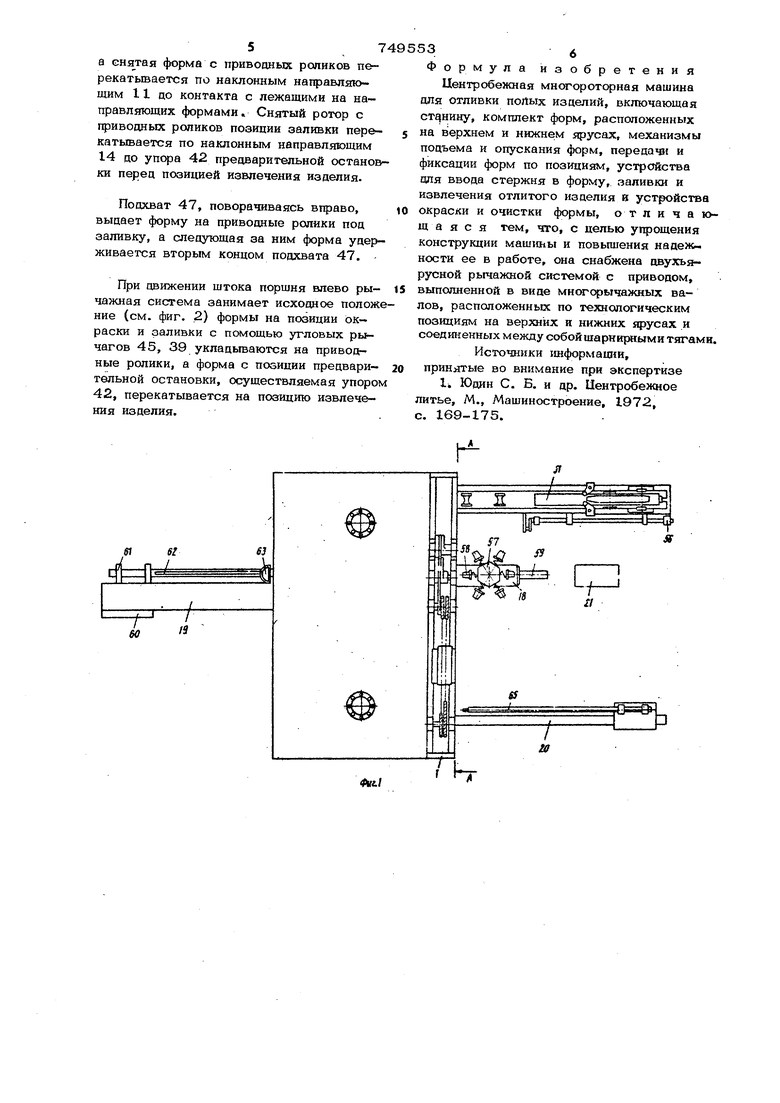
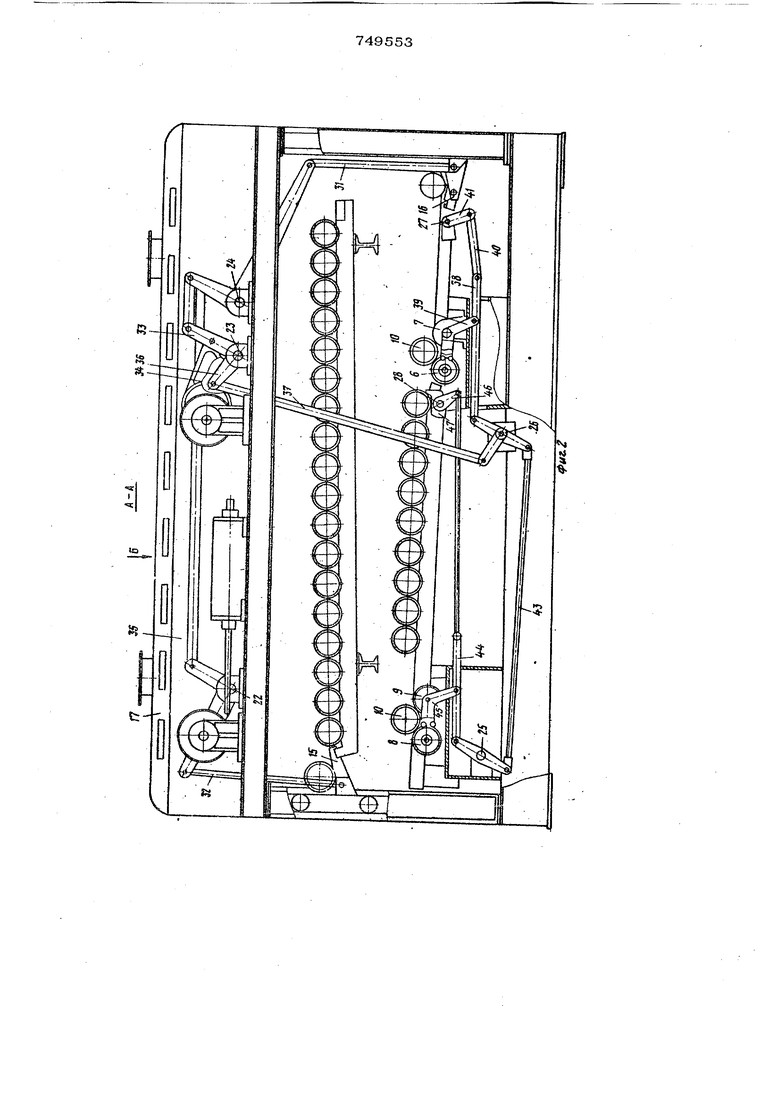
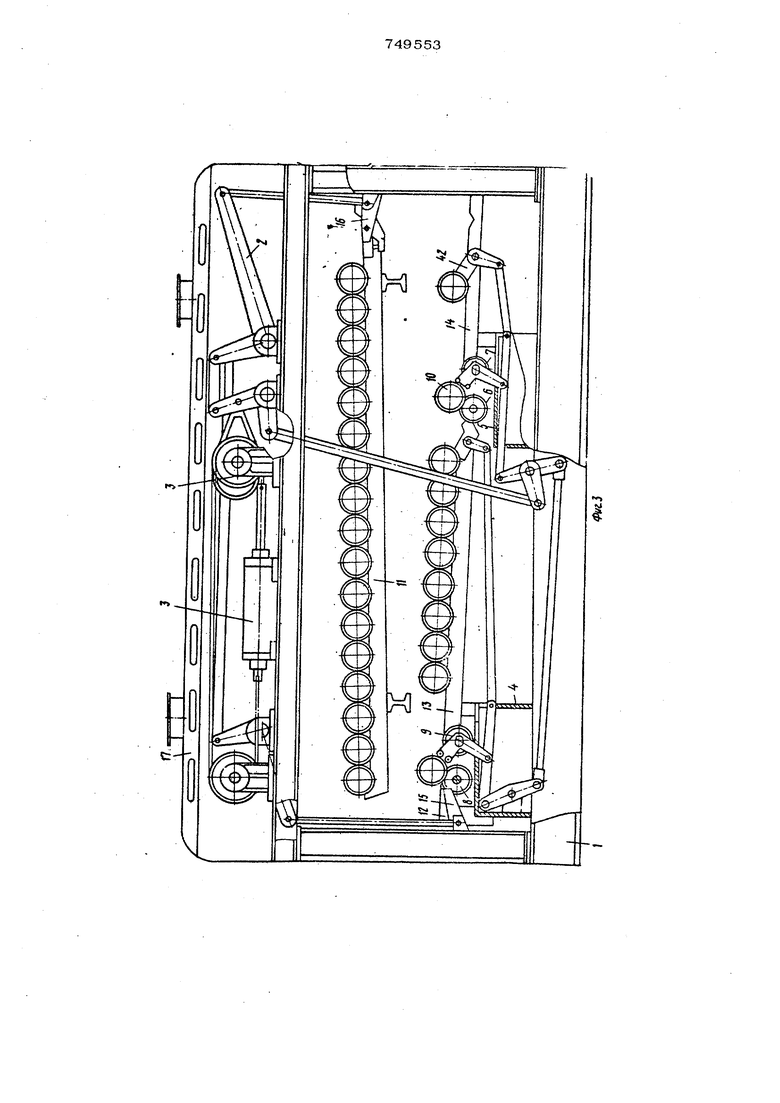
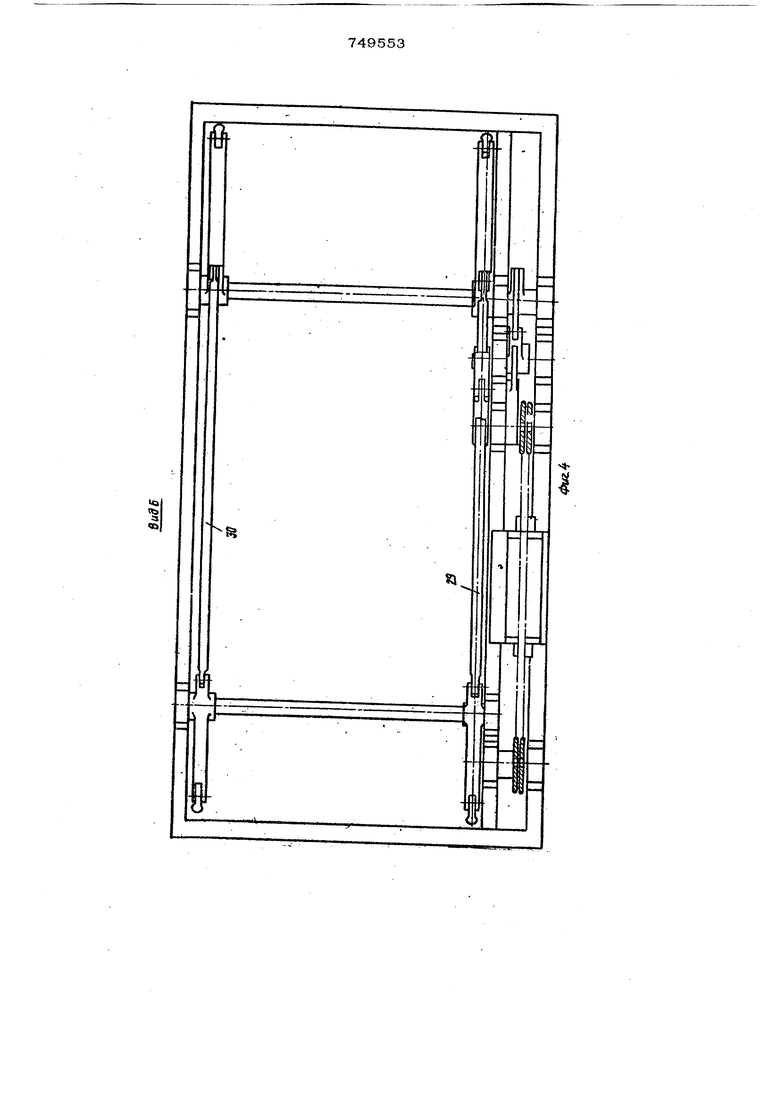
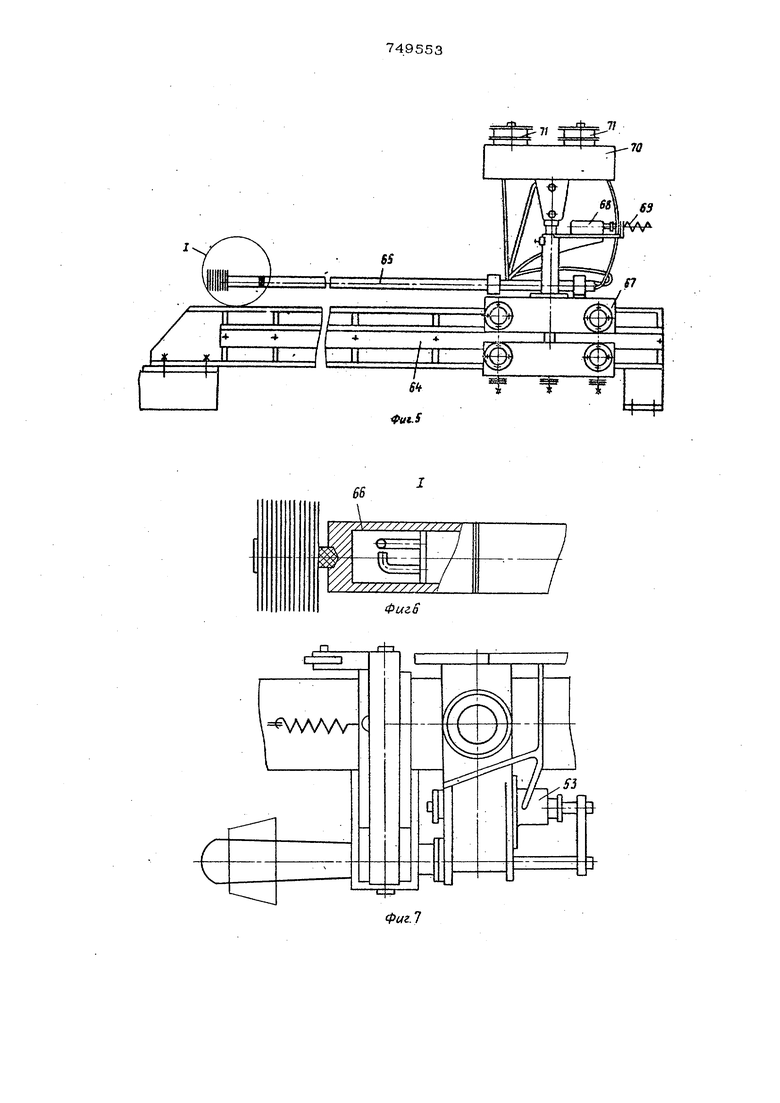
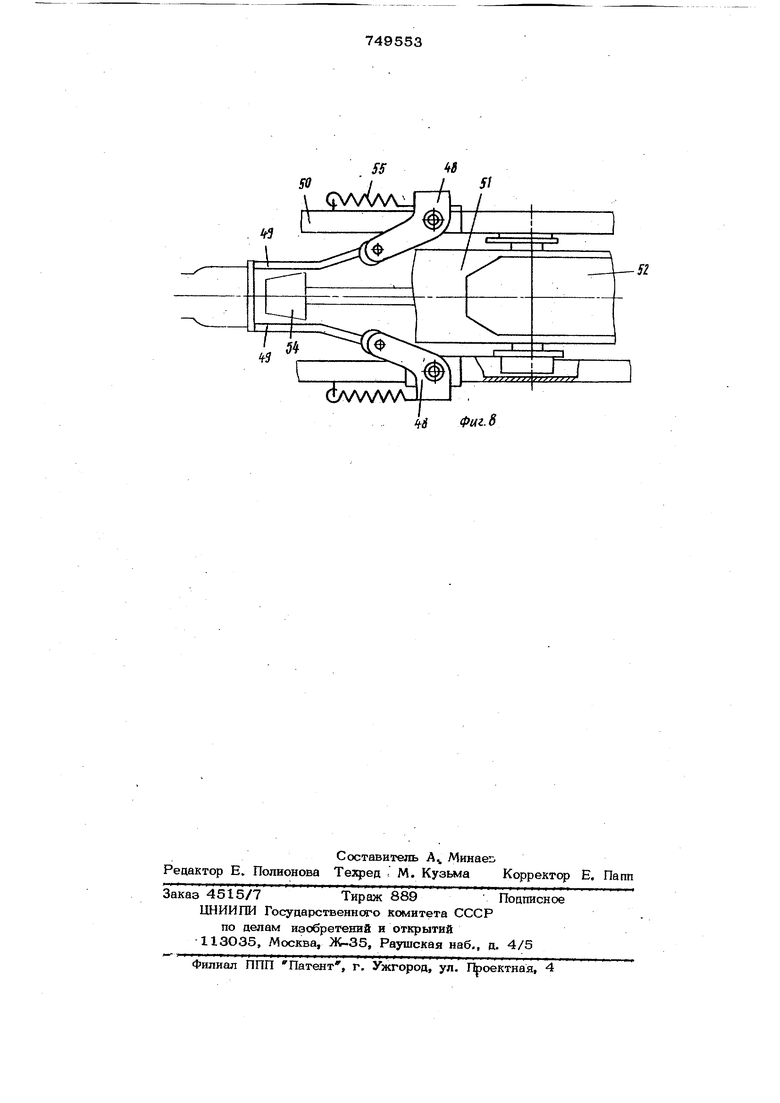
Двухъярусная рычажная система соцер жит многорычажные валы 22, 23, 24 верхнего яруса 25 и 26, 27, и 28 нижнегр яруса, оси которых параллельны межпу собой и осям форм. Многорычажные валы 22, 24 соединены между собой шарнирно тягами 29, 30, а концевые рычаги валов через тяги 31 и 32 соответственно с траверсой 16 подъема и траверсой 15 опускания форм. Рычаг 33 вала 23 соединен шарнирно с кривошипом 34 привода 3 и с цепной передачей- 35, обеспечивающей движение верхнему ярусу рычажной системы и через рыча 36 и тягу 37 - нижнему ярусу. Многорычажный вал 26 через две тяги 38 и два угловых рычага 39, ось поворота которых совпадает с осью вала привод- ных роликов, осуществляет съём и укладку форм на привоанью ротики, а через тя- гу 4О, рычаг 41 упоры 42 вала 27 осу ществляется предварительная остановка форм перед позицией извлечения изделия. Многорычажный вал 26 через тягу 43 передает движение рычажному валу 25, и через тяги 44 - угловым рычагам 45 для съема и укладки форм на позиции , очистки и окраски. Одна из тяг 44 через рычаг 46 осуществляет поворот вала 28 и двух подхватов 47, выдающие очередную металлформу / на приводные ролики под заливк . Механизм вращения форм на позиции заливки и окраски включает станины 4 и 5 привод с клиноременной передачей, по две пары приводдых роликов. Устройство для извлечения изделия из формы содержит съемник 48 с двумя упо рами 49, закрепленный на неподвижной раме 50, подвижный пневмоцилиндр 51 с укрепленным на нем копиром 52 и вспом гательным пневмоцилиндром 53, управляющий захватом 54, две пружины 55 и кантователь 56. Устройство 18 для ввода стержня в форму содержит многопозиционную поворо ную стержневую головку 57, металлическ стержни 58, привод 59. Механизм 19 перемещения желоба состоит из привода 60 возвратно-поступательного перемещения, каретки 61, желоб 62, воронки 63. Устройство очистки и окраски 2О форм вюпрчает в себя раму 64, штангу 65 с распылителем и съемным ерщом 66, ка ретку 67 с приводом Бозвратно-поступательного перемещения, пневмоцилиндр 68 подачи окраски, пружины 69, бака 7О дл краски, турбинки 71 для перемешивания краски. Машина работает следующим образом. Команцоаппарат 21 включает приводы вращения форм на позиции покраски, заливки одновременно осуществляется ход вперед желоба 62, стержневой головки 57, пневмоцилиндра 51 с захватом, штанги 65 с распылителем. Желоб отводится назад после заполнения торцовой части заготовки расплавом из мерного ковша через направляющую воронку 63 и желоб 62. После кристаллизации расплава в торцовой фигурной полости отводится стержневая головка 57, одновременно поворачиваясь на определенный угол для работы следующего стержня. Захват 54 с пневмоцилиндром 51 для извлечения изделия и штанга для покрытия рабочей поверхности формы совершают ход вперед-назад за время движения желоба/ В конце хода захвата 54 с пневмоцилиндром 51 извлеченное изделие упирается в упоры 49 и снимается с захвата, после чего 1зделие по роликам скатывается в зону работы кантователя 56, последний захватами перекантовывает изделие на стеллаж. При ходе вперед штанги 65 подается воздух к распылителю и в правую полость пневмоцилиндра 68, тем самым освобождается резиновая трубка от пережима и обеспечивается свободный проход краски к распылителю. По окончании цикла прекращается подача вое духа и шток пнев- моцилиндра 68 под действием пружин 69 перемещается вправо и пережимает резиновую трубку, прекращая подачу краски чтобы исключить отстой, краска постоянно . перемешивается турбинками 71. Периодическая очистка рабочей поверхности металлоформ осуществляется ершом 66, установленным на конец штанги. После окончания всех технологическ,их операций механизмы занимают исходное положение (см. фиг. 1 и 2) и включается привод 3 рычажной системы. При движении штока пневмоцилиндра вправо осуществляется подъем металлоформы траверсой 16 на верхние наклонные направляющие и опускание .траверсой 15 на нижние наклонныр направляющие 12, съем форм с приводных роликов на позиции покраски и заливки угловыми рычагами 45, 39. Опущенная форма траверсой 15 перекатывается по наклонным направляющим 12 на позидшо окраски до упора с рычагом 45, а снятая форма с привооных роликов перекатывается по наклонным направляющим 11 цо контакта с лежащими на направляющих формами. Снятый ротор с гфиводных роликов позиции заливки перекатывается по наклонным направляющим 14 цо упора 42 предварительной останов ки перец позицией извлечения изделия. Подхват 47, поворачиваясь вправо, выдает форму на приводные ролики под заливку, а следующая за ним форма удерживается вторым концом подхвата 47. При движении штока порщня влево рычажная система занимает исходное полож ние (см. фиг. 2) формы на позиции окраски и заливки с помощью угловых рычагов 45, 39 уклацьгеаются на приводные ролики, а форма с позиции предварительной остановки, осуществляемая упоро 42, перекатывается на позицию извлечения изделия. Формула изобретения Центробежная многороторная машина для отливки полых изделий, включающая станину, комплект форм, расположенных на верхнем и нижнем ярусах, механизмы подъема и опускания форм, передачи и фиксации форм по позициям, устройства ОЛЯ ввода стержня в форму, заливкк и извлечения отлитого изделия в устройства окраски и очистки формы, отличающаяся тем, что, с целью упрощения конструкции машины и повьшгения надежд ности ее в работе, она снабжена двухъярусной рычажной системой с приводом, выполненной в виде многс ычажных валов, расположенных по технологическим позициям на верхних и нижних фусах и соединенных между собойшарнирными тягами. Источники 1шформации, принятые во внимание при экспертизе li, Юдин С. Б. и др. Центробежное литье, М., Машиностроение, 1972, с. 169-175.
61
19

| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная многопозиционная машина для отливки труб | 1980 |
|
SU876273A1 |
| Центробежная машина для отливки чугунных труб | 1978 |
|
SU766740A1 |
| Центробежная многопозиционная ма-шиНА для ОТлиВКи ТРуб | 1979 |
|
SU850288A1 |
| Многопозиционная центробежная машина для отливки труб | 1977 |
|
SU657907A1 |
| Центробежная машина для отливки труб | 1983 |
|
SU1135542A1 |
| Многопозиционная центробежная машина для отливки труб | 1980 |
|
SU917900A1 |
| Многопозиционная центробежная машина для отливки труб | 1983 |
|
SU1135545A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Установка для литья под низким давлением | 1978 |
|
SU763038A1 |
| Карусельная формовочная установка | 1982 |
|
SU1106658A1 |
i«
I «o
Й
.AVvV(
