О5
Изобретение относится к обработке iMe- таллов давлением и предназначено для использования при изготов.тении гнутых коробчатых профилей с боковыми стенками, подогнутыми на острый угол полками и гофром на стенке на профилегибочных станах.
Цель изобретения - улучшение качества коробчатых профилей с гофром на стенке за счет улучшения отформовки мест изгиба.
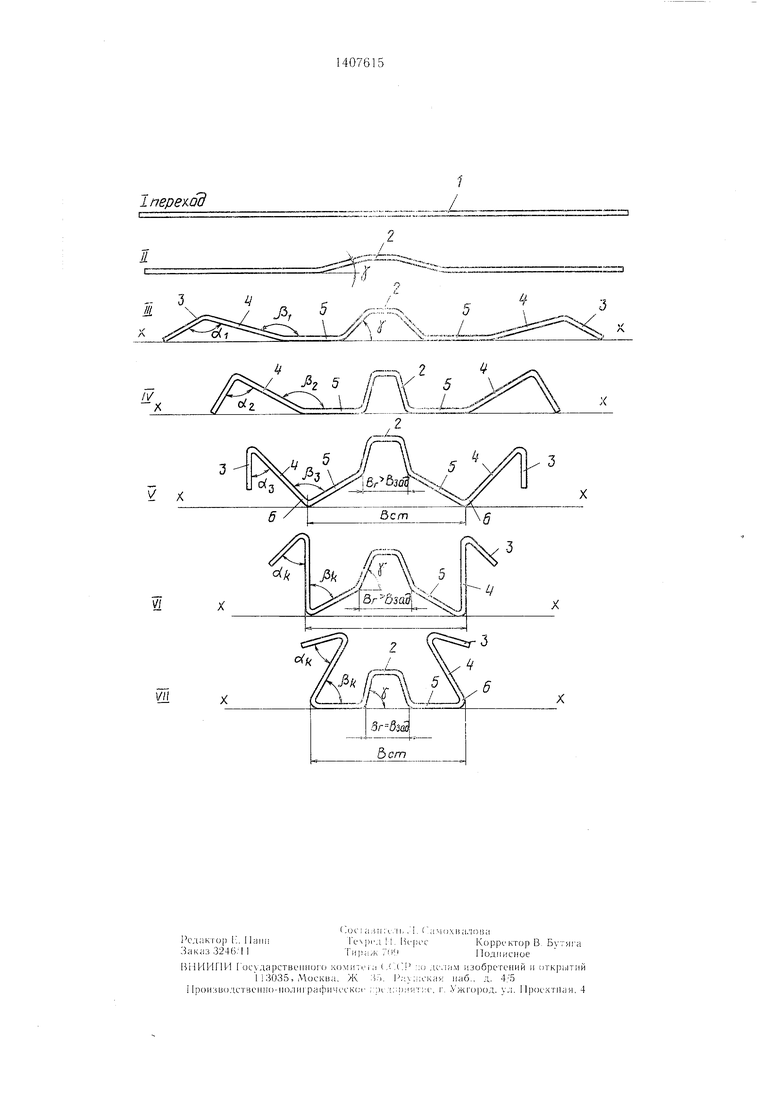
На чертеже изображена схема формовки коробчатого профиля с гофром на стенке.
При изготовлении из стальной заготовки профиля коробчатой формы с гофром на стенке после задающей клети (переход I) из полосовой заготовки в переходах 11 - IV отформовывают гофр 2 с большей шириной основания, чем на готовом профиле. Одновременно с формовкой гофра производится подгибка полок 3 и боковых стенок 4.
Одновременная формовка гофра и подгибка эле.ментов профиля позволяют отформовать профиль в минимальном количестве технологических переходов. В характерном переходе V примыкаюшие к боковым стенкам 4 участки стенки 5 временно наклоняют относительно уровня профилирования X-X внутрь профиля, смешая при этом недоформованный гофр 2 вверх от уровня профилирования х-х.
Выполнение недеформованного гофра 2 на стенке профиля с большей шириной основания гофр (Вг Взад) позволяет за счет большей ширины его основания произвести наклон примыкаюш,их к боковым стенкам 4 участков стенки 5 при заданных габаритах профиля на уровне стенки в плоскости профилирования, что в дальнейшем гюзво- ляет подогнуть боковые стенки 4 профиля
на требуемый острый угол а относительно смежных участков стенки 5.
При этом места изгиба 6 между участками стенки 5 и боковыми стенками выдерживают на заданном для т отового профиля расстоянии Всг в плоскости профилирования. В переходе VI формообразуют профиль с вертикально расположенными боковыми стенками 4, подогнутыми относительно смежных участков стенки 5 на заданный угол РА, и с полками 3, подогнутыми на угол а относительно боковых стенок 4.
В последнем переходе VII участки стен- г ки 5 профиля возвращают на уровень профилирования X-X и одновременно дофор- мовывают гофр 2 при сохранении расстояния Бет между соединяюш.ими боковые стенки со стенкой 5 местами изгиба 6 и за счет этого поворачивают боковые стенки 4 0 профиля с подогнутыми на угол ak полками 3, сохраняя углы подгибки ре между боковой стенкой 4 и участками стенки 5. При этом ширину основания гофра Вг уменьшают до заданной Взад, производя окончательную доформовку профиля без приложения усилий к полкам и боковым стенкам.
Способ может быть реализован при формообразовании профилей в валках профиле- гибочного стана и не требует специальных устройств для его реализации.
По разработанной на основе предлагаемого способа технологии на профилегибоч- ном стане 1 -ЗХЗО--300 изготавливали коробчатый профиль с гофром на стенке 105X50X15X1.5 мм при высоте гофра, равной 15 мм. Профиль формовали непрерывным способом по режиму, приведенпому в таблице.
5
5
Профиль формовали непрерывным способом на стане 1 - 3X30-300 из рулонной заготовки.
Для получения готового профиля согласно способу потребовалось семь технологических переходов. У изготовленных профилей внутренний радиус изгиба мест сопряжения стенки с боковыми стенками не превышал RBII 2 мм при Кзал 2 мм, угол подгибки между боковыми стенками и стенкой Р 60° ± 30, ширина профиля на уровне стенки 105±1 м.м, что находится в пределах допусков, определяемых техническими условиями на поставку профилей.
Согласно расчетным данным и опытной проверке на стане 1-3X50-300 предлагаемый способ изготовления гнутых профилей коробчатой формы в сравнении с известным обеспечивает повышение качества профилей за счет улучшения отформовки мест изгиба - радиус кривизны мест сопряжения стенки с боковой стенкой на готовых профилях не превышал 2 мм (Нд„ : 2 мм) при заданном Нзад 2 мм, получения требуемых углов подгибки (угол подгибки между боковой стенкой и стенкой профиля 60±30 ) и требуемой ширины профиля на уровне стенки (105±1 мм), в то время как при производстве подобных профилей по известному способу имели место: RgH 5 мм, ее 60±3°, Впр 105± ± 3 мм. Снижается также количество технологических переходов на 30% за счет обеспечения возможности применения жестких режимов и совмеш.ения подгибки элементов профиля и отформовки гофра: изготовление профиля 105X50X15X1,5 мм по предлагаемому способу осуществляли в семи ра-бочих клетях профилегибочного стана 1-3X50-300 мм, в то время как для изготовления пробных профилей по известному способу необходимо не менее десяти рабочих клетей. Применение предлагаемого способа в технологии изготовления гнутых коробчатых профилей с гофром на стенке позволяет в сравнении с известным расширить сортамент профилей, применяемых в теплицестроении, производство которых не
было освоено из-за технологических трудностей.
Формула изобретения
Способ изготовления коробчатых профилей, имеюш,их подогнутые на острый угол боковые стенки с полками наружу., путем последовательной по переходам подгибки в ралках относительно уровня профилирования элементов профиля, согласно которому на первых переходах формуют профиль с вертикально расположенными боковыми стенками, подогнутыми относительно смежных участков стенки на заданный угол, и с полка5 ми, подогнутыми на заданный угол относительно боковых стенок, примыкаюшие к боковым стенкам участки стенки временно наклоняют относительно уровня профилирования внутрь профиля, а места изгиба меж0 участками стенки и боковыми стенками выдерживают в плоскости профилирования, на последних переходах упомянутые участки стенки возвраш.ают на уровень профилирования, поворачивая боковые стенки с подогнутыми полками, сохраняя при этом
5 углы подгибки между боковыми стенками и ч частками стенки, отличающийся тем, что, с целью повышения качества профилей с гофром на стенке за счет отформовки мест изгиба, на первых переходах одновременно
Q с подгибкой боковых стенок и полок осу- ш,ествляют формовку гофра с шириной основания больше заданной на готовом профиле, при этом места изгиба между участками стенки и боковыми стенками, расположенные на уровне профилирования, выдер5 живают на заданном на готовом профиле расстоянии, а при наклоне участков стенки, примыкаюш,их к боковым стенкам, смеш,а- ют гофр вверх, на последних переходах при возврашении участков стенки на уровень профилирования одновременно дофор мовывают гофр, уменьшая ширину его основания до заданной при сохранении расстояния между упомянутыми местами изгиба неизменным.
1 перевод
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ изготовления коробчатых профилей | 1980 |
|
SU910280A1 |
| Способ изготовления гнутых С-образных профилей | 1989 |
|
SU1634348A1 |
| Способ изготовления гнутых профилей двутаврового сечения | 1988 |
|
SU1558529A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Способ производства гофрированных профилей | 1986 |
|
SU1342558A1 |
| Способ изготовления гнутых коробчатыхпРОфилЕй | 1976 |
|
SU603181A1 |
| Способ изготовления замкнутых сварных гнутых профилей с гофрами на боковых стенках | 1988 |
|
SU1579603A1 |
| СПОСОБ ДОКТОРОВА М.Е. И ПУНИНА В.И. ИЗГОТОВЛЕНИЯ ГНУТЫХ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1998 |
|
RU2137566C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении гнутых коробчатых профилей с боковыми стенками, подогнутыми на острый угол полками и гофром по стенке в валках профилегибочного стана. Цель изобретения - повышение качества профилей за счет улучшения отформовки мест изгиба. На первых переходах на полосовой заготовке формуют гофр с шириной оснований большей, чем на готовом профиле, и одновременно производится подгибка полок и боковых стенок. Затем наклоняют участки стенки, примыкаюшие к боковым стенкам, внутрь профиля, смещая гофр вверх от уровня профилирования. При этом места изгиба между участками стенки профиля и боковыми стенками выдерживают на заданном готового профиля расстоянии в плоскости профилирования. В последнем переходе участки стенки профиля воз- врашают на уровень профилирования, одновременно деформовывая гофр. Способ позволяет сократить количество технологических переходов, расширяет номенклатуру изготавливаемых профилей. 1 ил., табл. о SS сл
vn
| Способ изготовления коробчатых профилей | 1980 |
|
SU910280A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
