И13об|ретение жасается переработки пластичеоких .маос и может быть П|рименено -на агрегатах для производства рукавных пленок, листов, (Профильных изделий, труб и т. д., 1получен:ных (Методом экструзии из различных ТЧр.моПласто1В.
Из1вест1на зкструзиоймая голов ка для изготовления из1делий, комбннир01ванных из различных тер1мопластов, содержащая iKOpnyc -с несколькими входными (каналами, присоединяемыми к отдельным зкструдера-м и сообщающи1мися с форМующей полостью головки, разделенной разпранпчительныл1и элементами .на от)дельные 1формующие участки, соединяющиеся на выходе из головки в обилую фО|рмующую щель. Известные головами (Не обеС1печи1вают достаточную прочность сварного соединения ПОТ01КО;В полимеров с различными С1войст;ва.ми, нодаваемых от отдельных экстр уд еров.
С целью }ст|ран:енпя указанного недостатка iB разграничительных элементах описываемой головки .выполнены сообщающийся ;с общей формующей щелью 1выходной канал и несколько смесительных , соединяющихся ОБОИМИ .входными отверстиями с отдельными формующими уча СТ1ками формующей лолости и отверстиями, вы-полненныгми в разделяющих ИХ перегородках, последовательно Друг с другом и 1ВыхаД|НЫ1М каналом. Благодаря
.м конструктивным отличиям улучщается качество изготовляемых .изделий.
На фиг. 1 изображена IB разрезе формующая головка для получения однослойных
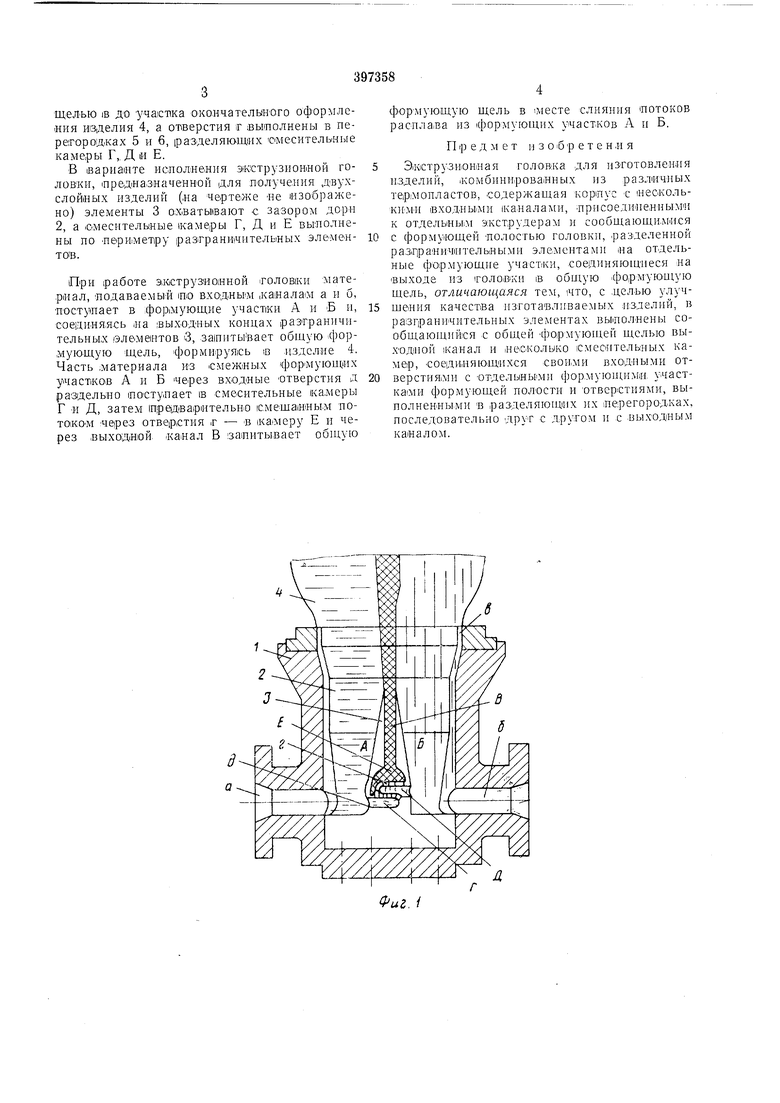
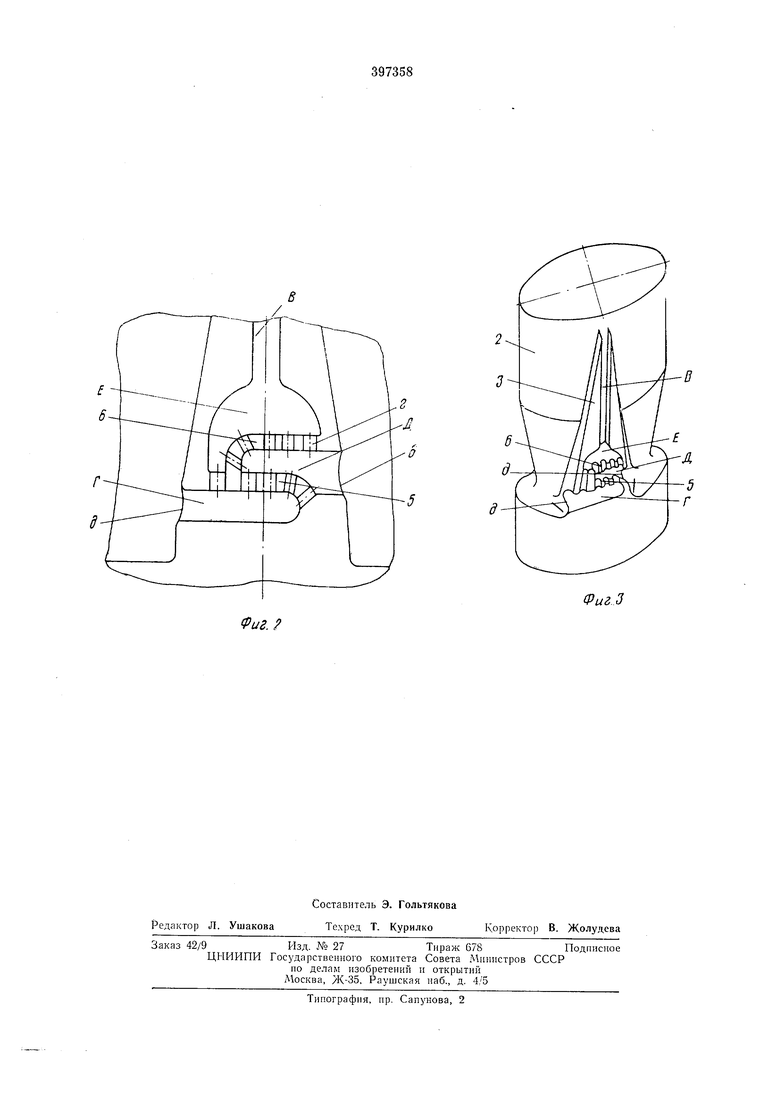
(комбянированных иЗ|Делий на прИмере рука.вной пленки; на фиг. 2 - вариант выполнения смесительных на фиг. 3 - промежуточный дорн со смесительньими ;кал1сраМ.И 1на фиг. 2 {,в аксонометрической проек.ции).
ЭкструЗИонная головка включает (корпус 1 с вхо.дными канала.ми а lU. б 1И дорн 2, образующий с корпусом кольцевую формуюи;ую полость, разделенную в нижней Части разграничителы1ыми элементами 3 (на чертеже изображен один из разграничительных элементов) на формуюн;ие участкн А и Б, сообщающиеся с входными .каналами а и б и соединяющиеся в своей верхней части в оби1.ую
фор-мующую щель ,в.
В каждом разграничительном элементе 3 выполнены выходной (канал В и смесительные камеры Г, Д, Е. Смесительные камеры сообщены ,между собой отверстиями г, вхо.дныма
отверстия1ми д с формующими участачами Л и Б. В представленном варианте аюполнения смесительные камеры сообихены поочередно с формующи ми участками А и Б и последовательно друг с другО|М и выходным каНало.м В, соединенным с общей фор:мую.щей
щелью IB до учаспка окончателыного оформления изделия 4, а отверстия г выполнены в перегородках 5 и 6, разделяющих смесительные камеры Г,. Д и Е.
В eapnaiHTe исполиелия экструз1ЮН1Ной головки, шредиа.значенной для получения двухслойных изделий (,на чертеже «е изображено) элементы 3 охватывают с зазором дорн 2, а (Омесителыные (камеры Г, Д и Е вылолиены по HepHiMeTpy раз-гранимителыных элемеитов.
При работе зкструзиошной Головкн материал, -подаваемый ino входны ,ка1Нала1М а и б, Поступает в :фор|Мующие участки А и Б и, соед1гняя.сь oia выходных концах разтраничительиы,х .элбмеитов 3, за|иитывает общую формующую щель, формируясь щ изделие 4. Часть .материала из 1смеж«ы,х фор-мующих участков А и Б через входные отверстия Д раздельно тоступает IB смесительные ка.меры Г И Д, затем 1пре1Д|варительн10 1с,меша1нны.м поTOiKOM через отверстия (Г - в (камеру Е и через выходиой Ка«ал В зачитывает обилую
формующую щель в .месте слияния потоков расилава из формующих участков А и Б.
Предмет м з о i6 р е т е н ,и я
Э(К1Струзион1ная голов:ка для изготовления изделий, .комбинированных из различиых терлюпластов, содержащая кориус f иеоколькИМ-н ВХОДНЫ1МИ 1ка«алами, Присоединенным к отдельным акструдерам и сообщающи.мися
с формующей ПОЛОСТЬЮ головки, разделеииой разграничительными элементами на отдельные формующие участ.ки, соедиияющиеся на выходе из головки в общую |формую:И.ую щель, отличающаяся тем, мто, е делью улучшения качества изготавливаемых изделий, в разграничительных элементах выполнены сообщающийся с оби.1,ей формуюигей щелью выХодиой канал и несколько смесительных камер, соединяющихся своими входными отверстияйш с Отдельными фор.мующими. участками- формующей ПОЛОС1Д1 и отверстиями, выполненными в разделяющих их нерегородках, последовательно друг с другом и с выходным каналом.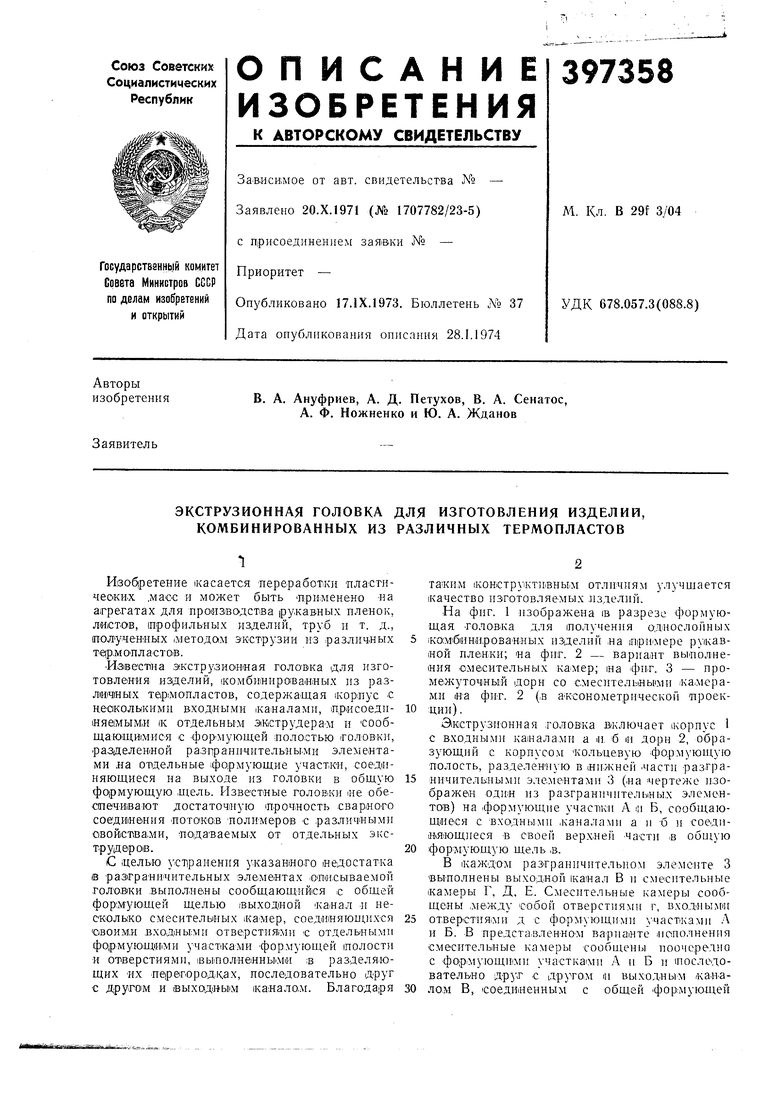
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА для ИЗГОТОВЛЕНИЯИЗДЕЛИЙ, КОМВИНИРОВАННЫХ ИЗ РАЗЛИЧНЫХТЕРМОПЛАСТОВ | 1972 |
|
SU433034A1 |
| Экструзионная головка для изготовления многоцветных изделий из полимернных материалов | 1972 |
|
SU438544A1 |
| Экструзионная головка для изготовления изделий из термопластов | 1986 |
|
SU1402434A1 |
| ПЛОСКОЩЕЛЕВАЯ ГОЛОВКА К ЭКСТРУДЕРУ | 1973 |
|
SU397357A1 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| Экструзионная головка для изготовления извитых изделий из термопластов | 1981 |
|
SU994283A1 |
| Формующая угловая головка для изготовления изделий из пластмасс | 1980 |
|
SU927529A1 |
| \yCTAHOBKA для ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА | 1973 |
|
SU369892A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| ГИДРОЭЛЕВАТОР | 1969 |
|
SU251132A1 |
3
Фиг. i
В
(РигЗ
