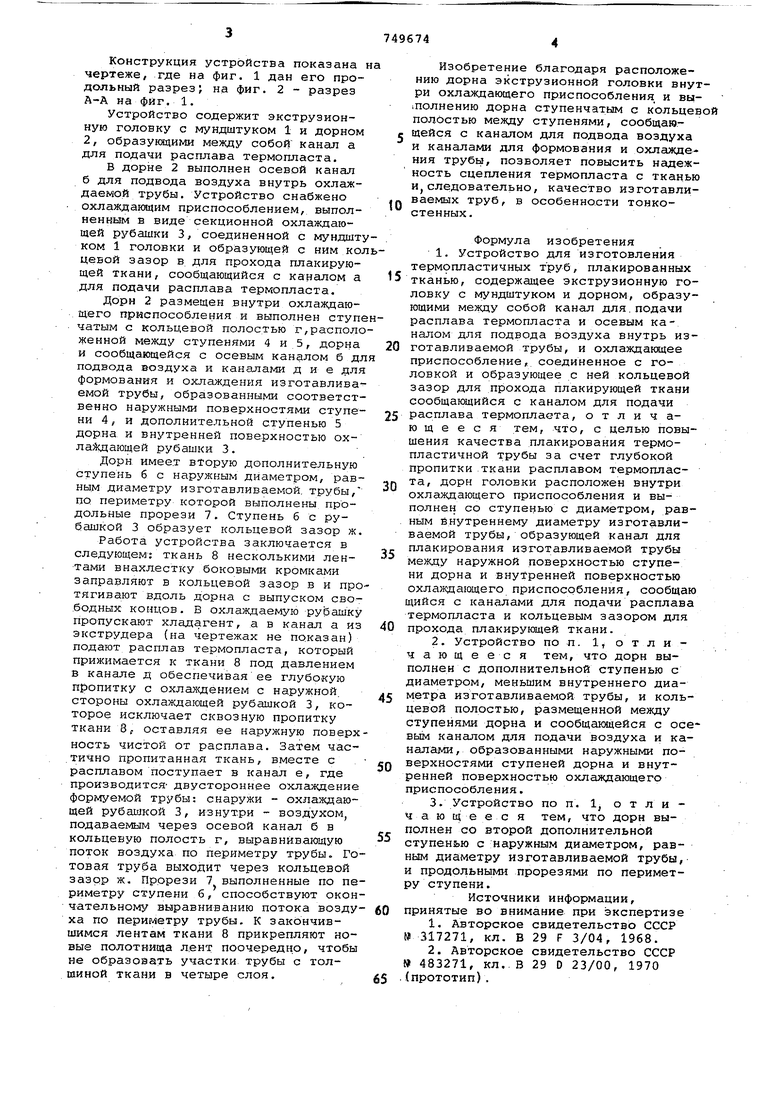
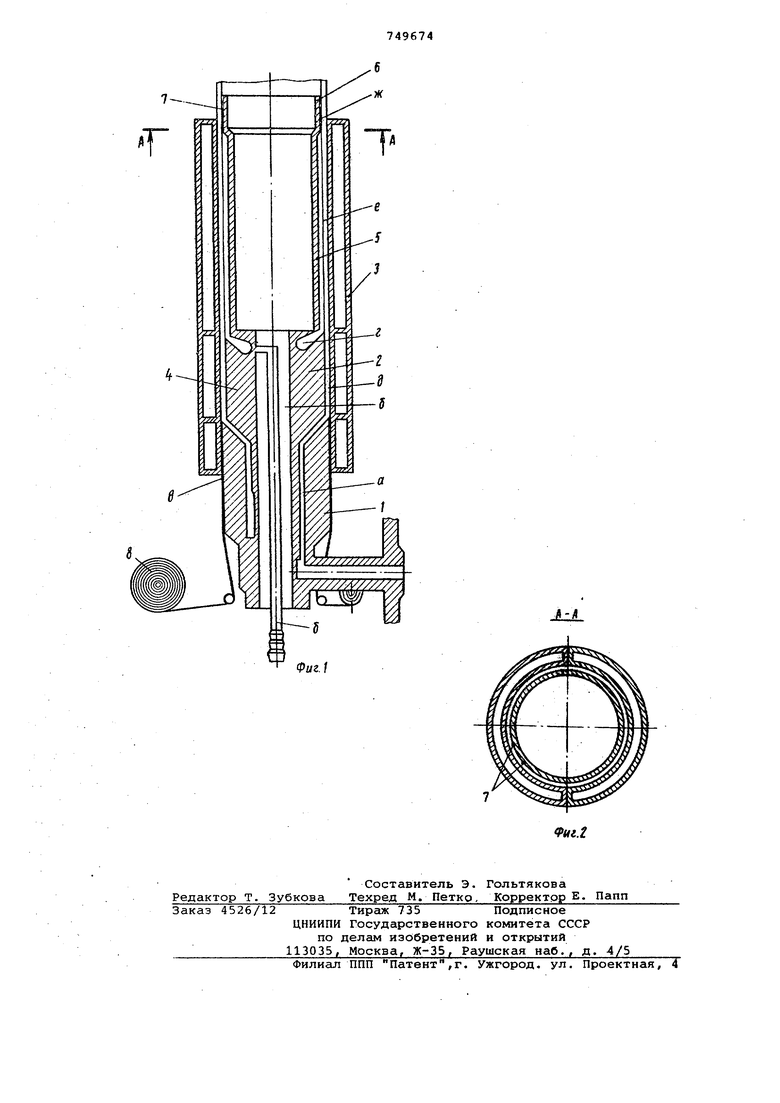
Конструкция устройства показана чертеже, где на фиг. 1 дан его продольный разрез; на фиг, 2 - разрез А-А на фиг. 1. Устройство содержит экструзионную головку с мундштуком 1 и дорном 2, образующими между собой канал а для подачи расплава термопласта. В дорне 2 выполнен осевой канал б для подвода воздуха внутрь охлаждаемой трубы. Устройство снабжено охлаждаклдим приспособлением, выполненным в виде секционной охлаждающей рубашки 3, соединенной с мундшт ком 1 головки и образующей с ним ко цевой зазор в для прохода плакирующей ткани, сообщающийся с каналом а для подачи расплава термопласта. Дорн 2 размещен .внутри охлаж,цаю, щего приспособления и выполнен ступ чатым с кольцевой полостью г,располо женной между ступенями 4 и 5, дорна и сообщающейся с осевым каналом б дл подвода воздуха и каналами д и е для формования и охлаждения изготавлива емой трубы, образованными соответст венно наружными поверхностями ступе ни 4 , и дополнительной ступенью 5 дорна и внутренней поверхностью охлайодающей рубашки 3. Дорн имеет вторую дополнительную ступень 6 с наружным диаметром, равным диаметру изготавливаемой, трубы, по периметру которой выполнены продольные прорези 7. Ступень б с рубашкой 3 образует кольцевой зазор ж Работа устройства заключается в следующем: ткань 8 несколькими лентами внахлестку боковыми кромками заправляют в кольцевой зазор в и про тягивают вдоль дорна с выпуском сво.бодных концов. В охлаждаемую руЬашку пропускают хладагент, а в канал а из экструдера (на чертежах не показан) подают расплав термопласта, который прижимается к ткани 8 под давлением в канале д обеспечивая ее глубокую пропитку с охлалодением с наружной, стороны охлаждающей рубашкой 3, которое исключает сквозную пропитку ткани 8, оставляя ее наружную поверх ность чистой от расплава. Затем частично пропитанная ткань, вместе с , расплавом поступает в канал е, где производится- двустороннее охлаждение формуемой трубы: снаружи - охлаждающей рубашкой 3, изнутри - воздухом, подаваемым через осевой канал б в кольцевую полость г, выравнивающую поток воздуха по периметру трубы. Го товая труба выходит через кольцевой зазор ж. Прорези 7 выполненные по пе риметру ступени б, способствуют окон чательному выравниванию потока возду ха по периметру трубы. К закончившимся лентам ткани 8 прикрепляют новые полотнища л,ент поочередно, чтобы не образовать участки трубы с толшиной ткани в четыре слоя. Изобретение благодаря расположению дорна экструзионной головки внутри охлаждающего приспособления, и вы.полнению дорна ступенчатьом с кольцевой полостью между ступенями, сообщающейся с каналом для подвода воздуха и каналами для формования и охлаждения трубы, позволяет повысить надежность сцепления термопласта с тканью и,следовательно, качество изготавливаемых труб, в особенности тонкостенных. Формула изобретения 1.Устройство для изготовления термрпластичных труб, плакированных тканью, содержащее экструзионную головку с мундштуком и дорном, образующими между собой канал для.подачи расплава термопласта и осевым каналом для подвода воздуха внутрь изготавливаемой трубы, и охлаждающее приспособление, соединенное с головкой и образующее с ней кольцевой зазор для прохода плакирующей ткани сообщанэдийся с каналом для подачи расплава термопласта, отличающееся тем, что, с целью повышения качества плакирования термопластичной трубы за счет глубокой пропитки ткани расплавом термопласта, дорн головки расположен внутри охлаждающего приспособления и выполнен со ступенью с диаметром, равным Внутреннему диаметру изготавливаемой трубы, образующей канал для плакирования изготавливаемой трубы между наружной поверхностью ступени дорна и внутренней поверхностью охлагвдающего приспособления, сообщаю щийся с каналами для подачи расплава термопласта и кольцевым зазором для прохода плакирующей ткани. 2.Устройство по п. If о т л и ч ающ е ее я тем, что дорн выполнен с дополнительной ступенью с диаметром, меньшим внутреннего диаметра изготавливаемой трубы, и кольцевой полостью, размещенной между ступенями дорна и сообщающейся с осевым каналом для подачи воздуха и каналс1ми, образованными наружными поверхностями ступеней дорна и внутренней поверхностью охлаждающего приспособления. 3.Устройство по п. 1, о т л и ч а ю Д е е с я тем, что дорн выполнен со второй дополнительной ступенью с наружным диаметром, равным диаметру изготавливаемой трубы, и продольными прорезями по периметру ступени. Источники информации, принятые во внимание при :экспертизе 1.Авторское свидетельство СССР W 317271, кл. В 29 F 3/04, 1968. 2.Авторское свидетельство СССР 483271, КЛ..В 29 D 23/00, 1970 (прототип).
Г
Фиг.1
AJL