.4:;
ГчЭ
00 СХ)
Физ.
Изобретение относится к металлообработке и может быть использовано для обработки валов бесшпоночного соединения с профилем «Равноосный контур (РК-про- филь).
Цель изобретения - повышение производительности за счет увеличения скорости обработки, так как установка инструмента под углом к оси обрабатываемой детали позволяет уменьшить динамические усилия, которые влияют на величину скорости обработки.
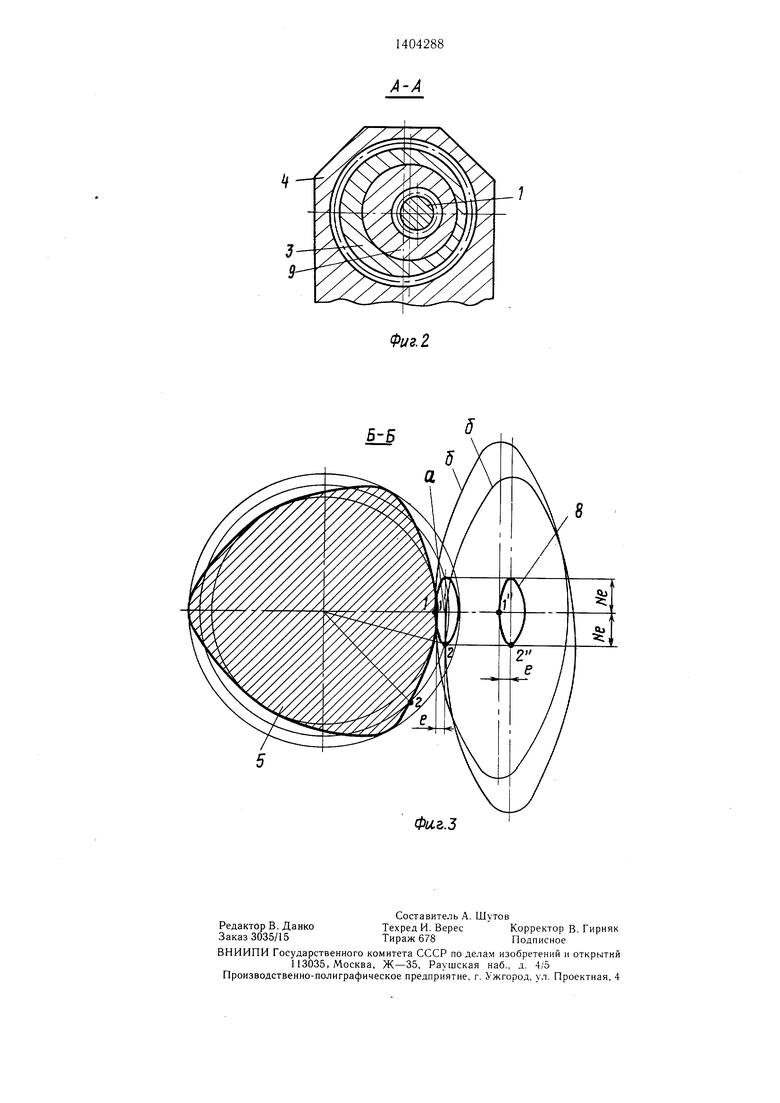
На фиг. 1 показана схема устройства, реализующего способ; на фиг 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 (схема формирования профиля вала).
Шпиндель 1 с режушим инструментом 2 (шлифовальный круг или фреза) эксцентрично установлен во втулке. 3, имеющей возможность вращения в каретке 4 и кинематически связанной с обрабатываемым валом 5. Шпиндель 1 имеет самостоятельный привод вращения от двигателя 6 через муфту 7. Во избежание вибраций вследствие эксцентричного вращения щпиндель сбалансирован противовесом 8. В каретке 4 установлен механизм изменения эксцентриситета (фиг. 2) - во втулке 3 установлена промежуточная эксцентричная втулка 9.
Вращение щпинделя 1 осуществляется двигателем 6 через муфту, компенсирующую эксцентриситет щпинделя. Вращательное движение с постоянной угловой скоростью от вала 5 передается эксцентричной втулке 3 с передаточным отнощением , где N - число граней вала, а эксцентриситет профиля вала определяют по формуле
где г - эксцентриситет пере.мещения оси
инструмента.
Угол ф поворота каретки устанавливается в зависимости от числа граней профиля вала. Проекция окружности вращения оси щпинделя на плоскость, перпендикулярную оси вала, представляет собой эллипс (фиг. 3). Величина малой оси равна удвоенному эксцентриситету профиля вала, величина большей оси - 2г. Тогда угол между осью детали и плоскостью вращения инструмента равен
. м
а угол между осью детали и осью инструмента. ф 90°--arcsin-i-.
В результате равномерного вращения вала и согласованного с ним вращения втулки со шпинделем точка контакта режущего инструмента и вала перемещается по траектории эллипса и формирует на поверхнос0 ти вала равноосный контур.
Обозначения на фиг. 3: кривая а - траектория точки, формообразующей профиль; кривые б - проекция окружности режущего инструмента, контактирующей с валом в двух положениях; кривая в - проекция траектории оси щпинделя; точки 1,Г и 2,2- точки контакта режущего инструмента с соответствующими точками профиля вала.
Изменение эксцентриситета шпинделя
0 производится поворотом эксцентричной втулки 9 во втулке 3. Для обработки вала 0 40 мм и эксцентриситетом профиля ,4 мм равноосного контура с тремя гранями радиус вращения инструментального щпинделя равен 1,,2 мм.
5 Угол между осями вала и инструментального щпинделя равен ф 90°-
arcsin- 90°-arcsin-i- 70°32. Для других значений числа граней вала угол, например, равен: , ( , ф 61°21- 0 , ф 75°31.
Формула изобретения
Способ обработки профильных валов с равноосным контуром, при котором обраба5 тываемую деталь вращают с постоянной угловой скоростью, а инструмент перемещают вдоль оси детали, вращают вокруг своей оси с эксцентриситетом, отличающийся тем, что, с целью повыщения производительности обработки, инструмент устанавли0 вают под углом к обрабатываемой поверхности детали, при этом угол ф между их осями определяют по формуле
-arcsin i-,
j
где N - число граней вала, а эксцентриси- 5 тет е профиля вала определяют по формуле
ггде г - эксцентриситет перемещения оси инструмента.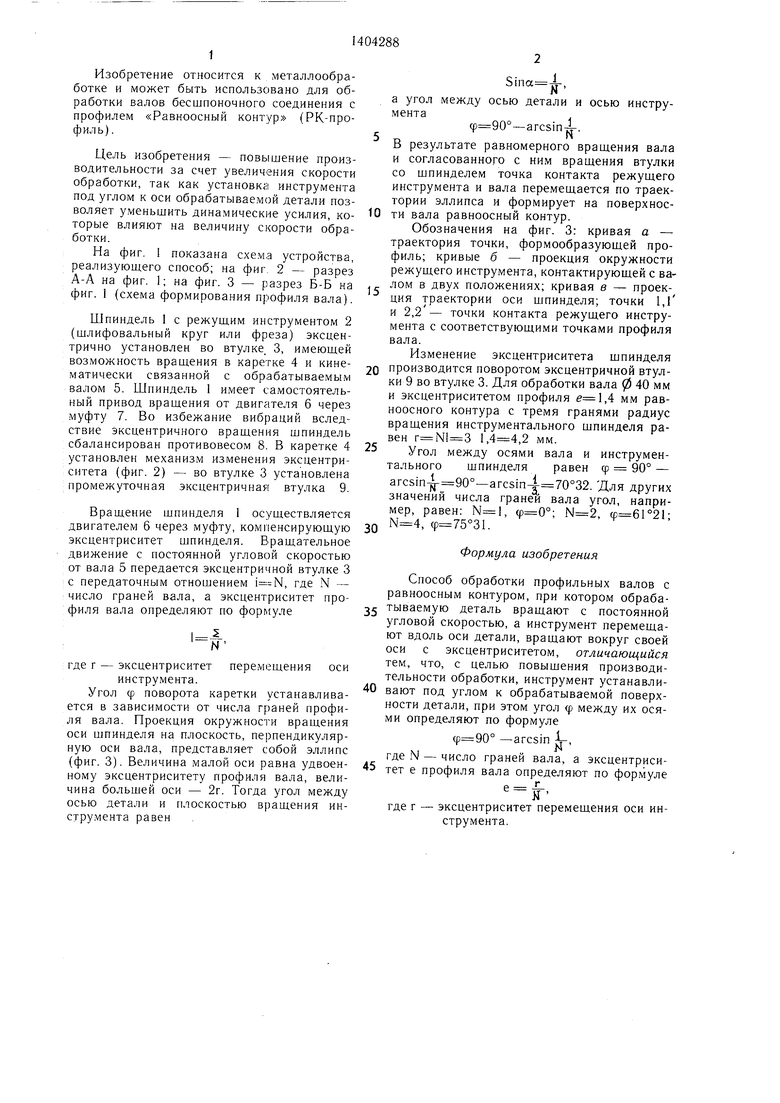
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки профильных валов с равноосным контуром | 1981 |
|
SU998102A1 |
| Устройство для обработки профильных валов и втулок с равноосным контуром | 1980 |
|
SU931400A1 |
| Устройство для обработки валов с профилем "равноосный контур" | 1976 |
|
SU663502A1 |
| Резец для обработки валов с равноосным контуром | 1986 |
|
SU1340917A1 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| Способ обработки валов с профилем, типа равноосный контур | 1987 |
|
SU1599158A1 |
| Станок для шлифования некруглых валов и втулок | 1949 |
|
SU84432A1 |
| Устройство для обработки валов с профилем "равноосный контур | 1979 |
|
SU891255A1 |
Изобретение относится к металлообработке и может быть использовано для обработки валов бесшпоночного соединения с профилем «равноосный контур (РК-профиль). Целью изобретения является повышение производительности за счет увеличения скорости обработки. Режущий инструмент 2 выполнен в виде диска с режуш,ими элементами на периферии, закреплен на шпинделе 1 с приводом вращения и установлен так, что ось его по отношению к оси вращения вала 5 расположена под углом ср.90°-arcsin (1;N), где N - число граней профиля вала, а эксцентриситет профиля вала определяют по формуле , где г - перемещение оси инструмента. Вращение шпинделя 1 осуществляется двигателем 6 через муфту 7, компенсирующую эксцентриситет щпинделя. Вращательное движение от вала 5 передается эксцентричной втулке 3 с передаточным отнощением . В результате равномерного вращения вала и согласованного с ним вращения втулки со щпинде- ле.м точка контакта режущего инстру.мента и вала перемещается по траектории эллипса и формирует на повер.хности вала равноосный контур. 3 ил. S сл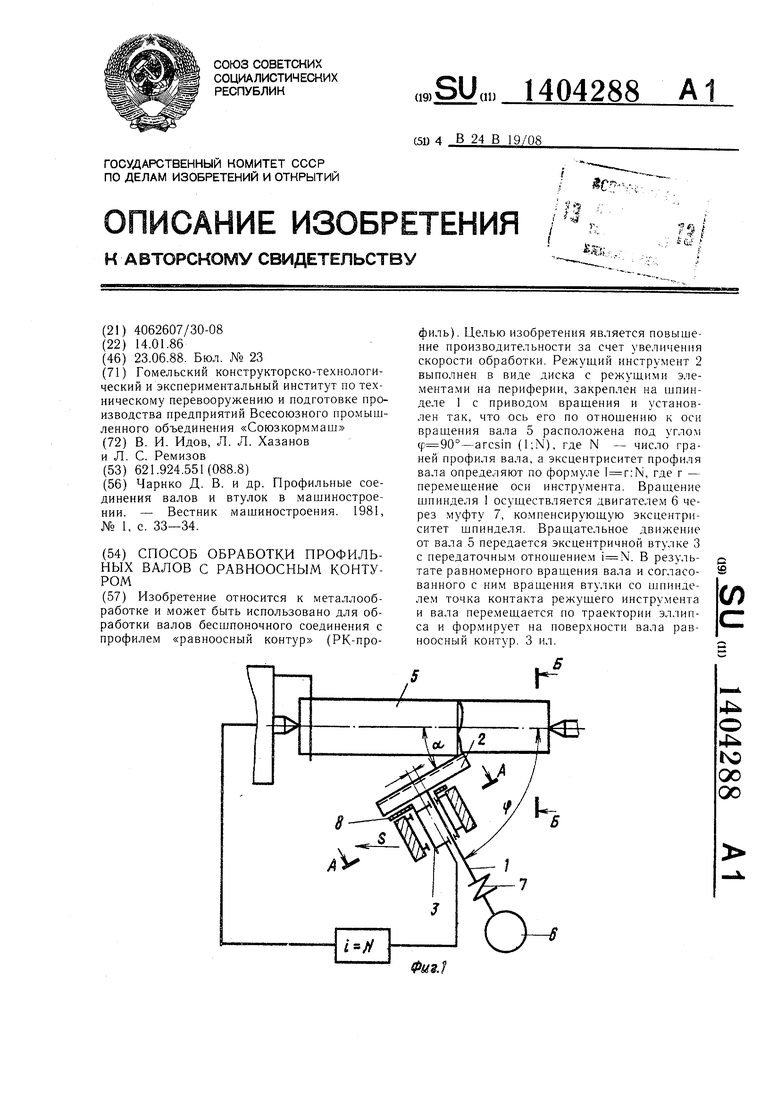
Фи,г.З
| Чарнко Д | |||
| В | |||
| и др | |||
| Профильные соединения валов и втулок в машиностроении | |||
| - Вестник машиностроения | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
