vl
О5
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для безоблойной штамповки | 1986 |
|
SU1318339A1 |
| Штамп для безоблойной штамповки | 1982 |
|
SU1050802A1 |
| Штамп для безоблойной штамповки поковок | 1976 |
|
SU640814A1 |
| Штамп для безоблойной штамповки | 1980 |
|
SU1007813A1 |
| Штамп для безоблойной объемной штамповки | 1984 |
|
SU1250374A1 |
| Штамп для закрытой объемной штамповки | 1977 |
|
SU676374A1 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для безоблойной штамповки деталей в разъемных матрицах. Целью является увеличение эксплуатационных характеристик путем повышения стойкости пуансона. Штамп снабжен толкателем. Последний расположен в промежуточной плите соосно рабочей части пуансона с возможностью взаимодействия с ней. Толкатель образует совместно с указанными элементами полость и жестко связан с основанием пуансона посредством сферического 1нарнира. Боковая поверхность рабочей части пуансона выполнена ступенчатой. Ступень меньшего диаметра расположена со стороны верхней плиты. Рабочая часть пуансона .может быть выполнена из основания и охватывающей его втулки из антифрикционного материала. Ступень большего диаметра образована этой втулкой. Полость, образованная толкателем, промежуточной плитой и рабочей частью пуансона соединена магистралями с источником под смазываюи1е-о.1аждаюшую среду. При работе штампа исключается смещение пуансона, вызывающее его перекос. Это повышает его стойкость. Смазка и охлаждение также способствуют повынгению стойкости пуансона. 2 з.п. ф-.пы, 2 ил. (Л
14)
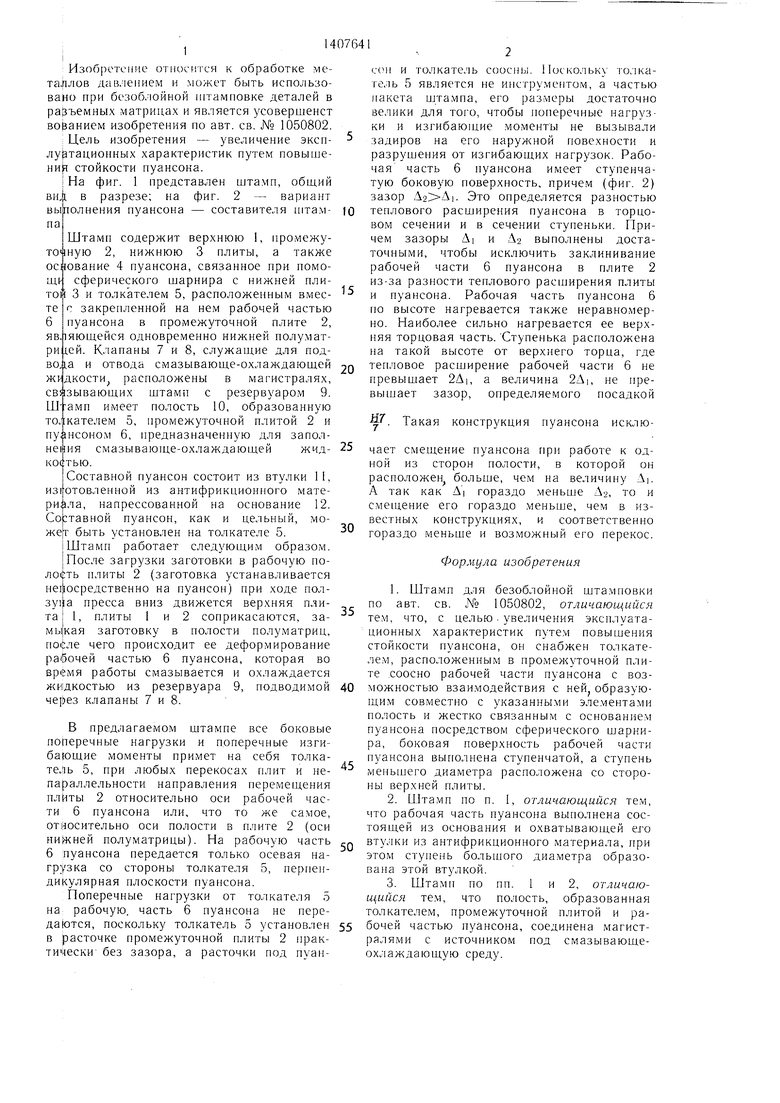
Изобретение относится к обработке ме- та.плов дав, 1ением и может быть использовано при безоб. юйной штамповке деталей в ра1зъемных матрицах и является усовершенст вованием изобретения по авт. св. № 1050802.
Цель изобретения - увеличение эксн- луртационных характеристик путем повыше- ни|я стойкости пуансона.
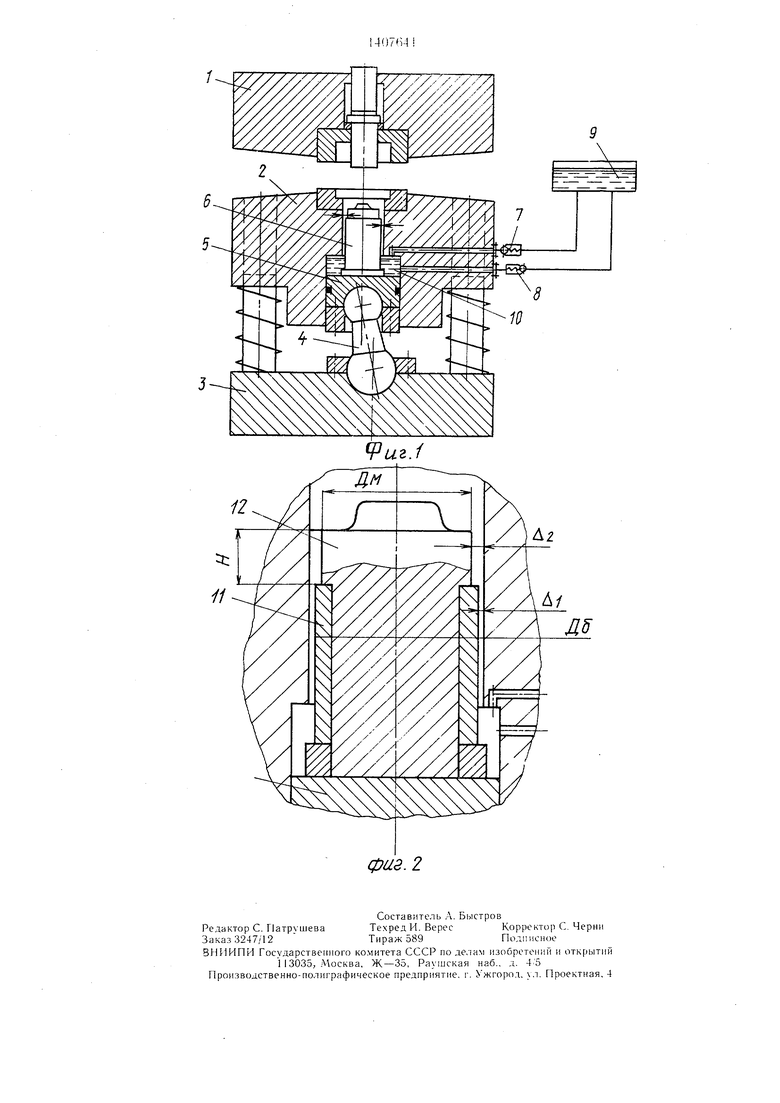
I На фиг. 1 представлен штамп, общий
ви
фиг. 2 - вариант - составителя птамв разрезе; на выполнения пуансона па
Штамп содержит верхнюю 1, промежуточную 2, нижнюю 3 плиты, а также ос1гование 4 пуансона, связанное при помощи сферического шарнира с нижней пли- Toii 3 и толкателем 5, расположенным вместе с закрепленной на нем рабочей частью 6 пуансона в промежуточной плите 2, являюшейся одновременно нижней полуматрицей. Клапаны 7 и 8, служаплие для подвода и отвода смазывающе-охлаждающей жидкости расположены в магистралях, связываюш,их штамп с резервуаром 9. имеет полость 10, образованную толкателем 5, промежуточной плитой 2 и пуансоно.м 6, предназпачен}1ую для заполнения смазывающе-охлаждающей жидкостью.
Составной пуансон состоит из втулки 11, изготовленной из антифрикционного материала, напрессованной на основание 12. Со:тавной пуансон, как и цельный, мо- же|Г быть установлен на толкателе 5.
Штамп работает следуюпдим образом.
I После загрузки заготовки в рабочую по- лофть плиты 2 (заготовка устанавливается не1| осредственно на пуапсон) при ходе пол- пресса вниз движется верхняя плита 1, плиты 1 и 2 соприкасаются, замыкая заготовку в полости полуматриц, по1|;ле чего происходит ее деформирование рабочей частью 6 пуансона, которая во врфмя работы смазывается и охлаждается жищкостью из резервуара 9, подводи.мой 4eitie3 клапаны 7 и 8.
В предлагаемом штампе все боковые поперечные нагрузки и поперечные изгибающие моменты примет на себя толкатель 5, при любых перекосах плит и непараллельности направления перемещения плиты 2 относительно оси рабочей части 6 пуансона или, что то же самое, относительно оси полости в плите 2 (оси нижней полуматрицы). На рабочую часть 6 пуансона передается только осевая нагрузка со стороны толкателя 5, перпендикулярная плоскости пуансона.
Поперечные нагрузки от толкателя 5 на рабочую, часть 6 пуансона не передаётся, поскольку толкатель 5 установлен в расточке промежуточной плиты 2 практически без зазора, а расточки под пуан15
гон И толкатель соосны. Г1оскольк толка- гель 5 является не инстру.ментом, а частью пакета штампа, его размеры достаточно велики для того, чтобы поперечные нагрузки и изгибаюпдие моменты не вызывали
5 задиров на его наружной повехности и разрущения от изгибающих нагрузок. Рабочая часть 6 нуансона имеет ступенчатую боковую поверхность, приче.м (фиг. 2) зазор . Это определяется разностью
10 теплового расширения пуансона в торцовом сечении и в сечении ступеньки. Причем зазоры А и Л2 выполнены достаточными, чтобы исключить заклинивание рабочей части 6 пуансона в плите 2 из-за разности теплового расширения плиты и пуансона. Рабочая часть пуансона 6 но высоте нагревается также неравномерно. Наиболее сильно нагревается ее верхняя торцовая часть. Ступенька расположена на такой высоте от верхнего торца, где
2Q тепловое расширение рабочей части 6 не превышает 2Ai, а величина 2Д|, не превышает зазор, определяемого посадкой
ЙТ Такая конструкция пуансона исклю25 чает сме1цение пуансона при работе к одной из сторон полости, в которой он расположен больше, чем на величину Л|. А так как A l гораздо меньше 2, то и смеп1.ение его гораздо меньше, чем в известных конструкциях, и соответственно гораздо меньше и возможный его перекос.
Формула изобретения
Q втулки из антифрикционного материала, при этом ступень большого диаметра образована этой втулкой.
30
35
45
| Штамп для безоблойной штамповки | 1982 |
|
SU1050802A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
