О9
Изобретение относится к текнологии машиностроения, в частности к способам и установкам для обработки цилиндрических деталей поверхностным пластическим деформированием (ППД).
Цель изобретения - повышение производительности за счет непрерывности -обработки полых деталей.
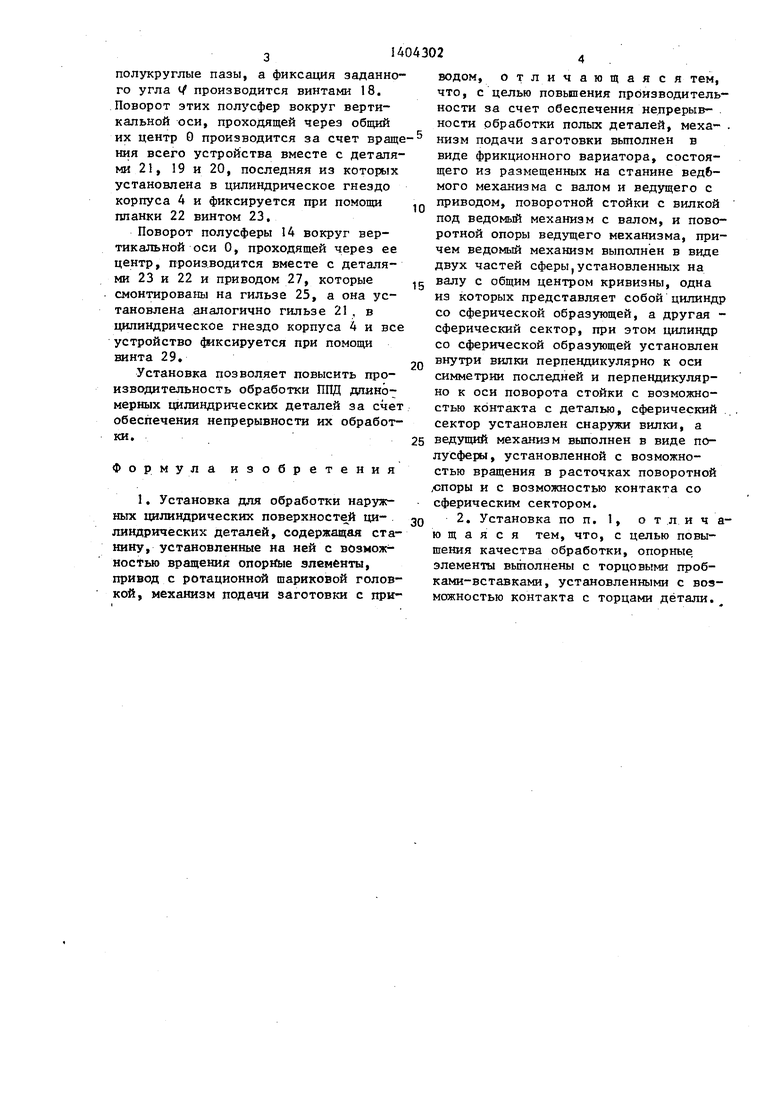
На фиг. 1 изображена з становка, об щий вид; на фиг. 2 - люнет; на фиг.З- векторы скоростей; на фиг. 4 - сечение А-А на фиг, 1.
Обрабатываемая деталь 1 установлена в люнеты 2 и 3 по сечениям I-I, II-II, которые прикреплены к корпусу 4, Люнеты 2 и 3 состоят из основ и вставок 5 с шариками 6, на которые опирается деталь 1. К корпусу 4 прикреплена многорядная шариковая головка 7; при помощи стоек 8, выполненная из набора секций, в ячейках которых свободно расположены шарики 9, Стойки соединены через зубчатую передачу 10 с приводом 11.
К корпусу 4 прикреплен также механизм вращения детали 1 « поступательного ее перемещения, который состоит из полусфер 12-14.
Полусферы жестко соединены с валом 15, который установлен в вилку 16, а она жестко присоединена к втулке 17 и далее при помощи винтов 18 к стойке 19, промежуточному основанию 20 и гильзе 21 и фиксируется в рабочем положении при помощи планки 22 винтом 23.
Полусфера 13 имеет фрикционный контакт в точке В с полусферой 14, кото- рая-посажена на вал 27, установленный -в стойку 23, жестко соединенную с гильзой 25 и далее с корпусом 4. Вал через шкивы и ременную передачу 26 соединен с приводом 27, который установлен на поворотной гильзе 25, а она смонтирована в корпус 4 и прижата планкой 28 при noMoua-i винт.а 29 „ Обрабатываемая деталь 1 (трубопровод) имеет две вставки-пробки 30 с заглушками 31 и винтами 32, которые соединены с гидромассой в объемах 33.
Предлагаемая установка работает следующим образом.
Обрабатываемая деталь , имея вставки-пробки 30, устанавливается в люнеты 2 и 3, Производится запуск установкир Шариковая многорядная головка 7, установленная на вал в стойке 8, получает вращение от привода
II через передачу 10..Одновременно от привода 27 через передачу 26, вал 24, полусферы 13 и 14, вал 15 и полусферу 12, находящуюся в контакте с деталью 1 в зоне А, сообщаются вра
Q
5
щательное VP и поступательное
Vo
пели V и V,
V MOW
ремещения детали 1 при вращении полусферы 11 со скоростью V (фиг. 3). VP и V (фиг. 1 и 3) зависят не только от V, но и от угла (f установки фрикционного механизма к оси детали 1 .
Осуществляя поворот полусфер 13 и 12 вокруг взаимоперпендикулярных осей, проходящих через общий центр О, можно регулировать скорости детайзменяя V от Удди до поскольку изменяются г и г от max до min и даже до 0.
Согласно фиг, 3 и 5 V FdCn; V ffdCn sintf, где n - частота вращения полусферы 12; С - коэффициент проскальзывания, d - диаметр полусферы 12 (фиг. 4). С частотой n вращается и полусфера 13, поскольку они жестко посажены на один вал 15. Частота вращения полусферы 13 п определяется из зависимости п, in, где i - передаточные отношения передачи 26; п - частота вращения привода. Вектор V (фиг. З) показывает положение полусферы 12 (приводного ролика) относительно обрабатываемой детали 1.
Скорость полусфер в толчке -В определится из зависимости
V.
6.
Hv; с, соответственно скорос- ти полусфер 12 и 13; Коэффициент проскальзы
вания между ними.
Далее У5 21Ггп,.-а ,п, ,, приравнивая, получим ,.
Заменяя п его значением, получим .,г, /г.
Тогда согласно изложенному
V irdinr,CCir ccsLf/r; Vp irdin CCir,,
где г и г - соответственно расстояния от точки В до осей вращения полусфер 14 и 13., измеренные по перпендикуляру.
Поворот полусфер 13-и 12 осущест-. вляется вместе со стойками 16 и втулкой 17 в стойке 19, которая имеет
полукруглые пазы, а фиксация заданного угла I/ производится винтами 18. Поворот этих полусфер вокруг вертикальной оси, проходящей через общий их центр О производится за счет враще ния всего устройства вместе с деталями 21, 19 и 20, последняя из которых установлена в цилиндрическое гнездо корпуса 4 и фиксируется при помощи ппанки 22 винтом 23,
Поворот полусферы 14 вокруг вертикальной оси О, проходящей через ее центр, производится вместе с деталями 23 и 22 и приводом 27, которые смонтированы на гильзе 25, а она установлена аналогично гильзе 21, в цилиндрическое гнездо корпуса 4 и все устройство фиксируется при помощи винта 29,
Установка позволяет повысить производительность обработки ППД ДПИН07 мерных цилиндрических деталей за счет обеспечения непрерывности их обработки.
Формула изобретения
1. Установка для обработки наружных цилиндрических поверхностей цилиндрических деталей, содержащая станину, установленные на ней с возмояг- ностью вращения опорйые элементы, привод с ротационной шариковой головкой, механизм подачи заготовки с при0
5
0
5
0
водом, отличающаяся тем, что, с целью повыпения производительности за счет обеспечения непрерыв- . кости обработки полых деталей, меха- . низм подачи заготовки вьтолнен в виде фрикционного вариатора, состоящего из размещенных на станине ведб- мого механизма с валом и ведущего с приводом, поворотной стойки с вилкой под ведомый механизм с валом, и поворотной опоры ведущего механизма, причем ведомый механизм выполнен в виде двух частей сферы,установленных на валу с общим центром кривизны, одна из которых представляет собой цилиндр со сферической образующей, а другая - сферический сектор, при этом цилиндр со сферической образующей установлен внутри вилки перпендикулярно к оси симметрии последней и перпендикулярно к оси поворота стойки с возможностью контакта с деталью, сферический . . сектор установлен снаружи вилки, а ведущий механизм выполнен в виде полусферы, установленной с возможностью вращения в расточках поворотной ,споры и с возможностью контакта со сферическим сектором.
2. Установка по п. 1, отличающаяся тем, что, с целью повышения качества обработки, опорные элементы выполнены с торцовыми пробками-вставками, установленными с возможностью контакта с торцами детали.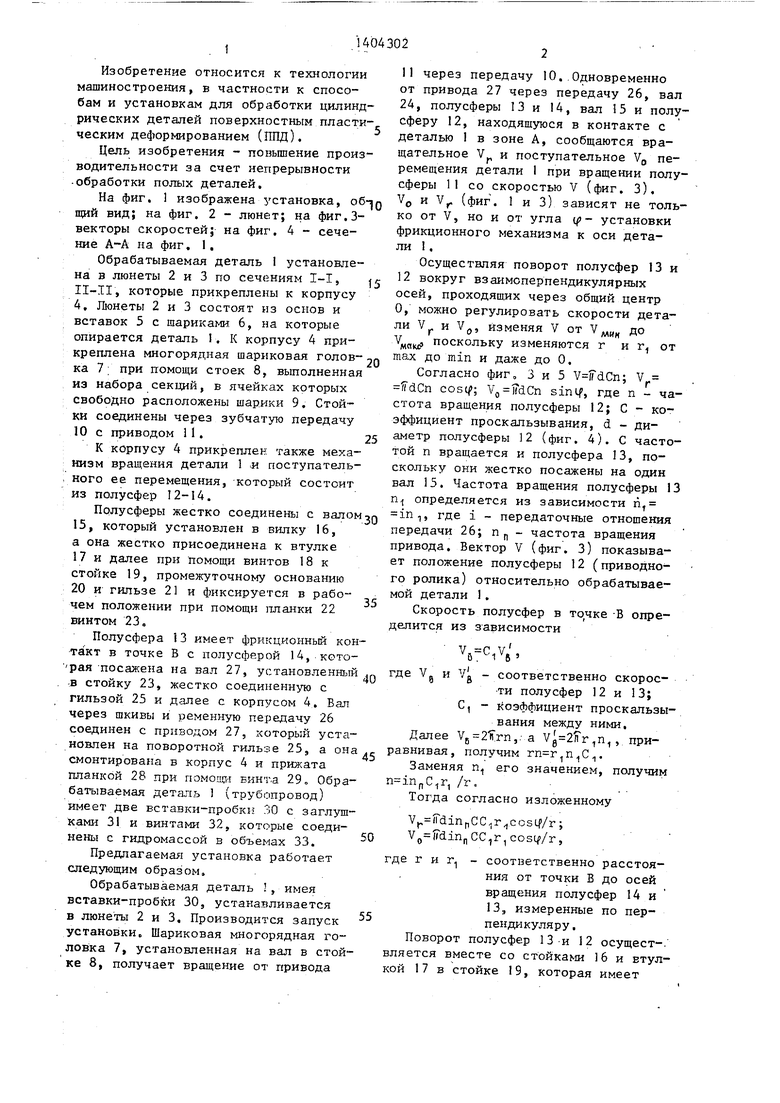
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЮНЕТ | 2008 |
|
RU2372179C1 |
| Устройство загрузки деталей в цилиндрические кассеты | 1977 |
|
SU629038A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| Устройство А.В.Ремизовича для обработки сферических поверхностей деталей | 1990 |
|
SU1731600A2 |
| Устройство для виброобкатывания | 1978 |
|
SU738849A1 |
| Раскатка для обработки внутренних цилиндрических поверхностей | 1989 |
|
SU1787750A1 |
| Кантователь | 1974 |
|
SU484029A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ | 1999 |
|
RU2173238C1 |
| УСТРОЙСТВО для ОБРАБОТКИ ШАРИКОМ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1971 |
|
SU321543A1 |
| Способ определения времени отверждения полимерных материалов и устройство для его осуществления | 1984 |
|
SU1213378A1 |
Изоб})етение относится к машиностроению и может быть использовано при обработке поверхностно-пластическим деформированием длиномерных циг линдрических заготовок. Цель-повыше-; ние производительности обработки. Установка снабжена фрикционным вариатором подачи. Он состоит из трех вращающихся полусфер. Две из них установлены с общим центром на одной оси с возможностью дискретного поворота вокруг двух взаимно перпендикулярных осей. Третья сфера установлена на дополнительной опоре с возможностью кинематического взаимодействия с приводом подачи и контакта с остальными полусферами. При вращении третьей полусферы крутящий момент передается одной из оставшихся полусфер и за счет контакта последних с заготовжрй- заготовке. При дискретном повороте полусфер относительно взаимно перпендикулярных осей изменяется радиус трения и передаточное число вариатора. 1 з.п. ф-лы, 4 ил. (Л
Фиг. 2.
« А
щц
w
Фиг,
| 0 |
|
SU83907A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
