Изобретение относится к литейному произ- в)дству, в частности к обработке отли- вЬк после литья.
I Целью изобретения является повышение п|роизводительности труда путем автоматиза- ц|ии процесса обрезки многогнездных отли- в|ок.
На чертеже изображен штамп, позиция с самоустанавливающимися рабочими частями, обш,ий вид.
Обрезной штамп для одновременной обрезки литников, облоя и пробивки отверстий содержит верхнюю 1 и нижнюю 2 плиты, верхнюю 3 и нижнюю 4 рабочие части. Обе прямоугольные части ограничены по периметру в своих перемещениях о граничительными роликами 5 и 6. На нижней рабочей части 4 находится ловитель 7 и две направляющие втулки 8. На верхней рабочей части 3 находится подпружиненный прижим-выталкиватель 9 и две направляющие колонки 10.
Штамп работает следующим образом.
Отливка кладется на ловитель 7. При ходе пресса вниз подпружиненный прижим- выталкиватель 9 за счет фасок на ловите- /е 7 заставляет нижнюю рабочую часть 4 переместиться и установиться точно под стливкой. Таким образом отливка оказы- Еается установленной на нижней рабочей -асти 4 и прижата к ней. При дальнейшем ходе пресса вниз две направляющие 1 :олонки 10 попадают в направляющие Е1тулки 8 и совмещают верхнюю рабочую 1:асть 3 с нижней 4. Получается тра
диционная жесткая система. Далее происходит обрезка литников, облоя и просечки отверстий.
Применение предлагаемого штампа позволяет повысить производительность труда и автоматизировать литейное производство отливок, получаемых из многогнездных пресс- форм.
Формула изобретения
1.Обрезной штамп для одновременной обрезки литников, облоя и пробивки отверстий, содержащий верхнюю и нижнюю плиты, на которых установлены верхняя и
с НИЖНЯЯ рабочие части, направляющие, выталкиватель, ловитель, отличающийся тем, что, с целью повышения производительности труда путем автоматизации процесса обрезки многогнездных отливок, верхние и нижние плиты дополнительно
0 снабжены ограничительными рамками, в которых размещены соответственно верхние и нижние рабочие части, причем рабочие части имеют три степени подвижности в горизонтальной плоскости.
2.Штамп по п. 1, отличающийся тем, что, с целью центрирования подвижных верхней и нижней рабочих частей, направляющие выполнены в виде колонок и втулок, причем колонки уста- нрвлены на верхней рабочей части, а
Q втулки на нижней рабочей части.
3.Штамп по п. 1, отличающийся тем, что ловитель установлен в нижней рабочей части.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для кустовой обрубки облоя и пробивки отверстий | 1979 |
|
SU869961A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Штамп для обрезки облоя и пробивки отверстий в отливках, полученных литьем под давлением | 1987 |
|
SU1470448A1 |
| Пресс-форма для литья под давлением | 1989 |
|
SU1733188A1 |
| Штамп для многоместной обрезки и зачистки отливок | 1984 |
|
SU1243898A1 |
| Машина для литья под давлением | 1979 |
|
SU854574A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Многоместный штамп для обрезки отливок | 1981 |
|
SU997978A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Штамп для обрезки отливок | 1977 |
|
SU738762A1 |
Изобретение относится к области литейного производства, в частности к обработке отливок после литья. Цель изобретения - повышение производительности труда. Штамп содержит верхнюю 1 и нижнюю 2 плиты с верхней 3 и нижней 4 рабочими частями, находящимися в. ограничительных рамках 5 и 6. В нижней рабочей части 4 установлены ловитель 7 и направляющие втулки 8, а в верхней рабочей части 3 установлены прижим- выталкиватель 9 и направляющие колонки 10. Верхняя и нижняя рабочие части имеют возможность перемещаться в трех степенях подвижности в горизонтально плоскости для взаимоустановки с отливкой. 2 з.п. ф-лы, 1 ил. (Л с О) 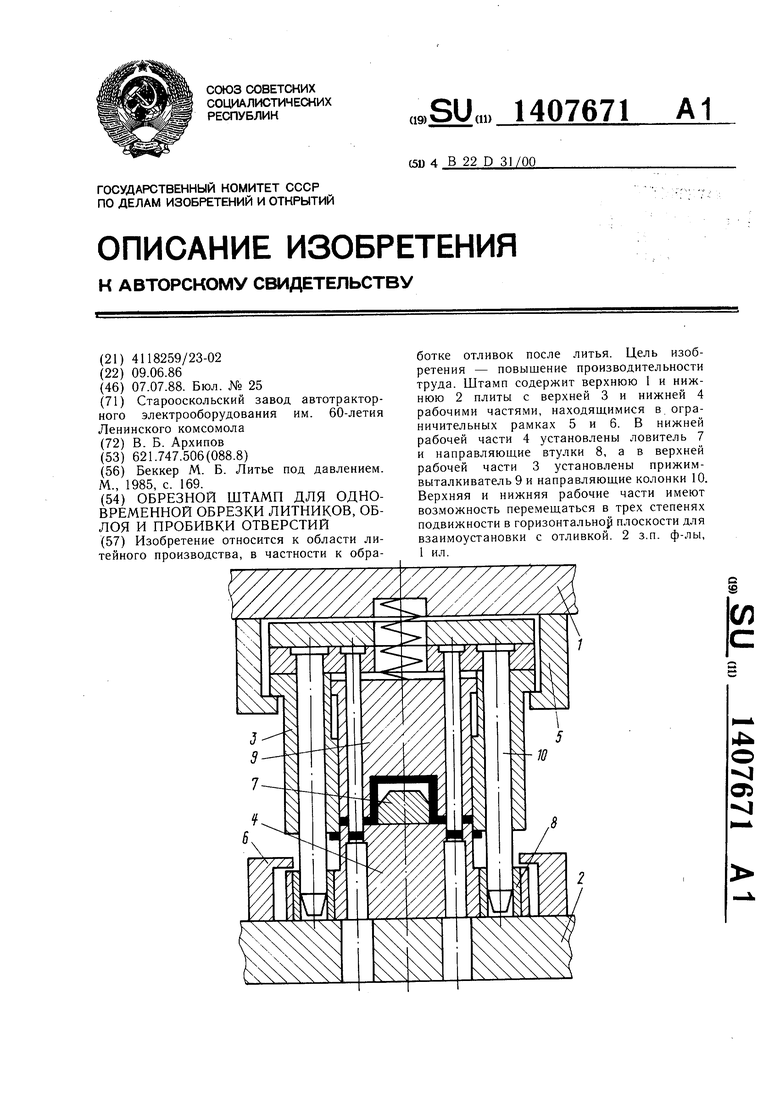
| Беккер М | |||
| Б | |||
| Литье под давлением | |||
| М., 1985, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
