СП
со
Изобретение относится к прокатному производству и может быть использовано при производстве заготовок на непрерывно-заготовочных станах.
Цель изобретения - повышение точности формы поперечного сечения заготовки.
На чертеже схематически представлен предлагаемый ящичный калибр для прокатки заготовок.
На чертеже приняты следующие обозначения: исходная заготовка 1; боковая стенка 2 ручья калибра с больщей щерохова- тостью (условно выделена толстой линией): боковая стенка 3 ручья калибра с мень- 1ией шероховатостью; сила F, действующая на заготовку в очаге деформации.
Деформация заготовок в калибре осуществляется следующим образом.
Исходная заготовка 1 захватывается ручьями -калибра, боковые стенки 2 и 3 которых выполнены с различной величиной шероховатости. Вследствие того, что опережение металла (скорость его выхода из калибра) со стороны боковых стенок с боль- щей Н1ероховатостью больше, чем со стороны стенок с меньп1ей шероховатостью, в очаге деформации возникает пара сил F, направленных навстречу одна другой, приводящая к скручиванию переднего конца заготовки относительно ее продольной оси. Стабильность процесса прокатки (в т.ч. угла скручивания) определяется условиями трения на контактной поверхности с прокатываемой заготовкой. В связи с тем, что в процессе прокатки происходит износ поверхностей калибра, меняющий первоначально заданный рельеф, с целью обеспечения устойчивости процесса прокатки задаваемая для скручивания заготовки шероховатость должна наноситься на участках ручьев калибра, подвергающихся меньшему износу. Такими участками в яиаичном калибре являются боковые стенки ручьев. В процессе прокатки шероховатость поверхностей калибра можно корректировать, напри.мер, с помощью накатки непосредственно в клети ста5
на. Ввиду того, что деформация заготовки осуществляется симметрично относительно нейтральной линии предлагаемого калибра, ее профиль имеет правильную форму (с незначительным искажением вследствие повышенного ушйрения со стороны боковой стенки с больщей шероховатостью поверхности) в отличие от профиля заготовки, прокатанной в калибре, где в результате смещения ручьев калибра заготовка харак0 теризуется срезанными углами. Использование предлагаемого калибра целесообразно для непрерывно-заготовочных станов и черновых групп клетей сортовых станов с горизонтальными клетями с целью исключения кантователей.
Пример. Прокатку проводят на опытно промышленном стане 250 НИИМ. Ручьи калибров нарезают на стальных валках диаметром 250 м м. Размеры калибров: ширина по дну ручья 60 мм; глубина ручья 17 мм;
0 выпуск ручьев 20%. Смещение ручьев известного калибра составляет 4,5 мм. Прокатывают заготовки из ст. 5 размерами 60Х Х60ХЗОО мм при 1200°С. Полученные в результате в предлагаемом калибре прокатки профили практически имеют неискаженное поперечное сечение.
Применение предлагаемого калибра дает возможность не только улучшить профиль заготовки, но и в связи с этим обеспечивает более равномерный износ последую„ щего калибра.
Формула изобретения
Ящичный калибр для прокатки заготовок с кантовкой переднего конца, образос ванный ручьями двух валков, отличающийся тем, что, с целью повышения точности формы поперечного сечения заготовки, поверхности одной пары боковых стенок ручьев, центрально-симметрично расположенных в калибре, выполнены с щерохо0 ватостью, отличающейся по величине от шероховатости поверхностей другой пары боковых стенок.
5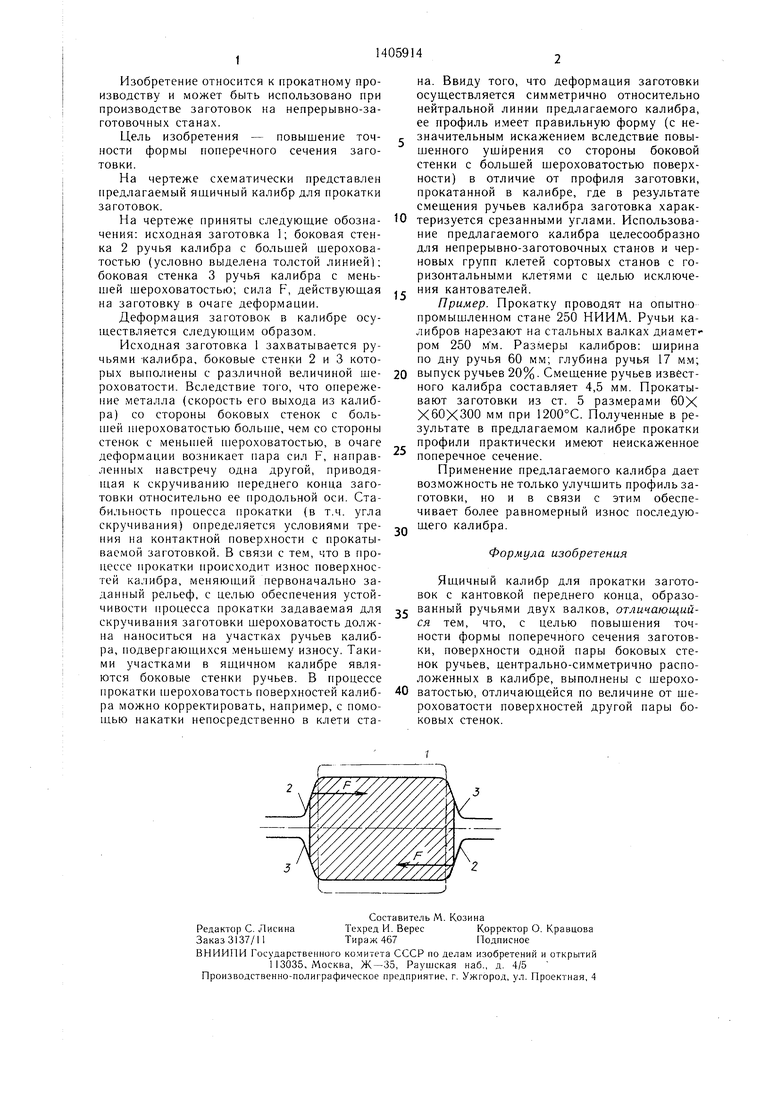
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1996 |
|
RU2088349C1 |
| Способ прокатки заготовок | 1990 |
|
SU1779416A1 |
| Способ многоручьевой прокатки | 1982 |
|
SU1018730A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ, УСТРОЙСТВО ДЛЯ ПРОКАТКИ РЕЛЬСОВ И РЕЛЬС, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2010 |
|
RU2530609C2 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1991 |
|
SU1784294A1 |
Изобретение относится к прокатному производству и может быть использовано при производстве заготовок на непрерывно-заготовочных станах. Цель изобретения - повышение точности бокового сечения заготовок. Поверхности одной пары боковых стенок ручьев, центрально-симметрично расположенных в калибре, выполнены с величиной шероховатости, отличающейся от шероховатости поверхности другой пары. В связи с тем, что опережение металла со стороны боковых стенок с большей шероховатостью больше, чем со стороны стенок с меньшей шероховатостью, в очаге деформации возникает пара сил, направленных на- рстречу друг другу, приводящая к ванию переднего конца заготовки относительно ее продольной оси. Использование калибра целесообразно для непрерывно-заготовочных станов и черновых групп клетей сортовых станов с горизонтальными клетями с целью исключения кантователей. 1 ил. 
| Шулаев И | |||
| П | |||
| Вальцовщик обжимных и заготовочных станов | |||
| М.: Металлургия, 1973, с | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
