Изобретение относится к обработке металлов давление М и может быть использовано при изготовлении деталей из проволоки с петлей на конце.
Цель изобретения - повьшение производительности н качества деталей.
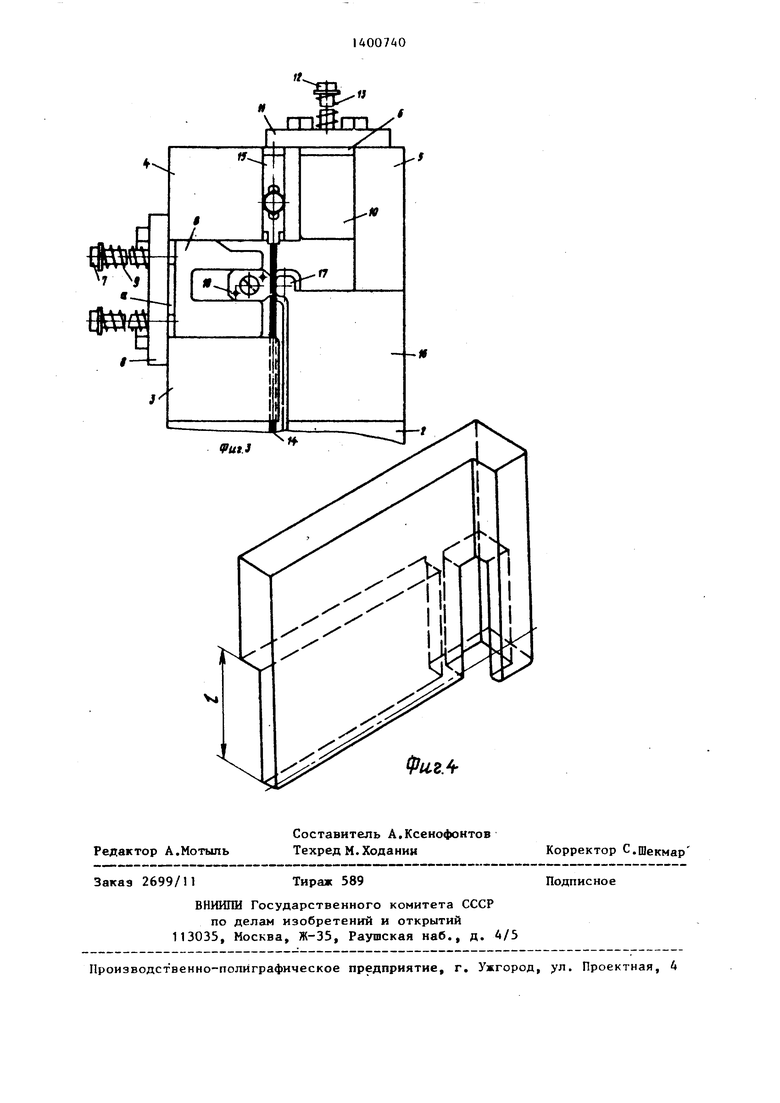
На фиг.1 изображено устройство, продольный разрез; на фиг.2 - гибочные матрицы н исходном положении; на фиг.З - то же, в конечный момент гибки; на фиг.4 - пуансон - съемник.
На нижней неподвижной плите -1 установлено основание 2, на котором штифтами закреплены направляющие плиты 3 - 5. Между направляющими плитами 3 и 4 расположена матрица 6 предварительной гибки. Она закреплена винтами 7 на планке 8 и подпружинена относительно основания 2 пружи- нами 9. Под матрицей 6 в основании 2 выполнено окно „а.
Между направляющими плитами 4 и 5 с возможностью перемещения перпендикулярно направлению перемещения ма- трицы 6,установлена матрица 10 окончательной гибки. Она закреплена на планке 11 винтом 12 и подпружинена относительно основания 2 пружиной 13 Под матрицей 10 в основании 2 выпол- не но окна „б 1
В направляющей плите 3 вьшолнен паз „в для захода проволоки 14. В на- правЛяющей плите 4 закреплен регулируемый упор 15, ограничивающий про- дольное перемещение проволоки. На против направляющей плиты 3 и матри- ць 6 на основании 2 штифтами закреплена упорная планка 16 для ограничения бокового смещения проволоки.
Между плитой 3 и упорной планкой 16 в основании 2 и плите 1 вьшолнено сквозное отверстие по форме детали.
Оправка 17 расположена в центре основания 2, закреплена (или выполнена зацело) консольно на упорной планке 16 так, что ее ось перпендикулярна плоскости упорной планки 16, при этом ее нижний конец заходит в отверстие,г основания 2. Рядом с оправкой 17 на основании 2 закреплен упор 18, образующий с оправкой 17 ручей для проволоки.
На верхней подвижной плите 19 за- . креплены пуансон-съемник 20 и два клина 21 и 22. 11уансои-сър. 20 выполнен по форме дпталн с: пазом.д
j
0
5 0
5 0
0
5
под оправку 17 и пазом„е по высоте направляющей плиты 3.
Устройство работает следующим образом.
Проволока 14 подается в паз,в направляющей плиты 3 между упором 18 и оправкой 7 до упора 15, после чего осуществляется ее отрезка (отрезной узел не показан) При перемеще- НИИ верхней плиты 19 вниз клин 21 начинает перемещать матрицу 6 к оправке 17. Клин 21 заходит в окно а основания 2, при этом матрица 6 отгибает один конец заготовки по оправке на 90°, а прямой участок заготовки перемещает к отверстию ,г основания 2. После этого клин 22 заходит в окно „б, приводя в движение матрицу 10, которая осуществляет окончательную гибку проволоки вокруг оправки 17. В этот момент деталь полностью располагается над отверстием „г основания 2.
При дальнейшем перемещении плиты 19 пуансон-съемник 20 заходит в отверстие., г основания 2, проталкивает готовую деталь через отверстие „г, снимая ее с оправки 17, при этом осуществляется калибровка отогнутого участка детали.
Деталь сталкивается пуансоном 20 в тару. После этого верхняя плита 19 поднимается, возвращая в исходное положение клинья 21, 22 и пуансон- съемник 20. Пружины 9 и 13 воз- врдщают в исходное положение гибочные матрицы 6 и 10. I
Предлагаемое устройство позволяет повысить качество, так как обеспечивает калибровку деталей, что уменьшает распружинение деталей после гибки.
Кроме ТОГО , предлагаемое устройство обеспечивает удаление деталей
напровал, вследствие чего повьша- ется производительность, а также обеспечивает автоматизацию процесса гибки.
Формула изобретения
Устройство для изготовления фигурных деталей из проволоки, содержащее установленные на основании приводные гибочные матрицы, упорную планку для ограничения бокового смещения проволоки и оправку, о т л ичающееся тем, что, с целью повышения производительности и качества деталей, оно снабжено установленным с возможностью перемещения в направлении основания пуансоном- съемником, выполненным по форме детали и имеющим паз под оправку, в основании выполнено ответное пуансону сквозное отверстие, оправка закреплена консольно на упорной планке так, что ее ось перпендикулярна плоскости упорной планки, а ее нижний конец расположен в отверстии основания.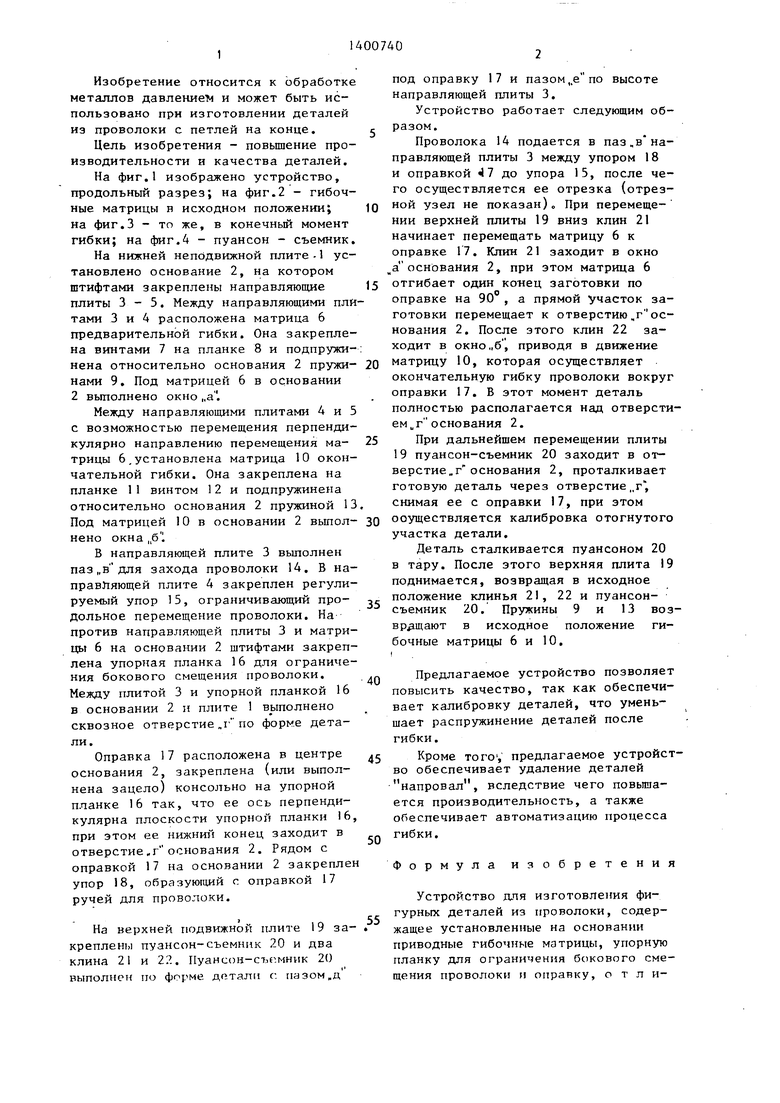
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления деталей из проволоки гибкой | 1988 |
|
SU1583203A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Штамп для гибки изделий типа рамок из проволоки | 1986 |
|
SU1466832A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для изготовления пружинных стопорных колец | 1982 |
|
SU1177014A1 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки фигурных деталей из проволоки, и позволяет по9 высить производительность и качество деталей. Устройство содержит установленные на основании 2 подвижные матрицы 6, 10 и упорную планку 1. Оправка 17 закреплена консольно на упорной планке так, что ее ось перпендикулярна плоскости упорной планки. Устройство снабжено подвижным в направлении основания пуансоном-съемником 20, выполненным по форме детали с пазом под оправку, В основании выполнено ответное сквозное отверстие. Нижний конец оправки 17 заходит в это отверстие. 4 ил. 2019 V.L о (Л иг.1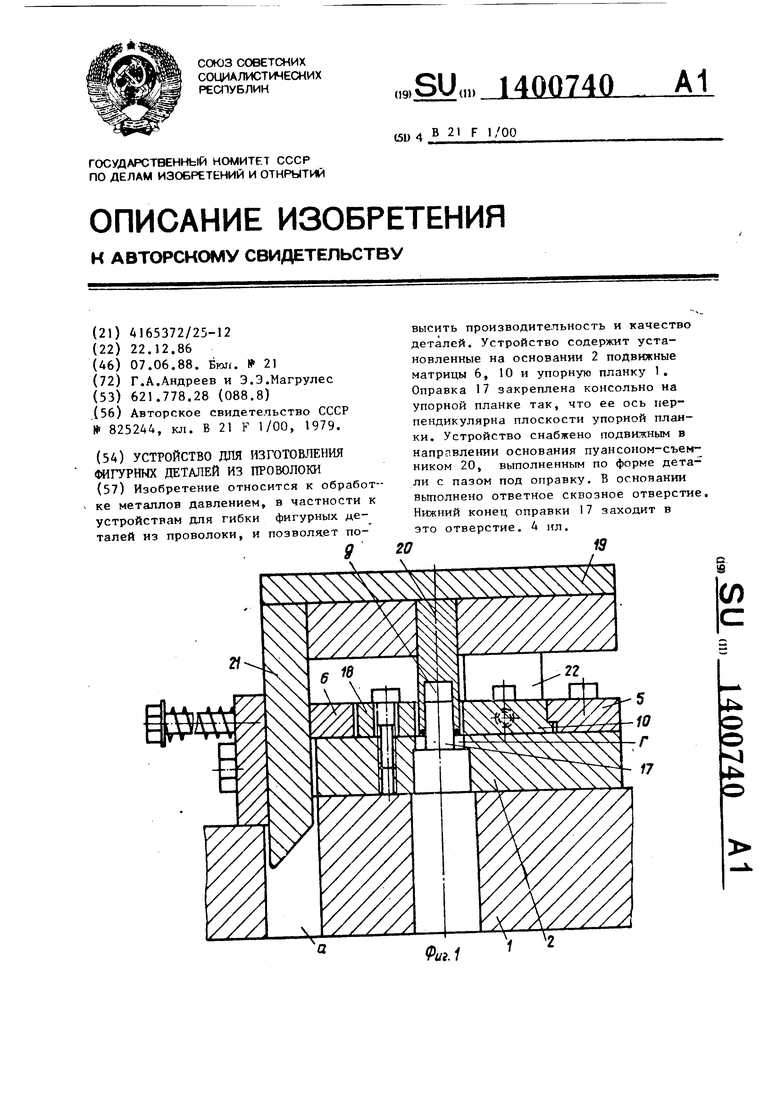
/9и.г.2
у
Редактор А.Мотыль
Составитель А.Ксенофонтов Техред М.Ходанин
Заказ 2699/11
Тираж 589
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.
Корректор С.Шекмар
Подписное
| 1979 |
|
SU825244A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
