1
Изобретение относится к обработке металлов давлением, а именно к конструкциям идтамнов для выдавливания и пробпвки.
Известен штамп для выдавливания и иробивки, содержащий оиорную плиту, матрицу, пуансон, противник и выталкиватель .
Недостаток известного штампа состоит в невысокой производительности ввиду раздельно ироизводимых операций выдавливания детали и пробивки в ней отверстия.
Целью изобретения является повышение производительности путем совмещения выдавливания детали с пробивкой в ней отверстия на одной позиции.
Указанная цель достигается тем, что матрица и прощивник выполнены е клиновыми поверхностями на участках, обращенных к опорной плите, а между матрицей и ирошивником установлены с возможностью перемещения цо опорной плите две прлзмы, взаимодействующие своими гранями с клиновыми поверхностями матрицы и прощивника.
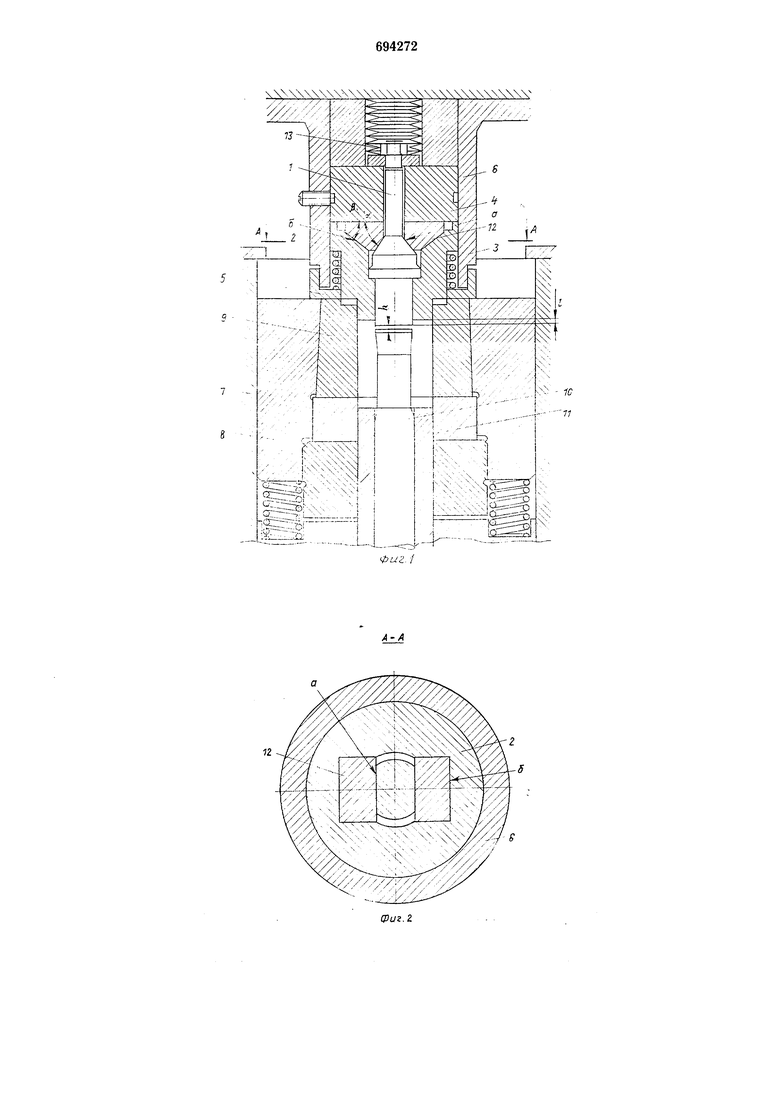
На фиг. 1 показан штамп, разрез, на фиг. 2 - сечение А-А на фиг. 1.
В верхнем блоке щтампа установлены подпружиненный прошивник 1, матрица 2, прижатая пружиной 3 к плите 4, крышка 5, навернутая на обойму 6.
2
В нижнем блоке 7 штампа установлены подпружиненный контейнер 8 с закрепленной в нем рабочей втулкой 9, пуансон 10, выталкиватель 11. На прошивнике 1 выполнены два клиновых скоса а под углом а к опорной плоскости плиты 4. В этой же (вертикальной) плоскости на матрице 2 также выполнены два скоса б под углом Р к опорной плоскости плиты 4. Между указанными скосами установлены две призмы 12 с возможностью перемещения по опорHOii плоскости плиты 4.
В исходном полол ении (до выдавливания) ирощивник 1 занимает крайнее положение относительно плиты 4, благодаря чему матрица 2 прижата пружиной 3 к плите 4. При этом призмы 12 предельно сдвинуты к оси щтампа. Выталкиватель 11 занимает нижнее крайнее положение, а рабочая втулка 9 с контейнером 8 занимают исходиое верхнее положение. В исходном полол ении рабочие торцы прошивника 1 и матрицы 2 лежат в одной плоскости или сдвинуты относительно друг друга на величину /.
Перед выдавливанием заготовка укладывается в рабочую втулку 9 на торец пуансона 10.
Работа щтампа производится в следующей последовательности. При ходе вниз
3
верхнего блока торцы противника 1 i-i матрицы 2 приходят в соприкосновение с заготовкой, вследствие чего начинается выдавливание заготовки в кольцевую полость, образованную пуансоном 10 и внутренней стенкой рабочей втулки 9. При этом противник 1 и матрица 2 не изменяют своего положения друг относительно друга до момента получения у выдавленной детали дна (перемычки) заданной толщины h. Это состояпие достигается иодбором углов аир так, чтобы tg p/tg а PJPz (Pi - усилие, воспринимаемое противником , PZ - уеилие, воспринимаемое матрицей 2).
При дальнейтем опускании верхнего блока толтнна /1 дна (перемычки) продолжает уменьтаться, что приводит к резкому увеличению усилия PI. При этом указанное выте неравенство перестает выполняться. Поэтому противник 1 отжимается относительно плиты 4, сжимая свою пружину 13. Это приводит к радиальному перемещению (сдвигу) призм 12 под действием скосов, выполненных на противнике 1 и взаимодействующих с одной гранью призм 12. Вследствие этого радиального перемещения призмы 12 отжимают матрицу 2 от плиты 4 и сжимают пружину 3 благодаря взаимодействию другой грани призм 12 со скосами на матрице. Опускание матрицы 2 относительно противника 1 в конце хода верхнего блока приводит к пробивке отверстия в выдавленной детали и отделению дна (перемычки) от детали. В процессе опускания верхнего блока крытка 5 отжимает рабочую втулку 9 и контейнер 8. При подъеме верхнего блока противник 1, матрица 2 и призмы 12 занимают исходное положение под действием прулаш 13 и пружггны 3.
4
После этого подъема занимают исходное положение (верхнее) и контейнер 8 с рабочей втулкой 9 в нижнем блоке 7. Одновременно выталкиватель 11, воздействуя lia
5 полученную полую деталь, прнпод имае-: ее на заданную высоту. Затем деталь удаляется из ттампа любым известным средством. Дно (иеремычка), представляюпдее собой отход, удаляется, нанример, выдувкой.
0 Углы а к р выполняются с учетом условий трения на гранях призм 12 и скосах, выполненных на нрошивнике 1 и матрипе 2, т. е. должны быть выполнены неравенства (90° - V) а 7 (90° - ) р V5 где Y - угол трения.
Предложенный ттами обеспечивает качествеииое полученне изделий при высокой производительности работы.
Формула изобретения
Штамп для выдавливания и пробивки, содержащий закрепленную на опорной плите матрицу, пуансон и противник, отлича.5 ю щ и и с я тем, что, с целью повышения производительности работы, матрица и противник выполнены с клиновыми поверхностями на участках, обращенных к опорной плите, а между матргщей и противником
0 установлены с возможностью перемещения по опорной нлите две нризмы, взаимодействуютие своими гранями с клиновым;; поверхностями матрицы и противника. Псточники информации,
принятые во внимание при экспертизе
1. Холодная и объемная ттамповка. Справочник под ред. Г. А. Навроцкого и др. «Матиностроение, 1973, с. 202-203, рис. 48.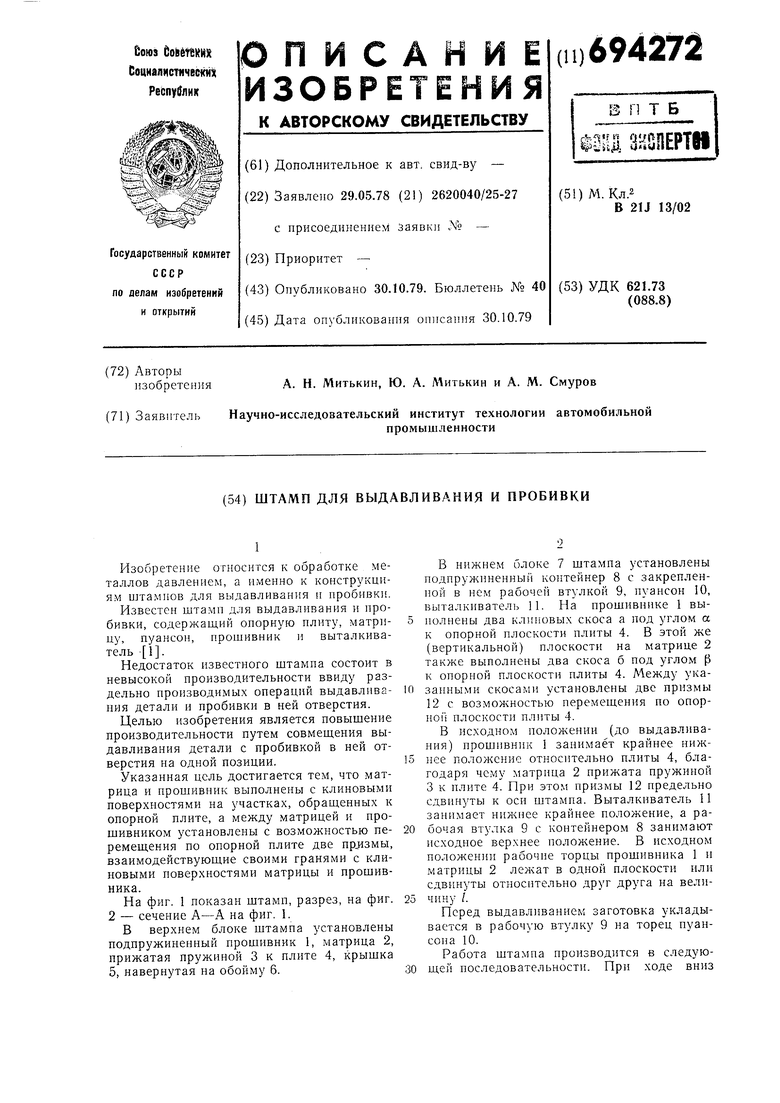
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп совмещенного действия | 1984 |
|
SU1196079A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп совмещенного действия для вырубки и пробивки | 1982 |
|
SU1060274A1 |
| Штамп для реверсивной вырубки | 1986 |
|
SU1346299A1 |
| Штамп совмещенного действия | 1978 |
|
SU742022A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Штамп для прямого выдавливания | 1980 |
|
SU884812A1 |