4 5
4
to
ьо
Изобретение относится к измерительной технике и может быть использовано, в частности, для контроля качества обработки отверстий деталей в приборе- и машиностроении.
Цель изобретения - повышение точности измерения благодаря одновременному получению трех сигналов, характеризующих как шероховатость поверхности в зоне контроля и отклонение размера отверстия от заданного размера, так и знак этого отклонения.
На чертеже изображена принципиальная схема устройства для контроля качества обработки отверстий деталей.
Устройство содержит расположенные последовательно источник 1 света, коллиматор 2, кольцевую диафрагму 3, коническое зеркало 4 с внешней зеркальной поверхностью, нару конических зеркал 5 и 6 с внутренней зеркальной поверхностью, коническое зеркало 7 с внешней зеркальной поверхностью, светоделитель 8 и расположенные после светоделителя первый фотоприемник 9 и два световода 10 и 11 со вторым и третьим фотоприемниками 12 и 13. Входные торцы световодов 10 и 1 обрашены к светоделителю 8 и выполнены в виде концентрических колец. На основании 14 расположены каретки 15 и 16, предназначенные для размещения на них зеркал 5 и 6 и привод 17 для перемеш,ения кареток 15 и 16 относительно друг друга, связанный с приводом 18 для перемещения каретки 19, на которой размещена деталь 20. Привод 18 и каретка 19 образуют узел для пере.меще- ния детали 20.
Устройство работает следующим образом.
Световой пучок от источника 1 света преобразуется коллиматором 2 в параллельный пучок, из которого кольцевой диафрагмой 3 вырезают пучок кольцевой конфигурации. Направляют сформированный пучок на зеркала 4 и 5, отразившись от которых, пучок преобразуется в диаметре и под некоторым углом направляется на контролируемую поверхность детали 20 по всему периметру отверстия. Отраженный от этой поверхности пучок посредством зеркал 6 и 7 направляют на светоделитель 8. Часть потока, отразив- пжсь от светоделителя 8, попадает на фотоприемник 9, другая часть потока, прощед- шая через светоделитель 8, попадает на вход- Hbie торцы световодов 10 и 11 и воспринимается фотоприемниками 12 и 13.
Сигналы с фотоприемников 9, 12., 13 поступают на регистрирующий прибор (не показан) .
Пара зеркал 5 и 6 с помощью привода 17 имеет возможность изменять свое простран- ствепное положение и в каждый момент кон0
5
0
5
0
5
0
5
0
5
троля расположена по отношению к зеркалам 4 и 7 так, что сформированный кольцевой пучок, отраженный от поверхности детали 20, попадает на входные торцы световодов 10 и 11.
При поступательном перемещении каретки 19 с деталью 20 с фотоприемника 9 записывается диаграмма поверхности, которая не должна выходить за опре деленные границы, соответствующие заданной шероховатости, а с фотоприемников 12 и 13 записываются две диаграммы, .каждая из которых проходит на определенном расстоянии и эквидистантна диаграмме шероховатости в том случае,если размер отверстия находится в пределах заданного допуска. Если же размер отверстия не находится в заданном допуске, то отраженный от детали 20 поток излучения смещается относительно входных торцов световодов 10 и 11, что приводит к изменению сигналов с фотоприемников 12 и 13 и к нарушению эквидистантности записанных с фотоприе.мников 12 и 13 диа- гра.мм относительно диаграммы niepoxoBa- тости, записанной с фотоприемника 9.
Например, если размер отверстия больше заданного раз.мера, то поток излучения, отраженный от детали 20 и зеркал 6 и 7, смещается в направлении световода К), что приводит к увеличению сигнала с фотоприемника 12 и к уменьшению сигнала с фотоприемника 13. В соответствии с этим изменяются расстояния от каждой из диаграмм, полученных с фотоприемников 12 и 13, до диаграммы щероховатости, что позволяет контролировать знак отклонения размера отверстия от заданного допуска.
Формула изобретения
Устройство для контроля качества обработки отверстий деталей, содержащее расположенные последовательно источник света, коллиматор, кольцевую диафрагму, четыре конических зеркала, два из которых кинематически связаны друг с другом и выполнены с внутренней зеркальной поверхностью, а два других выполнены с внешней зеркальной поверхностью, светоде.1итель, два фотоприемника, первый из которых установлен в отраженном от светоделителя потоке излучения, и узел для перемещения детали, отличающееся тем, что, с целью повышения точности контроля, оно снабжено двумя световодами, установленными по ходу излучения после светоделителя так, что входной торец одного световода охватывает в.ходной торец другого по замкнутой линии, и третьим фотоприемником, а второй и третий фотоприемники установлены соответственно на выходных торцах световодов.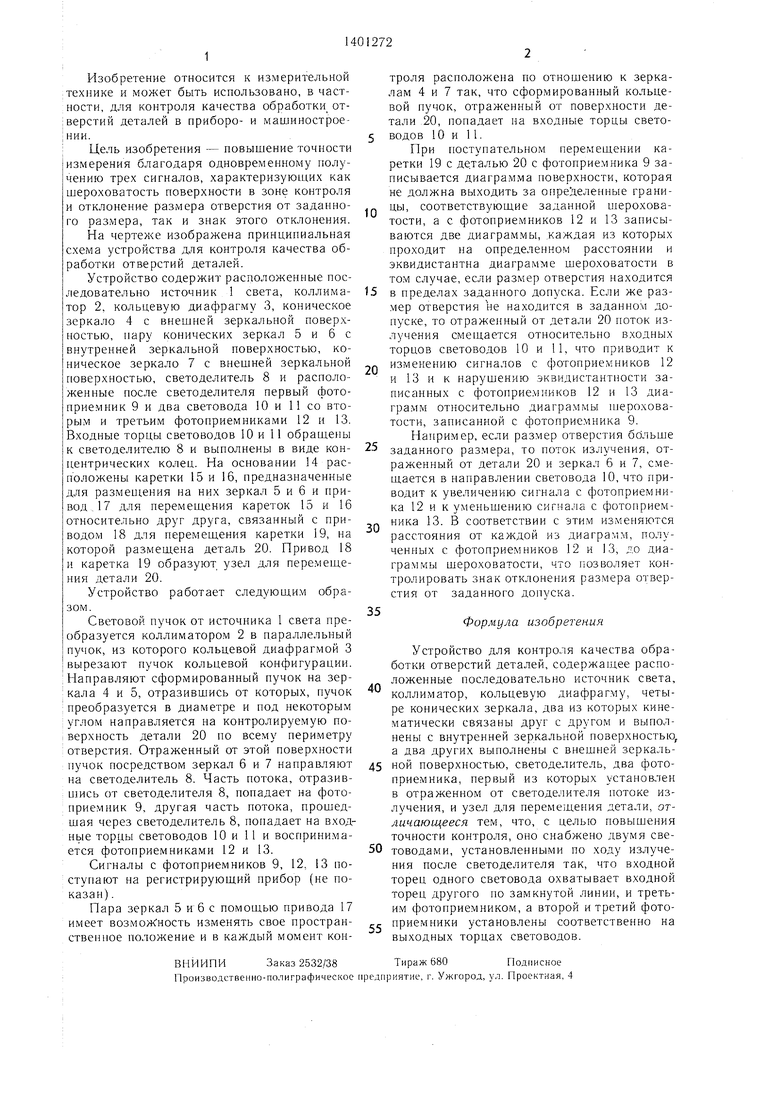
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2003 |
|
RU2245516C2 |
| Устройство для контроля качества обработки отверстий деталей | 1980 |
|
SU934219A2 |
| СПОСОБ КОНТРОЛЯ ОПТИЧЕСКОГО ВЗАИМОДЕЙСТВИЯ С ОБЪЕКТОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2188389C2 |
| Углоизмерительный прибор | 2019 |
|
RU2713991C1 |
| Устройство для контроля качества обработки отверстий деталей | 1976 |
|
SU577399A1 |
| Углоизмерительный прибор | 2018 |
|
RU2682842C1 |
| Система для контроля качества внутренних поверхностей | 1985 |
|
SU1298546A1 |
| БЕСКОНТАКТНЫЙ ДАТЧИК ПЕРЕМЕЩЕНИЙ | 1999 |
|
RU2156435C1 |
| Устройство для контроля качества наружной резьбы | 1991 |
|
SU1803735A1 |
| Способ измерения углов,образуемых тремя гранями призмы,и устройство для его осуществления | 1985 |
|
SU1250848A1 |
Изобретение относится к измерительной технике и может быть использовано, в частности, для контроля качества обработки отверстий деталей в приборе- и машиностроении. Цель изобретения - повышение точности контроля. Устройство содержит расположенные последовательно источник 1 све.- та, коллиматор 2, кольцевую диафрагму 3, два конических зеркала 4 и 7 с внешней зеркальной поверхностью, два конических зеркала 5, 6 с внутренней зеркальной поверхностью, кинематически связанные между собой, светоделитель 8. В отраженном от светоделителя 8 потоке расположен фотоприемник 9, в проходящем - два световода 10, 11 с фотоприемниками 12, 13. Входной торец световода 10 охватывает входной торец световода П. При отклонении размера отверстия детали 20 от допуска изменяются сигналы, поступающие на фотоприе.мники 12, 13. На один фотоприемник поступает больший сигнал, на другой - меньший, что позволяет контролировать знак отклонения. 1 ил. SS (Л
| Устройство для контроля качества обработки отверстий деталей | 1977 |
|
SU637705A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство управления обращением к памяти | 1984 |
|
SU1211737A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
