Изобретение относится к обработке металлов давлением, а именно к средствам автоматизации листовой штамповки, и может быть использовано для отделения листовой заготовки от стопы
Целью изобретения является повышение надежности процесса отделения листовых заготовок с антикоррозийным покрытием.
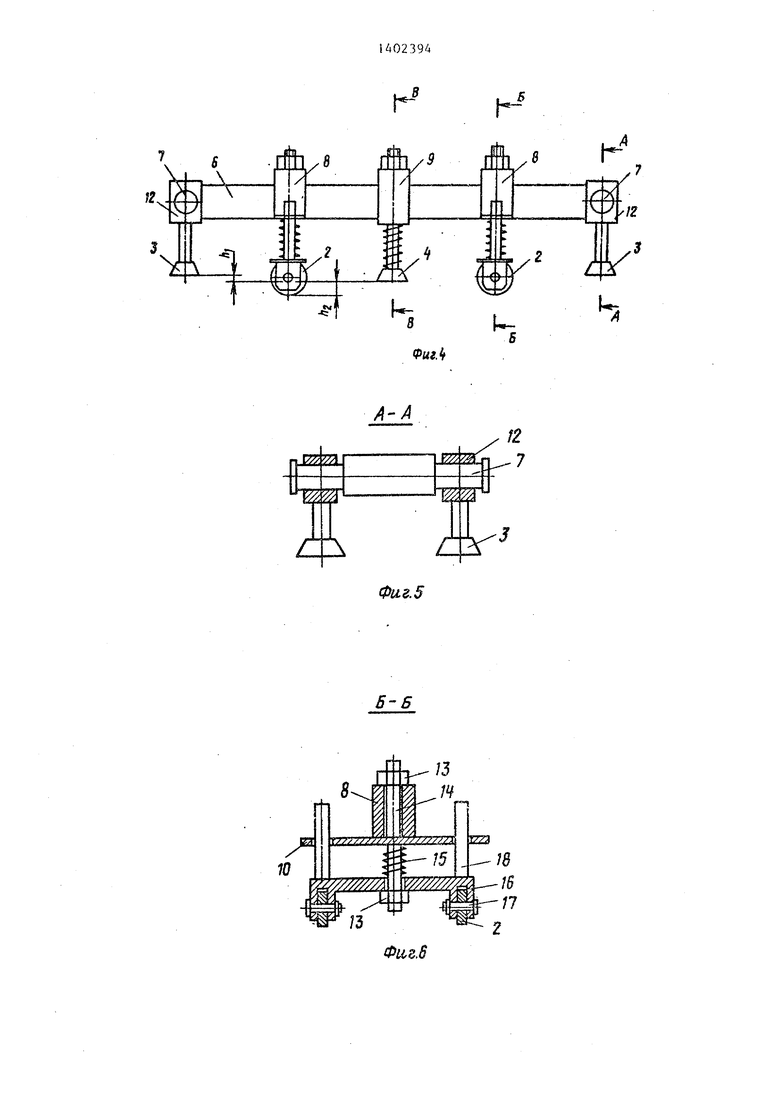
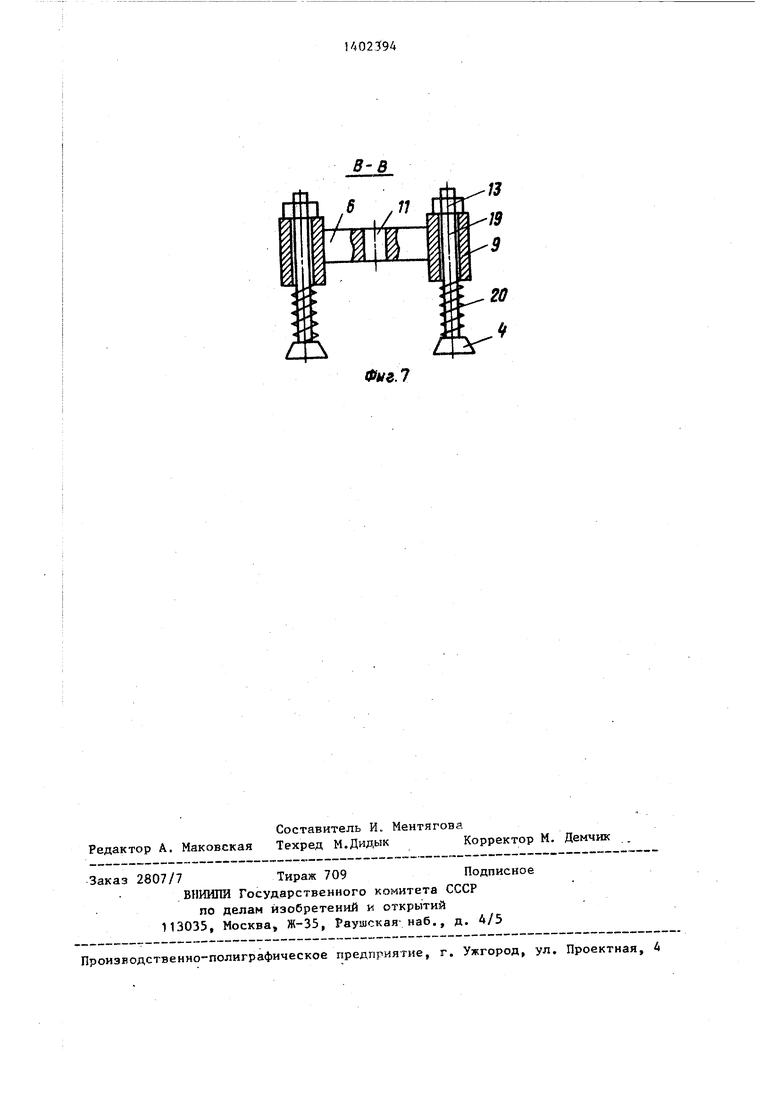
На фиг. 1 показан момент соприкосновения роликов и захватов с верхней листовой заготовкой; на фиг. 2 - момент отделения концов верхней листовой заготовки и изгибание их в верти кальной плоскости; на фиг. 3 - момент горизонтального перемещения к центру стопы изогнутых в вертикальной плоскости концов листовой заготовки путем вертикального перемещения ее средней части при сохранении промежутков между изогнутыми в вертикальной плоскости концами и серединой листовой заготовки и удержании их от совместного со средней частью вертикального перемещения; на фиг. 4 показана схема устройства для отделения листовой заготовки от стопы; на фиг. 5 - разрез А-А на фиг. 4; ка фиг. 6 - .оазрез Б-Б на фиг. 4; на фиг. 7 - разрез Б-В ка фиг. 4,
Способ отделения листовой заготовки от стопы осуществляют следующим образом.
К стопе 1 перемещают р.олики 2 к захваты 3,4, до соприкосновения их с верхней листовой заготовкой 5. После захвата верхней листовой заготовки 5 захватами 3 и 4 перемещают сначала захваты 3 в вертикальной плос- кости таким образом, что осуществляется их поворот в вертикальной плоскости относительно роликов 2, при это захваты 3 отделяют концы верхней листовой заготовки 5. Затем захваты 4 отделяют и перемещают вверх среднюю часть листовой заготовки 5,, при этом ролики 2 удерживают промежутки листовой заготовки между закватами 3 и 4 от совместного перемещения со сред- ней ее частью, что приводит к образованию нескольких волновых петель, в процессе образования которых происходит сдвиг плоскости верхней листовой заготовки 5 относительно плос- кости следующей листовой заготовки и, как следствие этого, срез заусенцев или консервирующей смазки и отделение верхней листовой заготовки 5 от
стопы 1. После зтого захваты 3 и 4 вместе с роликами 2 и отделенной верхней листовой заготовкой 5 перемещают в вертикальном направлении.
Устройство для отделения листовой заготовки от стопы (фиг, 4-7) содер- рабочие органы - ролики 2 и захваты 3 и 4, которые монтируются на траверсе 6, Траверса 6 снабжена осями 7, направляющими 8-10 и отверстием 11, На осях 7 шарнирно смонтированы подвески 12, на которых закреплены захваты 3.
В направляющих 8 монтируются по- средством гаек 13 штанги 14 с пружинами 15 и корпусами 16. На каждом корпусе 16 смонтированы на осях 17 ролики 2 и закреплены взаимодействующие с направляющими 10 штанги 18.
В направляющих 9 смонтированы посредством гаек 13 штанги 19 с цружи- нами 20 и захватами 4.
Отверстие 11 предназначено для . монтажа на транспортирующее устройство.
Устройство для отделения листовой заготовки от стопы работает следующим образом,.
В исходном положении ролики 2 и захваты 3 и 4 находятся на разньж оди относительно другого уровнях. Верхнее положение занимают шарннрно смонтированные на консолях траверсы 6 захваты 3, ниже их на расстоянии h, нахо дятся смонтированные в ее центральной части захваты 4, а размещенные между захватами 3 и 4 ролики 2 расположены ниже захватов 4 на расстоянии hj.
Ролики 2 и захваты 4 отжимаются в крайнее нижнее пол-южение пружинами
15и 20 соответственно 5, а штанги 4 и 19 удерживаются от выпадания из направляющих 8 и 9 гайками 13,
Траверса 6 может опускаться, подниматься и перемещаться в г оризон- тальной плоскости при помощи тран- спорткрующего устройства (не показат но)5 соединйнного с ней посредством иапрш-зеро отверстия 1. При опускании траверсы б сначала соприкасаются с верхней листозой заготовкой 5 роли- .си 2, которые через оси 17 и корпус
16перемещают, преодолевая yci-щия пружин 15, штанги 14 Б направляющих 8 до выбора расстояния h,, между роликами 2 и захватами 4, при этом корпус 16 с роликами 2 удержиыается от
140
разворота взаимодействующими с направляющими 10 гатаигами 18.
Затем с верхней листовой заготовкой 5 соприкасаются захваты 4, которые, в свою очередь, преодолевая усилия пружин 20, перемещают вверх штанги 19 в направляющих 9 до выбора расстояния h, между захватами 3 и Д, осуществляя тем самым захват середи- ны листовой заготовки 5, При дальнейшем опускании траверсы 6 соприкасаются с верхней листовой заготовкой 5 и захватьшают ее концы захватами 3.
При подъеме траверсы 6 сначала поднимаются захваты 3, которые отделяют от стопы 1 и изгибают относительно роликов 2 в вертикальной плоскости концы одной или нескольких сцепленных заусенцами или слипшихся от консервирующей смазки листовых заготовок. При изгибании концов происходит сокращение лшгейной дли1ш листовых заготовок, которое компенсируется поворотом к середине смонтиро- ванных на осях 7 подвесок 12, что, в свою очередь, приводит к образованию волновых петель на концах листовых заготовок. Затем поднимаются зах- ваты 4, которые отделяют среднюю часть листовой заготовки 5, и, поскольку прзгжины 15 продолжают прижимать через смонтированные на корпусе 16 ролики 2 промежутки между захватами 3 и 4 листовой заготовки 5 до набора расстоя- ния h, то отделение и вертикальное перемещение захватами 4 средней части листовой заготовки 5 относительно роликов 2 приводит к образованию в этой зоне волновой петли, которая стягивает к центру стопы 1 вертикально изогнуты захватами 3 концы верхней заготовки 5 при этом подвески 12 еще раз поворачиваются на осях 7 к центру стопы 1 увеличивая образованную захватами 3 волновую петлю на концах листовой заготовки 5, что пр11водит к дальнейшему сокращению ее линейной длины.
При горизонтальном перемещении к центру стопы J вертикально изогну- тых концов листовой заготовки 5 ролики 2 проворачиваются на осях 17, что предохраняет от повреждения поверхность антикоррозийного покрытия.
В период образования волновых пе- тель на роликах 2 в листовьгх заготовках возникают сдвигающие силы, которые обосновьшаются зависимостью
4
1 R+(n-l)
180° где 1 - развернутая длина дуги п-й4
листовой заготовки, мм; R - радиус ролика 2, мм; О - толщина листовой заготовки, мм; 0 - угол охвата ролика 2 листовой
заготовкой 5.
Пример, Дана листовая заготовка толищной& мм, радиус роликов 2 равен 0 мм, угол охватай(. 5° . Тогда развернутая длина дуги первой заготовки (верхней):
3.(1-1)1- 15 180
2,61 мм.
развернутая длина второй заготовки (последутощай) :
1 - 3,(2-1)1-15
1 :2,88 мм.
Таким образом, при прохождении листовых заготовок между роликами 2 и стопой 1 на каждом ролике 2 происходит сдвиг верхней листовой заготовки 5 относительно последующей на величину 2,,27 мм. Кроме того сдвиг происходит и за счет образования захвата н 4 волновой петли з ее средней части.
Совокупность указанных сдвигов и сил внутренних напряжений, возникающих в каждой листовой заготовке при изгибе и образовании волновых петель приводит к срезу заусенцев и отделению верхней листовой заготовки 5 от стопы i,
Фо.рмула изобретения
1.Способ отделения листовой заготовки от стопы, при котором к верхнему листу в нескольких местах прикла- дьшают усилие захвата и осуществляют отгибку краев листа в вертикальной плоскости, после чего отделяют весь лист от стопы, отличающийс я тем, что, с целью повьшения надежности процесса отделения листовых заготовок от стопы с антикоррозионным покрытием, отгибку листа в вертикальной, плоскости осуществляют с наклоном в сторону центра листа,образуя волну, после чего отделяют центральную часть листа, при этом на участка между центральной частью и краевыми участками к листу прикладывают усили направленные в сторону стопы листов.
2.Устройство для отделения листовой заготовки от стопы, содержащее смонтированные на кп){солях траверсы
51402394
вакуумные захваты и размешенные меж- мирно на консолях, а прижимы вьтолне- ду ними прижимы, отличающее- ныв виде подпружиненных роликов, с я тем, что захваты подпружинены установленных ниже центральных под- к центральной части и закреплены шар- пружиненных захватов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделения верхнего листа от стопы и подачи его в зону обработки и устройство для его осуществления | 1986 |
|
SU1375388A1 |
| УСТРОЙСТВО для ОТДЕЛЕНИЯ ЛИСТОВЫХЗАГОТОВОК от стопы | 1969 |
|
SU250103A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ЗАГОТОВКИ ОТ СТОПЫ И ПОДАЧИ К ОБРАБАТЫВАЮЩЕЙ МАШИНЕ | 1993 |
|
RU2086336C1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в зону захвата | 1988 |
|
SU1680417A1 |
| Устройство для поштучного отделения и подачи листовых заготовок из стопы | 1988 |
|
SU1541166A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее к обрабатывающей машине | 1987 |
|
SU1397128A1 |
| Автоматизированный комплекс для многопереходной листовой штамповки | 1982 |
|
SU1015984A1 |
| Устройство для отделения листовой заготовки от стопы и подачи ее в зону обработки | 1989 |
|
SU1763073A1 |
| Устройство для отделения верхней заготовки от стопы и подачи ее в ориентированном положении | 1987 |
|
SU1454550A1 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |

Изобретение относится к обработке металлов давлением, а именно к средствам автоматизации листовой штамповки, и может быть использовано для отделения листовой заготовки от стопы. Цель - повышение надежности процесса отделения листовых заготовок от стопы с антикоррозийным покрытием, сцепленных заусенцами или консервирующей смазкой. Траверса с захватами и прижимами опускается на стопу заготовок. Крайние захваты, поднимаясь, изгибают лист в сторону центра листа, образуя волну. Отделяют центральным захватом центр листа. Ролики, установленные на прижимах, проворачиваются и создают дополнительное усилие изгиба листа. Лист полностью отделяется от стопы. Устройство для реализации способа содержит установленные на траверсе шарнирно подпружиненные захватные органы. Между ними смонтиро- з ваны подпружиненные прижимы с ролика- ми на концах. 2 с.п. ф-лы, 7 ил. СЛ
Фил.2
«Ьг.З
V
«-В
I/
/
JjL J
10
У//////А
К
И
X
К
Jt
, 7
/г I
I-,
Фиг.
k- 5
Фиг. 5
/5 ,Я
/5
W//7////4
/a
-/5 /7
Фи.г,6
13 19
Фиг
| Способ отделения верхнего листа от стопы | 1981 |
|
SU1009584A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
