Известны автоматы для сборки непрерывной тяговой разборной цепи, состоящие из устройства комплектовки звеньев с заводкой пальцев без их поворота, механизмов поворота пальцев и выкладки цепи в П-образную форму, снабженные гидро- или пневмоприводами, вибробункером и трехканальной кассетой, подающей звенья. Однако производительность таких автоматов невелика,
В описываемом автомате для повыщения производительности и возможности включения его в автоматическую линию устройство комплектовки звеньев и заводки пальцев выполнено в виде получающего возвратно-поступательное движение штыря, совмещающего окна звеньев в кассете, и подвижного упора, продвигающего пальцы сквозь кллибр, фиксирующий их направление. Автомат имеет прижимное устройство пакета звеньев, которое выполнено в виде пластин, кинематическ) связанных при помощи рычагов со щтоком цилиндра, а также трех отсекателей в виде щтырей, установленных на двух коленчатых валах и получающих качательное движение от реечного привода, .Механизм поворота пальцев автомата выполнен в виде клина-манипулятора с Hiapнирно установленными на нем упорами, а механизм выкладки цеий в П-образную форму - в виде скользящих по копирам упоров. Эти упоры установлены на штоке цилиндра. Кроме того, механизм выкладки имеет Т-образные прижимы внутренних звеньев цеии,
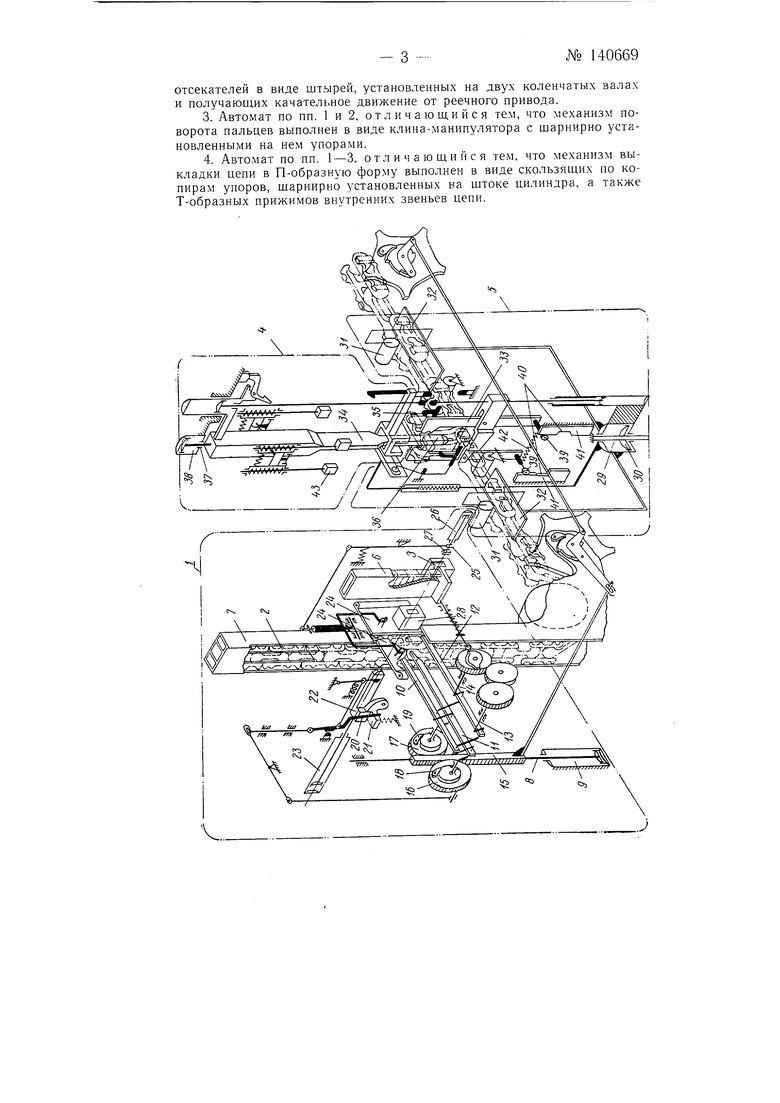
На чертеже изображена схема автомата.
Автомат для сборки непрерывной тяговой разборной цепи состоит из устройства / комплектовки звеньев 2 с заводкой пальцев 3 без их поворота, механизма 4 поворота пальцев, механизма 5 выкладки цепи в П-образную форму, вибробункера 6 для пальцев и трехканальной кассеты 7, подающей звенья 2.
Al 140669- 2 -
При перемещении штока 8 гидроцилиндра 9 штыри-отсекатели 10, 11 и 12, установленные на коленчатых валах 13 и 14, перемещают звенья 2 в кассете 7 на расстояние, равное расстоянию между окнами заводки пальцев, одновременно раздвигая звенья, соединенные предварительг-ю заведенным пальцем, на расстояние соответствующее щагу цепи с не11овернутым пальцем. Привод отсекателей 10, 11 и 12 осуществляется от штока 8 при помощи реечной передачи 15 и зубчатых колес 16 и /7, связанных с валами 13 и 14 храповыми механизмами 18 и 19. Толкатель 20, приводимый от зубчатого колеса 16, соверщает возвратно-поступательное движение вверх и вниз, благодаря чему подпружиненная защелка 21 опускается и освобождает щтырь 22. Этот щтырь вводится гидроцилиндром 23 в кассету 7 и совмещает в ней окна звеньев 2. Затем прижимные пластины 24, кинематически связанные со щтоком 25 гидроцилиндра 26, фиксируют звенья, а подвижной упор 27 продвигает палец 3 сквозь калибр 28 и заводит его в окна звеньев цепи. Заводимый палец выталкивает щтырь 22, который возвращается в исходное Положение, где его снова удерживает защелка 21. При отводе щтока 25 назад пластины 24 освобождают звенья 2.
При перемещении корпуса 29 гидроцилиндра 30 вверх цепь приобретает П-образную форму, когда два боковых звена располагаются горизонтально, а прилежащие к ним внутренние звенья - вертикально. Ролики 31 и площадки 32 поднимаются вверх, а упоры 5с подхватывают снизу боковые звенья и нанизывают их на клин-манипулятор 34 механизма 4. Внутренние звенья при помощи Т-образных упоров 35 прижимаются к призматической части 36 клина-манипулятора 34, что препятствует подъему прилегающих к ним соседних боковых звеньев.
Опускание клина-манипулятора 34 под воздействием щтока 37 гидроцилиндра 38 сопровождается опусканием вниз упоров 33, ролики 39 которых попадают в вырезы 40 копиров 41 и прижимаются к ним пружиной 42. Благодаря этому внещние звенья цепи оказываются прижатыми к утопленным частям внутренних звеньев, а головки пальцев 3 освобождаются от выступов на внешних звеньях. При дальнейщем опускании клина-манипулятора 34 щарнирно установленные на нем упоры 43 упираются в головки пальцев и поворачивают их. Затем клинманипулятор 34 раздвигает внещние звенья, на которых занимают свои места головки пальцев 3.
Описываемый автомат позволяет освободиться от тяжелого ручного труда, достигнуть производительности 20 щагов цепи в минуту и более, а также значительно снизить трудоемкость изготовления цепей.
Предмет изобретения
1.Автомат для сборки непрерь вной разборной тяговой цепи, состояпшй из устройства комплектовки звеньев с заводкой пальцев без их поворота, механизма поворота пальцев и выкладки цепи в П-образную форму, снабженный гидро- или пневмоцилиндрами, вибробункером и трехканальной кассетой, подающей звенья, отличающийся тем, что, с целью повышения производительности и возможности включения его в автоматическую линию, устройство комплектовки звеньев и заводки пальцев выполнено в виде получающего возвратно-поступательное движение штыря, совмещающего окна звеньев в кассете, и подвижного упора, продвигающего пальцы сквозь калибр, фиксирующий их направление.
2.Автомат по п. 1, отличающийся применением прижимного устройства пакета звеньев, выполненного в виде пластин, кинематически связанных при помощи рычагов со щтоком цилиндра, а также трех
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Автомат для контактной сварки звена со скребком | 1962 |
|
SU152263A1 |
| Автомат для сборки тяговой разборно-штамповочной цепи | 1960 |
|
SU140310A1 |
| АВТОМАТ ДЛЯ СБОРКИ ТЯГОВОЙ РАЗБОРНОЙ ЦЕПИ | 1965 |
|
SU175373A1 |
| Автомат для загрузки деталей на каретку автооператорной линии | 1977 |
|
SU708000A1 |
| Полуавтомат для сборки секаторов | 1982 |
|
SU1144830A1 |
| Устройство для посадки саженцев | 1981 |
|
SU1066482A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |