Изобретение относится к машиностроению и может быть испольэопано при безоблонной штамповке деталей в разъемных полуматрицах.
Цель изобретения - повышение стой Кости полуматриц и точности штампуемых в них деталей.
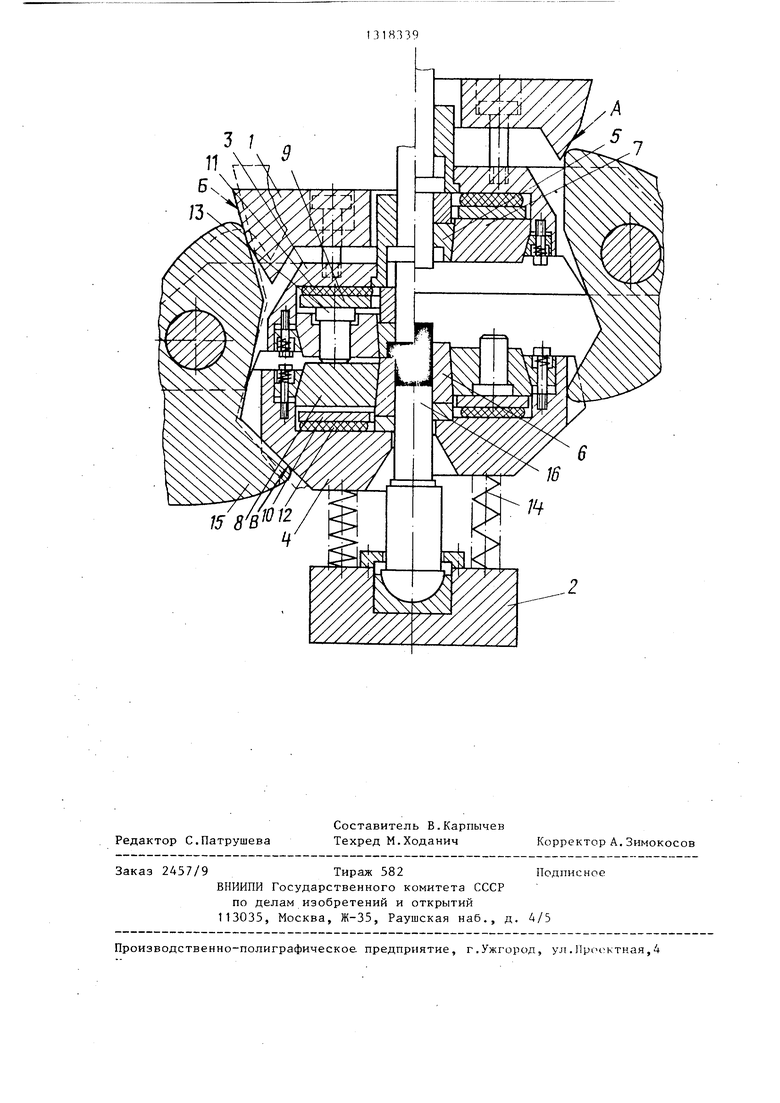
На чертеже изображен штамп, разре (слева штамп представлен в закрытом положении, а справа - в раскрытом).
Штамп содержит верхнюю 1, нижнюю 2 и промежуточные 3 и 4 плиты, на которых установлены полуМатрИ1уз1 5 и 6j забандажированные по наружным ко- ническим поверхностям бандажами 7 и 8. Под ними расположены опорные вставки 9,10 и упругие элементы 11 и 12. В качестве материала упругого элемента может быть использован, на- пример полиуретан. В цилиндрических отверстиях бандажей 7 и 8 установлены толкатели 13. Промежуточная плита 4 удерживается в необходимом положении относительно нижней плиты 2 при помощи пружин 14.
Механизм зажима полуматриц состоит из рычагов 15, расположенных на промежуточной плите 3, а также плит 1 и 4. Деформирующий пуансон 16 ус- тановлен на нижней плите 2.
Штамп работает следующим образом.
После загрузки заготовки в рабочую полость нижней полуматрицы 6 при ходе ползуна пресса вниз движется вниз и верхняя плита 1, перемещая при этом промежуточную плиту 3 и рычаги 15. Перемещение плиты 3 вниз прекращается в-момент соприкосновения толкателей 13 с бандажами 7 и 8. При дальнейшем движении плиты 1 вниз ее скошенные поверхности А поворачивают рычаги 15 вокруг своей оси до тех пор, пока они не займут положе
ние, показанное пунктирной линией на чертеже слева от осевой junuiH. Полость полуматриц 3 и 6 при этом положении рычагов 15 замкнута непол
- 5 зЮ
5 20
30
, П92
ностью. Далее плиты 1,3 и 4 перемещаются совместно. При этом пуансон 16 начинает деформировать заготовку, помещенную в полости полуматриц 5 и 6. По мере увеличения степени деформации возрастает нагрузка на пуансон 16, вызывающая полное смыкание плит 3 и 4 до соприкосновения полуматриц 5 и 6 за счет дальнейшего поворота рычагов 15. При этом контакт рычагов с плитами 1 и 4 осуществляется по плоскостям В и Б. Полуматрицы 5 и 6, соприкасаясь, замыкают рабочую полость деформирования. С момента соприкосновения толкателе 13с бандажами 7 и 8 опорные воставки 9 и 10 сжимают упругие элементы 11 и 12 вплоть до соприкосновения полуматриц 5 и 6. На бандажи 7 и 8 при этом действуют-осевые нагрузки со стороны толкателей, приблизительно равные условиям первоначального бандажиро- вания полуматриц. В результате ослаб ление натяга, вызванного многократными нагружениями и ползучестью металла бандажа, будет устранено более глубокой запрессовкой бандажа на коническую наружную поверхность полуматрицы, поскольку величина на.тяга для данных конкретных деталей всегда пропорциональна усилию бандажирования.
Формула изобретения
35 Штамп для безоблойной штамповки, содержащий нижнюю, верхнюю и промежуточные пхгиты, полуматрицы с бандажами, упругие элементы, расположенные под бандажами, толкатели и меха40 низм зажима полуматриц, о т л и ч а- ю щ и и С я тем, что, с целью повышения стойкости полуматриц и точности штампуемых деталей, толкатели размещены в бандажах с возможностью
45 взаимодействия одним торцом с упругим элементом этого бандажа, а другим - с бандажом, расположенным на противоположной плите-.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Штамп для штамповки деталей в разъемных матрицах | 1974 |
|
SU538802A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для безоблойной штамповки | 1980 |
|
SU996033A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| Штамп для безоблойной штамповки | 1982 |
|
SU1066709A1 |
| Штамп для безоблойной штамповки поковок | 1976 |
|
SU640814A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для безоблойной объемной штамповки | 1984 |
|
SU1250374A1 |
| Штамп для выдавливания | 1975 |
|
SU550214A1 |
Изобретение относится к обработке металлов двалением, а именно к конструкциям штампов для безоблойной штамповки. Целью изобретения является повышение стойкости полуматриц и точности штампуемых деталей. Толкатели штампа размещают в бандажах с возможностью взаимодействия с упругим элементом этого бандажа и бандажом, расположенным на противоположной плите. При нагружениях в результате ползучести металла банадажа возникает ослабление натяга, которое при работе штампа будет устранено более глубокой запрессовкой бандажа на коническую наружную поверхность полуматриц . 1 ил. оо ас оо со 
Редактор С.Патрушева
Составитель В.Карпычев Техред М.Ходанич
Заказ 2457/9Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор А, Зимокосов
| Штамп для безоблойной штамповки | 1984 |
|
SU1214305A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
