Изобретение относится к промышленному транспорту, в частности к шагаюшим конвейерам, н предназначено для транспортировиния с накоплением роторов электродвигателей неред подачей их на заливку в машину литья под давлением.
Цель изобретения - повышение нроизводительности и расширение технологических возможностей конвейера.
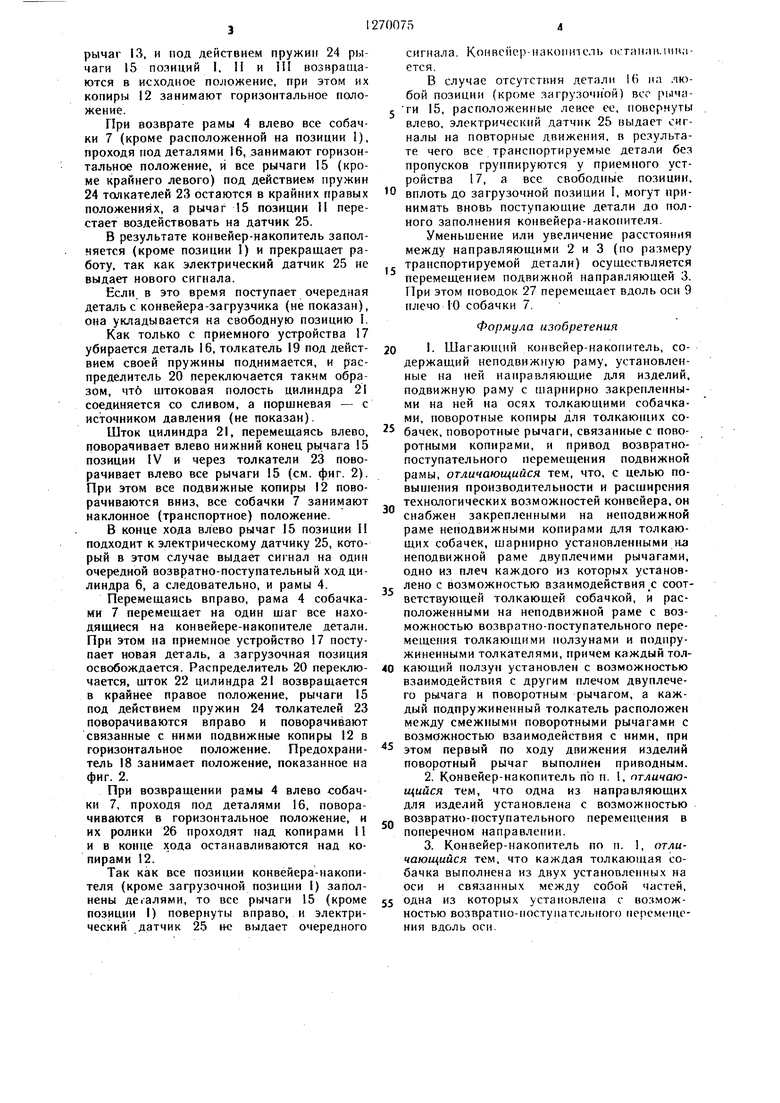
На фиг. I схематически изображен предлагаемый конвейер-накопитель в исходном положении после выдачи очередной детали в приемный механизм; на фиг. 2 - то же, со свободным приемным механизмом; на фиг. 3 разрез Л -А на фиг. 1; на фиг. 4 - положение полностью загруженного конвейера-накопителя при наличии детали в приемном устройстве; на фиг. 5 - разрез Б-Б на фиг. 3.
Конвейер содержит неподвижную раму I с закрепленной на ней неподвижно направляющей 2 и направляюпхей 3, установленной с возможностью перемещения, подвижнук раму 4, установленную на раме 1 на роликах 5, перемещающуюся под действием штока цилиндра 6.
На подвижной раме 4 шарнирно закреплены толкающие собачки 7, состоящие из двух частей: плеча 8, жестко связанного с осью 9, и плеча 10, которое имеет возможность перемещаться вдоль оси 9 по пазу, выполненному в плече 8 при перемещении 1аправляющей 3.
На неподвижной, раме 1 установлены неподвижные II и подвижные 12 копиры, причем копиры 11 через двуплечие рычаги 13 и толкающие ползуны-толкатели 14 связаны с поворотными рычагами 15, щарнирно установленными на неподвижной раме 1, а через них с подвижными г оворотными копирами 12 для толкающих собачек 7.
Одно из плеч каждого двуплечего рычага 13 установлено с возможностью взаимодействия с соответствующей толкающей собачкой 7. Каждый толкающий ползунтолкатель 14 установлен с возможностью взаимодействия с другим плечом двуплечего |)ычага 13 и поворотным рычагом 15.
На раме 4 для исключения подачи очередной детали 16 в загруженное приемное устройство 17 установлен предохранитель 18, занимающий горизонтальное положение при отсутствии детали в приемном устройстве.
То,.ткатель 19 приемного устройства 17 воздействует па распределитель 20, управляющий работой цилиндра 21, шток 22 которого при перемещении влево воздействует на рычаги 15, начиная с первого по ходу движения изделий, а через них - на подпружиненные толкатели 23, сжимая их пружины 24, которые при обратном ходе штока 22 возвращают рычаги 15 влево. Каждый подпружиненный толкатель 23 распо.южен между смежными поворотными рычагами ISЭлектрический датчик 25 срабатывает от рычага 15 и подает команду на одни возв)атно- юступательный ход циляндра 6, а следовательно, и рамы 4.
Длина ко1)вейера может быть любой (в рассматриваемом случае рассчитан на четыре позиции 1-IV).
Конвейер работает следующим образом.
При наличии детали 16 (ротора) в приемном устройстве 17 на позиции загрузки 1, на конечной позиции IV и отсутствии ее на позиции HI при возврате в исходное положение механизмы конвейера находятся в положении, показанном на фиг. I, т. е. в приемном устройстве 17 деталь 16 нажимает через толкатель 19 на распределитель 20, который в данном случае соединяет источник давления (не показан) со щтоковой полостью цилиндра 21, шток 22 которого прн этом возвращается в исходное (правое на фнг. i) положенле, освобож0 дая рычаг 15. Рычаг 15 под действием пружины занимает крайнее правое (на фиг. 1) положение, прн этом подвижный копир 12 занимает горизонтальное положение. Собачка 7 на позиции IV также занимает горизонтальное положение, так как проходя под деталью 16, поворачивается, а при дальнейшем перемещении копиры И и 12 не дают ей повернуться.
Так как на позиции. IH нет детали, собачка 7 остается и поднятом положении и своим роликом 26 поворачнвает рычаг 13, второе плечо которого через толкатель 14 поворачивает рычаг 15 влево. При этом рычаг 15 через толкатели 23 поворачивает все расположенные левее его рычагн 15, не оказывая воздействия на рычаги Г5, расположенные правее.
Поворачиваясь влево, рычаги 15 поворачивают жестко сидящне с ними на одной оси подвижные копиры 12 вниз, в результате чего исчезают опоры у собачек 7 этих позиций. Собачки 7 под действием 0 собственного веса поворачиваются в наклонное положение, при этом их верхние концы поднимаются и занимают положение, в котором они могут толкать детали 16.
Рычаг 15 позиции FI своим нижним концом воздействует на электрический дат5 чик 25, прн этом цнлиндр 6 получает сигнал на одно возвратно-поступательное движение. При перемещении вправо шток цилиндра 6 перемещает по роликам 5 раму 4. Прн этом расположенная горизонтально на позиции IV собачка 7 проходит под деталью 16, которая в этом случае остается неподвижной.
Расположенные на познцнях I и II собачки 7 упираются в детали 16 н перемещают их на один шаг вперед. Таким образом, 5 занятыми оказываются познции II, III и IV, а свободной - позиция I.
По мере движения рамы 4 вперед (вправо) собачка 7 позиции И освобождает
рычаг 13, и под действием пружин 24 рычаги 15 позиций I. И и HI возвращаются в исходное положение, при этом их копиры 12 занимают горизонтальное положение.
При возврате рамы 4 влево все собачки 7 (кроме расположенной на позиции 1). проходя под деталями 16, занимают горизонтальное положение, и все рычаги 15 (кроме крайнего левого) под действием пружин 24 толкателей 23 остаются в крайних правых положениях, а рычаг 15 позиции II перестает воздействовать на датчик 25.
В результате конвейер-накопитель заполняется (кроме позиции 1) и прекращает работу, так как электрический датчик 25 не выдает нового сигнала.
Если в это время поступает очередная деталь с конвейера-за грузчика (не показан), она укладывается на свободную позицию I.
Как только с приемного устройства 17 убирается деталь 16, толкатель 19 под действием своей пружины поднимается, и распределитель 20 переключается таким образом, чтб штоковая полость цилиндра 21 соединяется со сливом, а поршневая - с источником давления (не показан).
Шток цилиндра 21, перемещаясь влево, поворачивает влево нижний конец рычага 15 позиции IV и через толкатели 23 поворачивает влево все рычаги 15 (см. фиг. 2). При этом все подвижные копиры 12 поворачиваются вниз, все собачки 7 занимают наклонное (транспортное) положение.
В конце хода влево рычаг 15 позиции И подходит к электрическому датчику 25, который в этом случае выдает сигнал на один очередной возвратно-поступательный ход цилиндра 6, а следовательно, и рамы 4.
Перемещаясь вправо, рама 4 собачками 7 перемещает на один шаг все находящиеся на конвейере-накопителе детали. При этом на приемное устройство 17 поступает новая деталь, а загрузочная позиция освобождается. Распределитель 20 переключается, щток 22 цилиндра 21 возвращается в крайнее правое положение, рычаги 15 под действием пружин 24 толкателей 23 поворачиваются вправо и поворачивают связанные с ними подвижные копиры 12 в горизонтальное положение. Предохранитель 18 занимает положение, показанное на фиг. 2.
При возвращении рамы 4 влево собачки 7, проходя пол деталями 16, поворачиваются в горизонтальное положение, и их ролики 26 проходят над копирами 11 и в конце хода останавливаются над копирами 12.
Так как все позиции конвейера-накопителя (кроме загрузочной позиции I) заполнены деталями, то все рычаги 15 (кроме позиции I) повернуты вправо, и электрический датчик 25 не выдает очередного
сигнала. Конвейер-и а копт ель останми. пшается.
В случае отсутстпия детали 16 ма .чюбой позиции (кроме загрузочной) всо рычгь 5 ти 15, расположенные левее се, повернуты влево, электрический датчик 25 выдает сигналы на повторные движения, в результате чего все транспортируемые детали без пропусков группируются у приемного устройства 17, а все свободные позиции, О вплоть до загрузочной позиции I, могут принимать вновь поступающие детали до полного заполнения конвейера-накопителя.
Уменьшение или увеличение расстояния между направляющими 2 и 3 (по размеру транспортируемой детали) осуществляется перемещением подвижной направляющей 3. При этом поводок 27 перемещает вдоль оси 9 плечо 10 собачки 7.
Формула изобретения
0 I. Шагающий конвейер-накопитель, содержащий неподвижную раму, установленные на ней направляющие для изделий, подвижную раму с щарнирно закрепленными на ней на осях толкающими собачками, поворотные копиры для толкающих со бачек, поворотные рычаги, связанные с поворотными копирами, и привод возвратнопоступательного перемещения подвижной рамы, отличающийся тем, что, с целью повышения производительности и расширения технологических возможностей конвейера, он снабжен закрепленными на неподвижной раме неподвижными копирами для толкающих собачек, шарнирно установленными ца неподвижной раме двуплечими рычагами, одно из плеч каждого из которых установ лено с возможностью взаимодействия с соответствующей толкающей собачкой, и расположенными на неподвижной раме с возможностью возвратно-поступательного перемещения толкающими ползунами и подпружиненными толкателями, причем каждый тол0 кающий ползун установлен с возможностью взаимодействия с другим плечом двуплечего рычага и поворотным рычагом, а каждый подпружиненный толкатель расположен между смежными поворотными рычагами с возможностью взаимодействия с ними, при
этом первый по ходу движения изделий поворотный рычаг выполнен приводным.
2.Конвейер-накопитель по п. 1, отличающийся тем, что одна из направляющих для изделий установлена с возможностью
- возвратно-поступательного перемещения в поперечном направлении.
3.Конвейер-накопитель по п. 1, отличающийся тем, что каждая толкающая собачка выполнена из двух установленных на оси и связанных между собой частей,
одна из которых установлена с возможностью возвратно-поступательного персмощения вдоль оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантования обрабатываемых деталей на конвейере | 1987 |
|
SU1537623A1 |
| Шаговый конвейер | 1979 |
|
SU839903A1 |
| Транспортное устройство автоматических линий | 1982 |
|
SU1033405A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Шаговый конвейер-накопитель | 1979 |
|
SU859259A1 |
| Шаговый конвейер-накопитель | 1985 |
|
SU1247326A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Кантователь | 1973 |
|
SU510285A1 |
| Установка для контроля герметичности полых изделий | 1986 |
|
SU1401308A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
Изобретение относится к промышленному транспорту, повышает производительность и расшнряет технологические возможности конвейера. Для этого.на неподвижной раме закреплены неподвижные копиры (К) для толкающих собачек (С) 7 и двуплечие рычаги (Р) 13. Одно из плеч каждого Р 13 установлено с возможностью взаимодействия с соответствующей С 7. Кроме того на неподвижной раме расположены с возможностью возвратно-поступательного перемещения толкающие ползуны (П) и подпружиненные толкатели 23. П установлен с возможностью взаимодействия с другим плечом Р 13 и поворотным Р 15. Расположен П между смежными поворотными Р 15 с возможностью взаимодействия с ними. Первый по ходу движения Р 15 выполнен приводным. Один из направляющих установлен на неподвижной раме и имеет возможность возвратно-посту нательного перемещения в поперечном направлении. Каждая С 7 выполнена из двух частей. Подпружиненные толкатели 23 размещены меж(Л ду смежными Р 15. 2 з.п. ф-лы, 5 ил. -rJ gyus.i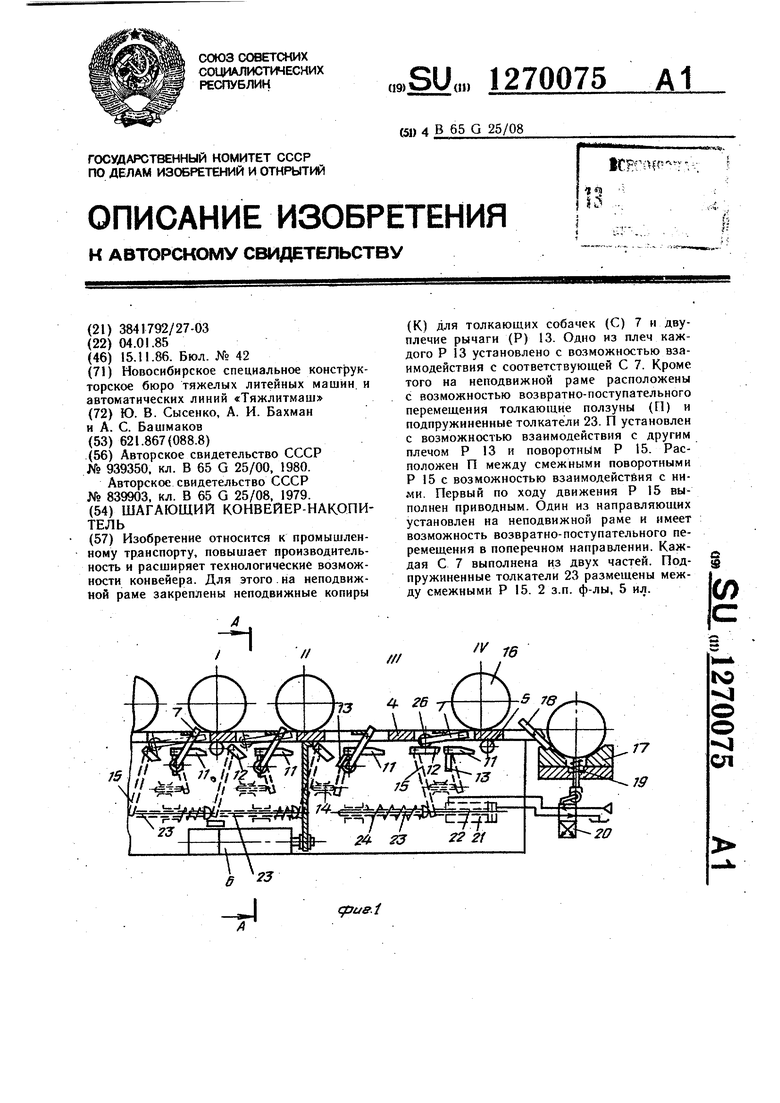
| Шаговый конвейер | 1980 |
|
SU939350A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Шаговый конвейер | 1979 |
|
SU839903A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
