8
СП
со
C5i 01
N
Физ.2
Изобретение относитея к литейному производству и может исиользоватьея нри Механизации и автоматизации нроцеееов получения отливок способом вакуумной формовки.
Целью изобретения является повышение надежиости работы вакуумной системы и снижение эксплуатационных энергозатрат путем обеспечения смазкой рабочих поверхностей нар трения.
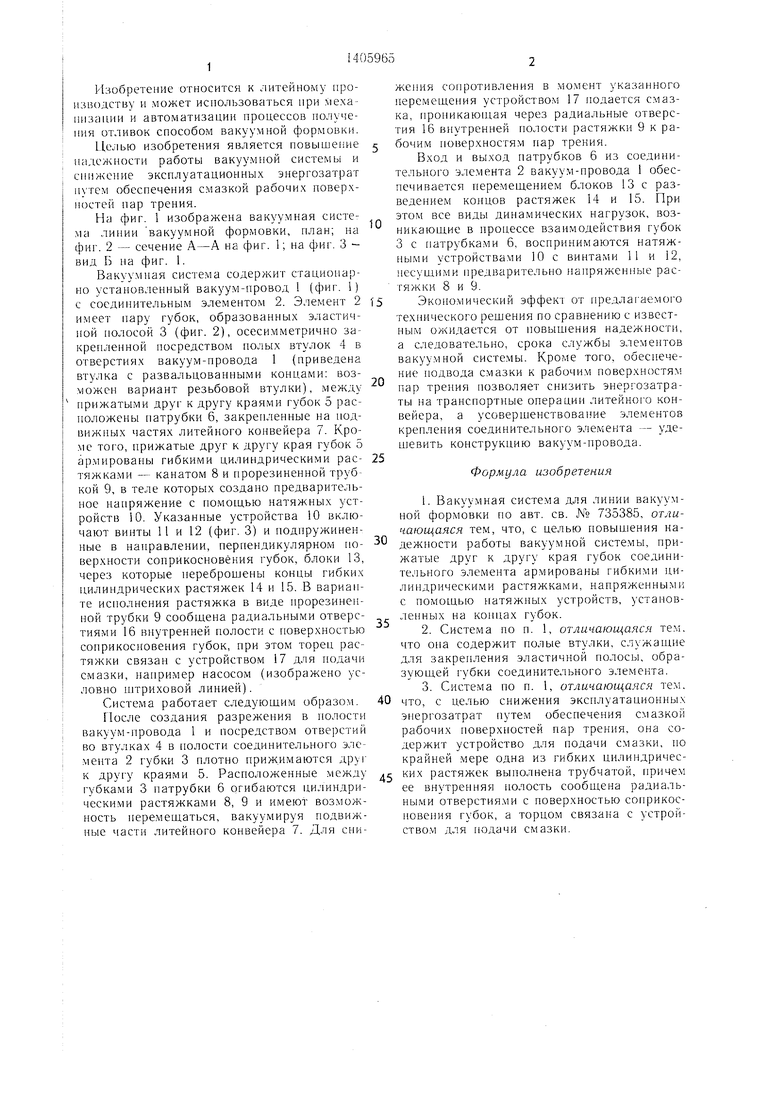
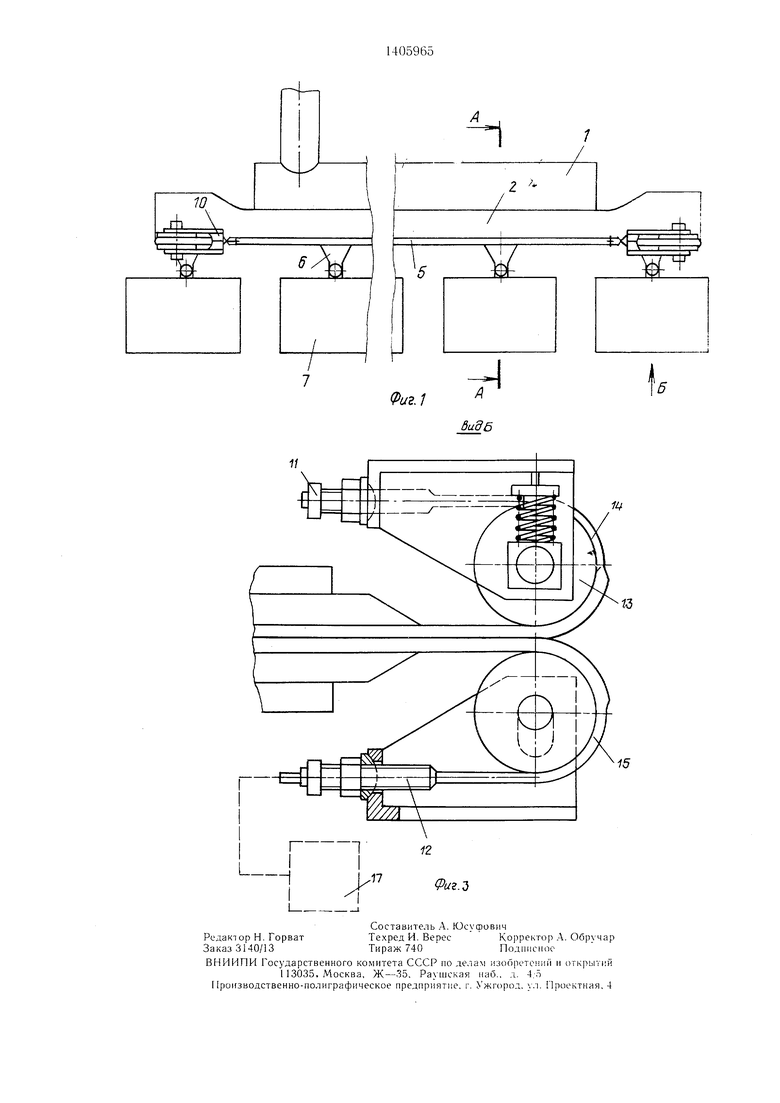
На фиг. 1 изображена вакуумная система линии вакуумной формовки, илан; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Ь на фиг. 1.
Вакуумная система содержит стационарно установленный вакуум-провод 1 (фиг. ) с соединительным элементом 2. Элемент 2 имеет нару губок, образованных эластичной иолосой 3 (фиг. 2), осесимметрично за крепленной посредством полых втулок 4 в отверстиях вакуум-провода 1 (приведена втулка с развальцованными концами: возможен вариант резьбовой втулки), между фижатыми друг к другу краями губок 5 расположены натрубки 6, закрепленные на нод,- вижных частях литейного конвейера 7. Кроме того, прижатые друг к другу края губок 5 ар.мированы гибкими цилиндрическими растяжками - канатом 8 и прорезиненной трубкой 9, в теле которых создано предварительное напряжение с помощью натяжных устройств 10. Указанные устройства 10 включают винты И и 12 (фиг. 3) и подпружиненные в направлении, перпендикулярном поверхности соприкосновения губок, блоки 13, через которые переброшены концы гибких цилиндрических растяжек 14 и 15. В варианте исполнения растяжка в виде прорезиненной трубки 9 сообщена радиальными отверстиями 16 внутренней полости с поверхностью соприкосновения губок, при этом торец растяжки связап с устройством 17 для подачи смазки, например насосо.м (изображено условно П1триховой линией).
Система работает следующим образом.
После создания разрежения в полости вакуум-провода 1 и посредство.м отве)стий во втулках 4 в полости соединительного элемента 2 губки 3 плотно прижимаются др i к другу краями 5. Расположенные .между губками 3 патрубки 6 огибаются цилиндрическими растяжками 8, 9 и имеют возможность перемещаться, вакуумируя подвижные части литейного конвейера 7. Для сни
0
5
0
5
0
5
жспяя сопротивления в момент указанного перемещения устройством 17 нодается смазка, проникаюплая через радиальные отверстия 16 внутренней полости растяжки 9 к рабочим новерхностя.м пар трения.
Вход и выход патрубков 6 из соединительного эле.мента 2 вакуум-провода 1 обеспечивается перемещением блоков 13 с разведением концов растяжек 14 и 15. При этом все виды динамических нагрузок, возникающие в процессе взаимодействия губок 3 с патрубками 6, воспринимаются натяжными устройства.ми 10 с винтами И и 12, несущими предварительно напряженные растяжки 8 и 9.
Экономический эффект от 11редла1 аемо1 о технического рещения по сравнению с известным ожидается от повышения надежности, а следовательно, срока службы элементов вакуумной системы. Кроме того, обеспечение нодвода смазки к рабочи.м поверхностям пар трения позволяет снизить энергозатраты па транспортные операции литейно1-о конвейера, а усовер1ценствова1И4е элементов крепления соединительного элемента - удешевить конструкцию вакуум-провода.
Формула изобретения
. Вакуумная систе.ма для линии вакуумной формовки по авт. св. № 735385, отличающаяся тем, что, с целью повышения надежности работы вакуумной системы, прижатые друг к другу края губок соединительного элемента армированы гибкими цилиндрическими растяжками, напряженными с помощью патяжных устройств, установленных на концах губок.
2.Система по п. 1, отличающаяся тем. что она содержит полые втулки, служащие для закрепления эластичной полосы, образующей губки соединительного элемента.
3.Система по п. 1, отличающаяся тем. что, с целью снижения эксплуатационных энергозатрат путем обеспечения смазкой рабочих поверхностей пар трения, она содержит устройство для подачи смазки, но крайней мере одна из гибких цилиндрических растяжек вынолнена трубчатой, причем ее внутренняя полость сообщена радиальными отверстиями с поверхностью сонрикос- новеиия губок, а торцом связана с устройством для подачи смазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумная система для линии вакуумной формовки | 1988 |
|
SU1600926A2 |
| Вакуумная система для линии вакуумной формовки | 1978 |
|
SU735385A1 |
| Транспортно-вакуумирующая система для вакуумной формовки | 1988 |
|
SU1576234A1 |
| Оснастка для вакуумной формовки | 1980 |
|
SU882695A1 |
| Вакуумная система для линии вакуумной формовки | 1983 |
|
SU1199446A2 |
| Стержень для вакуумной формовки крупногабаритных литейных форм | 1985 |
|
SU1294454A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU996060A2 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| Оснастка для вакуумной формовки | 1984 |
|
SU1235618A1 |
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
Изобретение относится к литейному производству и является усовершенствованием вакуумной системы, описанной в авт. св. СССР № 735385. Цель дополнительного изобретения - повышение надежности работы элементов подвижного соединения вакуум-провода и литейного конвейера, а также снижение эксплуатационных энергозатрат на транспортные операции. Это достигается тем, что укрепленные на вакуум- проводе 1 эластичные губки 3 по краям, ох- ватываюшим патрубки литейного конвейера 6, армированы гибкими цилиндрическими растяжками 8, 9, воспринимающими эксплуатационные нагрузки с помощью натяжных устройств, стационарно установленных по концах вакуум-провода. При этом губки могут быть образованы эластичной полосой, осесимметрично закрепленной посредством полых втулок 4 в отверстиях вакуум-провода, а одна из армирующих растяжек выполняется трубчатой, передающей смазку от напорного устройства через радиальные отверстия 16 к рабочим поверхностям пар трения. Система позволяет уменьшить эксплуатационные затраты на транспортные операции. 2 з.п. ф-лы, 3 ил. i
11
/
l
т
U3j
т
бидБ
15
Фиг.Ъ
| Вакуумная система для линии вакуумной формовки | 1978 |
|
SU735385A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
