Изобретение относится к обработке металлов давлением, в частности к устройствам для закатки концов трубных заготовок, и может быть использовано в различных отраслях машиностроения.
Известен станок для закатки концов трубных заготовок, содержащий станину, полый шпиндель с патроном, поворотный суппорт, осуществляющий движение вокруг оси, перпендикулярной оси шпинделя, формующий инструмент, установленный на поворотном суппорте, и механизм подачи заготовок (SU, авторское свидетельство, 227971, 7с, 12).
Причиной, препятствующей получению указанного ниже технического результата при использовании известного станка для закатки концов трубных заготовок, является невозможность получения на заготовках закатанной части различной формы (плоской, сферической, эллипсоидной, криволинейной). Кроме того, необходимость оснащения станка поворотным суппортом с соответствующим приводом делает невозможным использование универсальных токарных станков и приводит к удорожанию оборудования.
Известна машина для обкатки горловин баллонов, выбранная в качестве прототипа, содержащая смонтированные на общей станине полый шпиндель с механизмом зажима заготовок, поперечный суппорт с отрезным ножом, привод поперечного суппорта, формующий инструмент и механизм подачи заготовок (SU, авторское свидетельство, 325074, B21D 22/16, 41/04).
Причиной, препятствующей получению указанного ниже технического результата при использовании известной машины для обкатки горловин баллонов, является то, что она предназначена лишь для получения горловин на баллонах и не может быть использована для получения на заготовках закатанной части различной формы (плоской, сферической, эллипсоидной, криволинейной).
Основной задачей, на решение которой направлен заявленный станок для закатки концов трубных заготовок, является расширение технологических возможностей.
Техническим результатом, достигаемым при использовании заявленного станка для закатки концов трубных заготовок, является возможность получения на заготовках как закатанной части различной формы (плоской, сферической, эллипсоидной, криволинейной), так и горловин.
Указанный технический результат достигается тем, что станок для закатки концов трубных заготовок, содержащий смонтированные на общей станине полый шпиндель с механизмом зажима заготовок, поперечный суппорт с отрезным ножом, привод поперечного суппорта, формующий инструмент и механизм подачи заготовок, согласно изобретению дополнительно оснащен продольным суппортом, установленным с возможностью перемещения вдоль оси шпинделя, копиром, неподвижно закрепленным на станине, кронштейном с опорным роликом копира, закрепленным на продольном суппорте, а также пружиной растяжения, один конец которой закреплен в поперечном, а другой - в продольном суппорте, при этом поперечный суппорт выполнен с направляющими, параллельными оси шпинделя, продольный суппорт установлен на направляющих поперечного суппорта и посредством пружины поджат через опорный ролик к копиру, формующий инструмент установлен на продольном суппорте, а отрезной нож размещен перед формующим инструментом.
Использование станка для закатки концов трубных заготовок с заявленными признаками позволяет реализовать при закатке перемещение формующего инструмента в двух взаимно перпендикулярных направлениях, используя лишь один привод поперечного суппорта, при этом взаимное перемещение продольного суппорта относительно поперечного жестко регламентировано профилем копира, что обеспечивает получение на заготовках как закатанной части требуемой формы (плоской, сферической, эллипсоидной, криволинейной), так и горловины (при необходимости).
Размещение отрезного ножа перед формующим инструментом позволяет производить подрезку конца трубной заготовки до требуемой длины вылета, обеспечивая качественное уплотнение кромок в месте их стыка при закатке.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленного станка для закатки концов трубных заготовок, отсутствуют. Следовательно, заявленное изобретение соответствует условию патентоспособности «новизна».
Изучение известных технических решений в данной и смежных областях техники не позволило выявить признаки, являющиеся отличительными в заявляемом решении. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками заявленного изобретения преобразований на достижение указанного технического результата. Следовательно, заявленное изобретение соответствует условию патентоспособности «изобретательский уровень».
Сущность заявленного изобретения поясняется чертежами.
На фиг.1 изображен станок для закатки концов трубных заготовок, вид сбоку.
На фиг.2 изображен станок для закатки концов трубных заготовок, вид сверху.
На фиг.3 представлен разрез А-А на фиг.2.
На фиг.4 изображен станок (вид сверху) в момент смыкания кромок при получении на заготовке донной части сферической формы.
Станок для закатки концов трубных заготовок содержит станину 1, полый приводной шпиндель 2 с пневмопатроном 3, опорную плиту 4 с направляющими, поперечный суппорт 5 с направляющими, привод поперечного суппорта, состоящий из гидроцилиндра 6 и тяги 7, копир 8 и механизм подачи заготовок в пневмопатрон шпинделя, выполненный в виде пневмоцилиндра 9. Поперечный суппорт имеет возможность перемещения по направляющим опорной плиты 4 в плоскости, перпендикулярной оси шпинделя. На поперечном суппорте 5 установлен продольный суппорт 10, отрезной нож 11, призма 12 для размещения заготовки до и после закатки, а также кронштейн 13 с опорным роликом 14. Продольный суппорт 10, на котором установлен формующий инструмент 15, имеет возможность перемещения вдоль оси шпинделя по направляющим поперечного суппорта 5. Кроме того, станок оснащен пружиной растяжения 16, одним концом закрепленной в поперечном суппорте 5, а другим - в продольном суппорте 10. Пружина поджимает продольный суппорт 10 к рабочей поверхности копира 8 через опорный ролик 14, установленный в кронштейне 13. В исходном положении станка пружина 16 находится в растянутом состоянии.
Станок для закатки концов трубных заготовок работает следующим образом. Трубная заготовка 17 устанавливается на призму 12, затем с помощью пневмоцилиндра 9 вводится в полость шпинделя 2 на требуемую глубину и зажимается пневмопатроном 3 шпинделя. Включается вращение шпинделя, заготовке придается вращательное движение, после чего с помощью гидроцилиндра 6 и тяги 7 поперечному суппорту 5 сообщается поступательное движение в плоскости, перпендикулярной оси шпинделя. В процессе перемещения поперечного суппорта 5 отрезной нож 11 подрезает конец трубной заготовки до требуемой длины вылета, после чего начинается его закатка формующим инструментом 15. В процессе закатки опорный ролик 14 перемещается по рабочей поверхности копира 8, передавая через кронштейн 13 требуемое направление перемещения продольному суппорту 10 и установленному на нем формующему инструменту 15. Перемещаясь в двух взаимно перпендикулярных направлениях, формующий инструмент производит формование конца трубной заготовки с получением готового изделия с требуемой формой закатанной части. При этом пружина 16 либо дополнительно растягивается (при перемещении продольного суппорта в сторону шпинделя 2), либо ее исходное растяжение несколько уменьшается (при перемещении продольного суппорта в сторону пневмоцилиндра 9). После окончания процесса закатки шпиндель 2 останавливается, пневмопатрон 3 освобождает готовое изделие, которое с помощью толкателя (условно не показан), вводимого в полость шпинделя, выталкивается на призму 12 и удаляется из рабочей зоны станка.
Использование станка для закатки концов трубных заготовок позволяет получать изделия с закатанной частью, имеющей различную форму (плоскую, сферическую, эллипсоидную или криволинейную), а также изделия с горловиной. При этом получение различной формы закатанной части и горловин трубных заготовок обусловлено лишь установкой копира соответствующей формы. Относительно невысокая сложность и универсальность конструкции заявленного технического решения позволяет использовать в качестве базы универсальные токарные станки, отказавшись от изготовления, либо приобретения специализированных станков для закатки, являющихся, как правило, сложным и дорогостоящим оборудованием.
Таким образом, приведенные сведения показывают, что при осуществлении заявленного изобретения выполняются следующие условия:
- средства, воплощающие изобретение при его осуществлении, предназначены для использования в промышленности, а именно: при изготовлении различных полых изделий с донной частью и/или горловиной, в том числе биметаллических изделий;
- для заявленного изобретения в том виде, в котором оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью описанных средств и методов;
- средства, воплощающие изобретение при его осуществлении, способны обеспечить получение указанного технического результата.
Следовательно, заявленное изобретение соответствует условию патентоспособности «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Станок для закатки днищ сосудов высокого давления | 1974 |
|
SU555944A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Станок для ротационной обкатки | 1990 |
|
SU1776476A1 |
| Машина для закатки горловин баллонов | 1989 |
|
SU1722665A1 |
| МНОГОШПИНДЕЛЬНЫЙ РОТОРНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТОК | 1996 |
|
RU2112644C1 |
| МАШИНА ДЛЯ ОБКАТКИ ГОРЛОВИН БАЛЛОНОВ | 1972 |
|
SU325074A1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| СТАНОК ДЛЯ ОБЖИМА И ЗАКАТКИ ГОРЛОВИН ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU368906A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для закатки концов трубных заготовок, и может быть использовано в различных отраслях машиностроения. Станок содержит смонтированные на общей станине полый шпиндель с механизмом зажима заготовок, поперечный суппорт, отрезной нож, привод поперечного суппорта, формующий инструмент и механизм подачи заготовок, продольный суппорт, установленный с возможностью перемещения вдоль оси шпинделя, копир, неподвижно закрепленный на станине, кронштейн с опорным роликом копира, закрепленный на продольном суппорте, пружину растяжения, один конец которой закреплен в поперечном, а другой - в продольном суппорте. При этом поперечный суппорт выполнен с направляющими, параллельными оси шпинделя, продольный суппорт установлен на направляющих поперечного суппорта и посредством пружины поджат через опорный ролик к копиру. Формующий инструмент установлен на продольном суппорте, а отрезной нож размещен перед формующим инструментом. Расширяются технологические возможности за счет получения на заготовках закатанной части различной формы и горловин. 4 ил.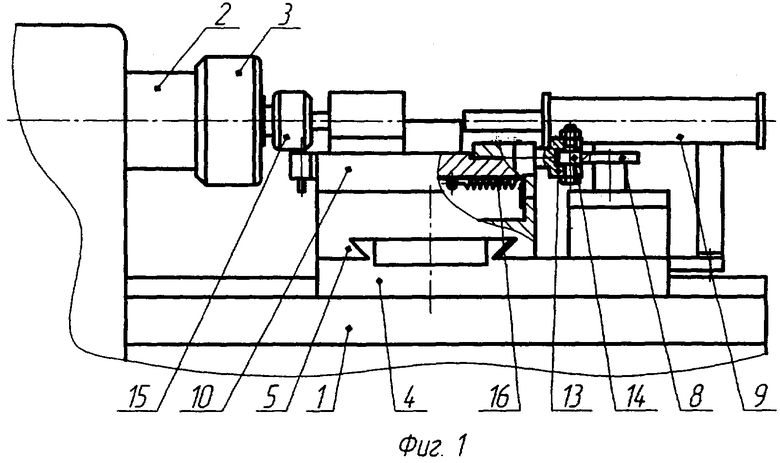
Станок для закатки концов трубных заготовок, содержащий смонтированные на общей станине полый шпиндель с механизмом зажима заготовок, поперечный суппорт, отрезной нож, привод поперечного суппорта, формующий инструмент и механизм подачи заготовок, отличающийся тем, что он снабжен продольным суппортом, установленным с возможностью перемещения вдоль оси шпинделя, копиром, неподвижно закрепленным на станине, кронштейном с опорным роликом копира, закрепленным на продольном суппорте, а также пружиной растяжения, один конец которой закреплен в поперечном, а другой в продольном суппорте, при этом поперечный суппорт выполнен с направляющими, параллельными оси шпинделя, продольный суппорт установлен на направляющих поперечного суппорта и посредством пружины поджат через опорный ролик к копиру, формующий инструмент установлен на продольном суппорте, а отрезной нож размещен перед формующим инструментом.
| МАШИНА ДЛЯ ОБКАТКИ ГОРЛОВИН БАЛЛОНОВ | 0 |
|
SU325074A1 |
| Установка для закатки баллонов | 1988 |
|
SU1593759A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2279942C1 |
| DE 19709947 A, 17.09.1998. | |||

