шаг до тех пор, пока не будет получен требуемый профиль по всей длине трубы.
Форма эластичной камеры и способ ее крепления таковы, что позволяют в больших пределах осуществлять под действием давления жидкости высокого давления значительные перемещения в радиальном направлении свободной части камеры относительно закрепленной стороны. Значительное свободное перемещение незакрепленной части камеры позволяет получать большие степени формоизмерений штампуемой трубы-заго-- товки. Поэтому на участке оправки, соответствующей свободной стороне камеры, происходят окончательное оформление рельефа и его калибровка до заданной точности.
Предлагаемое устройство позволяет осуществлять формообразование цилиндрических труб, имеющих поперечные сечения любой сложности, за счет высокой герметичности эластичной камеры и снижения трудоемкости сборки и разборки всего устройства.
Формула изобретения Устройство для формообразования и калибровки 1 онкостенных труб сложного поперечного сечения, содержащее ци- л1П1дрический полый корнус, закрепленные на его торцах крьш1ки, установлен- во внутренней полости корпуса эластичную камеру с внутренней цилиндрической полостью, расположенную в полости камеры жесткую оправку и трубопровод для подвода жидкости высокого давления, отличающееся тем, что, с целью расширения технологических возможностей, эластичная камера выполнена с кольцевым пазом на одном из ее торцов и глухим коль- цевьп каналом на дне кольцевого паза,- на торцовой поверхности одной из крышек корпуса, обращенной к эластичной камере, выполнен кольцевой выступ с проходящим через него сквозным отверстием, при этом в кольцевом пазу эластичной камеры расположен кольцевой выступ крыщки, а сквозное отверстие крышки связано с трубопроводом для подвида жидкости высокого давления .
/t-A
,.2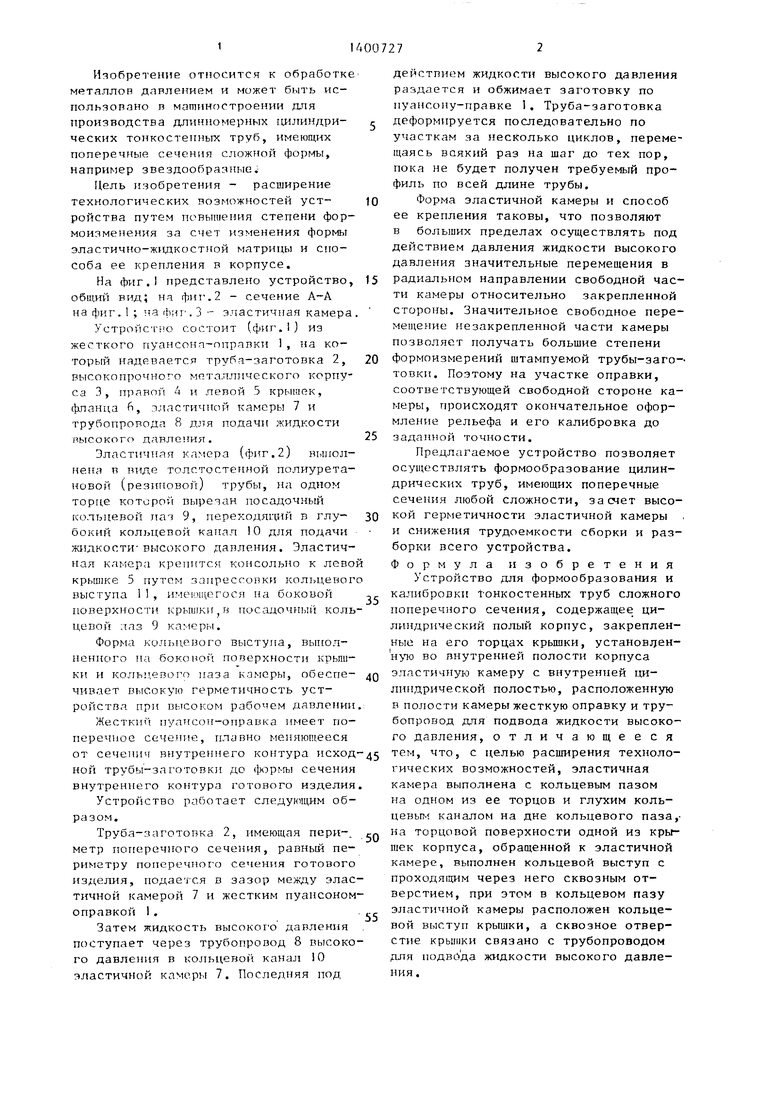
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2096107C1 |
| Устройство для изготовления оболочек с продольными гофрами | 2024 |
|
RU2836372C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |
| Устройство для получения полых оболочек сложной пространственной формы | 1987 |
|
SU1502149A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОМЕЖУТОЧНОЙ ЗАГОТОВКИ ДЛЯ КОЛЛЕКТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 1995 |
|
RU2090296C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2037348C1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1981 |
|
SU1023475A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2003 |
|
RU2240190C1 |
Изобретение относится к обработке металлов давлением и может быть применено в авиационной, энергетической, химической пром-ти и различных отраслях машиностроения. Цель изобретения - расширение технологических возможностей. Устройство содержит корпус 3, внутри которого размещена эластичная камера (ЭК) 7 с полостью, в которой расположена оправка 1 .служащая для установки заготовки 2. ЭК 7 имеет канал 9 для подачи рабочей среды. Под действием рабочей среды ЭК 7 раздается и обжимает заготовку 2 по оправке 1. 3 ил.
.3
| Исаченков Е.И | |||
| Штамповка резиной и жидкостью.-М.: Машиностроение, 1967, с.267. |
