СП)
О
,. -- rr-ni- T V; --:;:-огп- коккреткую)48EIg /,,-)
„;,;;;;;;;;...„,.;:..,,., ;д,,рр,,„ний каж- ,. rw
где I - момент инерции звена 2
-biili bj (Ь ,-1 i ) 12 12
g - ускорение свободного падения
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки | 1986 |
|
SU1445868A1 |
| Способ обработки нежестких деталей | 1986 |
|
SU1373492A1 |
| Способ механической обработки деталей несколькими переходами | 1988 |
|
SU1613307A1 |
| Способ механической обработки нежестких деталей | 1990 |
|
SU1798052A1 |
| Способ определения состояния образца после обработки | 1990 |
|
SU1774227A1 |
| Способ обработки нежестких деталей | 1986 |
|
SU1407684A1 |
| Способ снятия остаточных напряжений в деталях | 1980 |
|
SU899678A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 2003 |
|
RU2240356C1 |
| Способ снятия остаточных напряжений в деталях | 1982 |
|
SU1076474A1 |
| Способ обработки крупногабаритных деталей | 1990 |
|
SU1766972A1 |
Изобретение относится к обработке металлов вибрацией и может быть использовано при изготовлении деталей типа рабочих и опорных подушек, клетей, станин, корпусов редукторов прокатного оборудования. Цель изобретения - повышение производительности. Деталь 1 со звеньями 2-4 закрепляют на столе станка 5. После обработки звена 2 фрезой 6 измеряют датчиками 7-9 внутренние остаточные напряжения в звеньях 2-4. Сигналы с датчиков 7-9 регистрируются прибором 10 для измерения остаточных напряжение . По измеренным внутренним остаточным напряжениям вибратора 11 вводят в резонанс деталь 1 с частотой равной ,j(h-L,-4L Л:75-,й,) , где Е - модуль упругости материала изделия,- g - ускорение свободного падения; Ь , и L; - толщина и длина звена изделия; i . - остаточные напряжения в звене после обработки} 6: остаточные напряжения в звене до обработки; о - плотность материала изделия; S f - статический момент удаленного припуска. 1 ил. S сл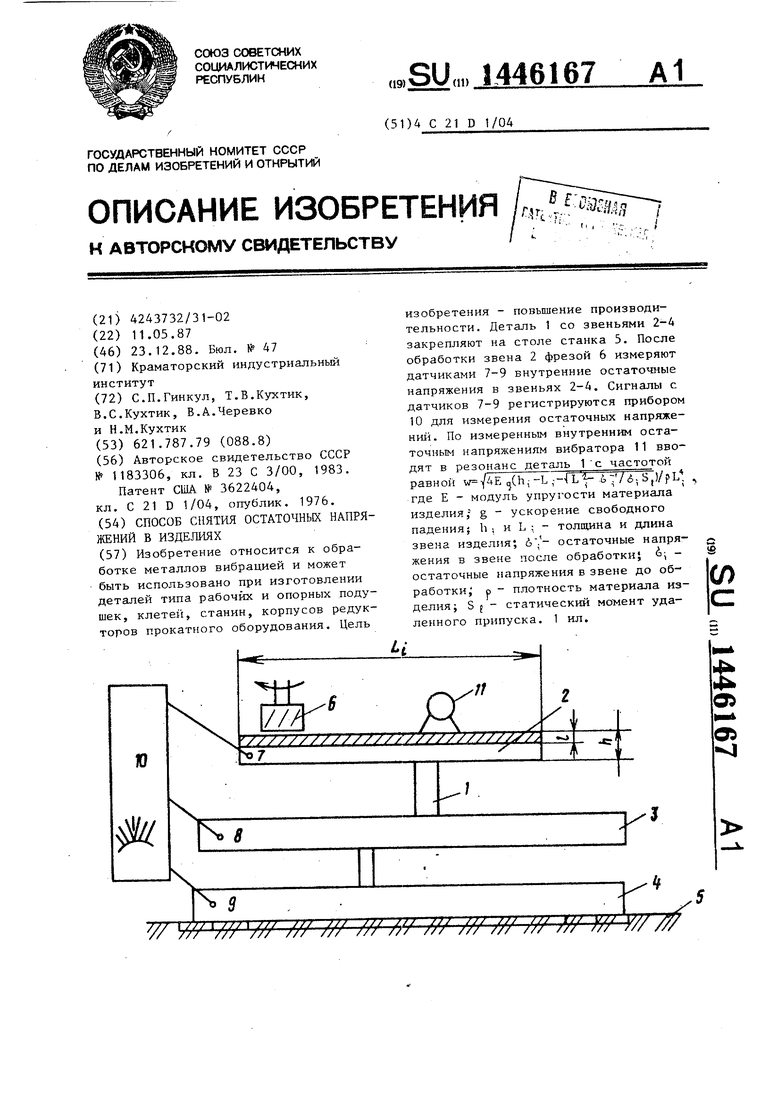
Ч Р-0; -1,5
Ь: L-h:
Q - вес звена: Q
p-bi Li (h L- - длина звена. Таким образом, частота колебаний звена 2
1
4Eg(h-l) L
f
Чтобы в детали 1 находились в равновесии внутренние остаточные напряжения звеньев 2-4, при снятии припуска с последующего звена 2 его величину принимают по формуле
L,-где
6;L
Se
внутренние остаточные напряжения обработанного и необработанного звеньев детали длина звена; статический момент площади удаленного припуска.
Измерив датчиками 7-9 посредством прибора 10 внутренние остаточные напряжения взаимосвязанных звеньев 2- 4, настраивают вибратор 11 эксцентрикового, типа с регулируемой частото колебаний 10-100 Гц на частоту колебаний (после подстановки значения припуска (4) в формулу (3) и вводят резонанс деталь 1 с частотой - 2
W
4Eg(h,-L,.-JL )
PL
Все измеренные остаточные напряжения в основные характеристики звеньев детали приведены в таблице.
Внутренние остаточные напряжения, Ша
Снятый припуск, мм
Длина звена, мм
Характеристики
Звено
IIZII
10
15
Толщина звена , мм
Модуль упругости
Резонансная частота, Гц
401525
2ИО 2x10
72
(4)
Как показывают данные таблиЩ) и расчетов, частота взаимодействукяцей вибратора, с которой вводят в резонанс все звенья детали, находится в прямой завис11мости от величины внутренних остаточных напряжений как обработанного, так и необработанного звеньев детали. Благодаря тому, что после снятия припуска с одного звена измеряют внутренние остаточные напряжения всех звеньев детали и вводят в резонанс все звенья детали с частотой, равной
35
W
й, в
40
в
45
50
55
повышает производительность и точность обработки за счет резонансного воздействия на звенья с конкретной величиной остаточных напряжений, которые, перераспределяясь, снижают коробление звеньев. Это позволяет снизить трудоемкость технологического цикла обработки нежестких деталей на 50-60%, устранив пригоночные операции и термообработку.
Формула изобретения
Способ снятия остаточных напряжений в изделиях преимущественно со звеньями разной жесткости при последовательном механическом удалении припуска, включающий вибрацию по заданной частоте, отличающий- с я тем, что, с целью повышения .производительности, до и после снятия припуска с каждого звена измеряют остаточные напряжения, а вибрацию проводят на частоте
. ,,. .1. -Г
(4l(h;-L.- Li -6V/6.-S,)
Д ,
PLI E - модуль упругости материала
изделия;
g - ускорение свободного падения
L .- толщина и длина звена изделия,
14Л6167
&, - ocтaтoч ыe напряжения звена после обработки удаления припускаi
d;- остаточные напряжения звена до удаления припуска f - плотность материала изделия S - статический момент снятого
припуска, i - порядковый номер звена.
| Способ обработки поверхностей нежестких деталей | 1983 |
|
SU1183306A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США | |||
| № 3622404, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
