что диаметр шариков меньше диаметра сварочной проволоки, усложнено обслуживание мундштука, повышена трудоемкость изготовления.
Наиболее близким но технической сущности и достигаемому эффекту к настоящему изобретению является мундштук к сварочным головкам и горелкам, содержащий токоироводящий корпус с расиоложенпым в нем токоподводящим элементом, выполненным в виде набора токопроводящих щайб с внутренними отверстиями, образуюш.ими 1;анал для направления плавящегося электрода. Шайбы выполнены с прорезями и установлены с помощью дистанционных колец.
В корпусе щайбы установлены плотно, без зазора Г5.
Недостатками известного устройства являются сложность его изготовления и сборки, а также относительно небольщой срок службы.
Целью изобретения является увеличение срока службы мундштука и упрощение его конструкции.
Это достигается тем, что в мундштуке X сварочным головкам и горелкам, содержащем токопроводящий корпус с расположенным в нем токоподводящим элементом, выполненным в виде набора токопроводящих шайб с внутренними отверстиями, образующимн канал для направления плавящегося электрода, шайбы установлены в контакте одна с другой, а по отношению к корпусу - с зазором, величина которого не больше разности наружного диаметра щайбы и диаметра плавящегося электрода.
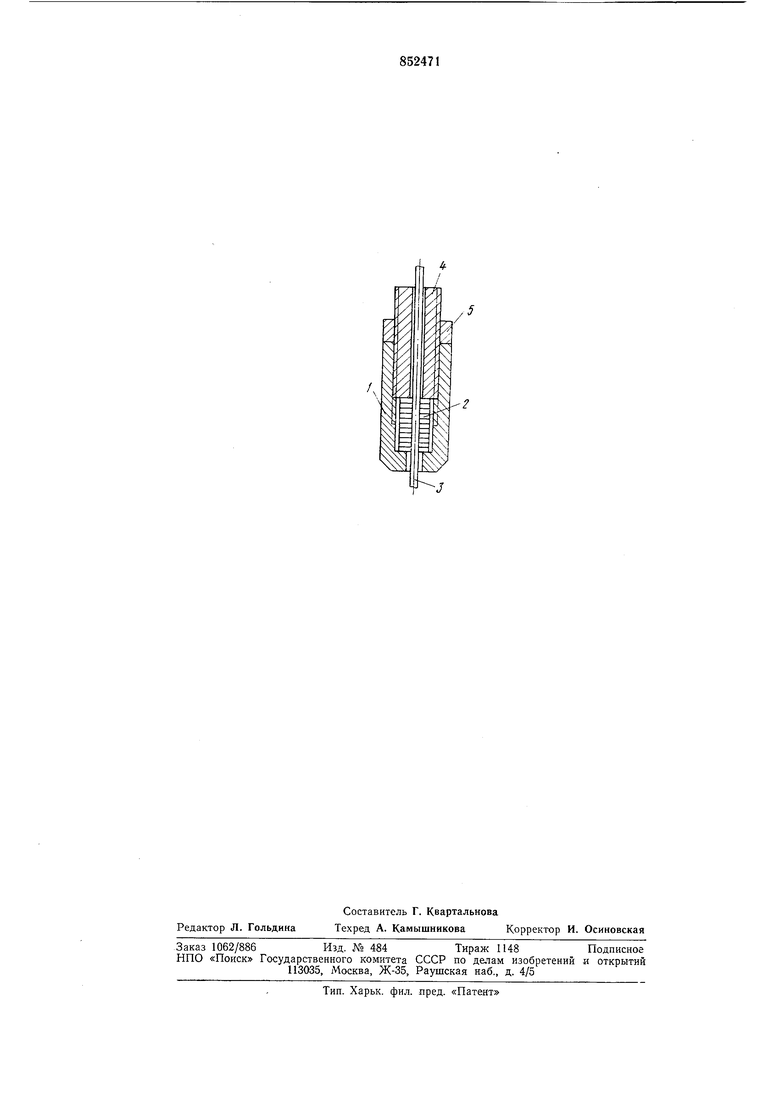
На чертел е показан мундштук к сварочным голодкам и го-релкам.
В токонроводящем корпусе / мундщтуica установлен токопроводящий элемент, выполненный в виде набора токопроводящих шайб 2 с внутренними отверстиями, образующими канал для направления плавящегося электрода . Шайбы 2 установлены в контакте одна с другой, а по отношению к корпусу / щайбы установлены с зазором, величи.на которого не больще разности наружного диаметра щайбы 2 и диаметра плавящегося электрода 3. Шайбы 2 поджимаются к корпусу винтовым прижимом, состоящим из винта 4 и контргайки 5.
Шайбы 2 имеют простую конфигурацию, могут быть изготовлены на универсальном оборудовании из меди, в частности, для изготовления щайб 2 могут быть использованы отходы производства.
Срок службы предложенного мундщтука определяется величиной износа щайбы 2, .которая в данном случае определяется величиной зазора между корпусом и шайбами.
Установка щайб 2 в корпусе / с гарантированным зазором, величина которого
1не больще разности наружного диаметра шайбы 2 и диаметра плавящегося электрода 5, и использование винтового прижима позволяют обеспечить надежный электрический контакт между плавящимся электродом 5 и токоиодводящим элемен101Л.
По мере износа внутренних диаметров щайб 2 нарущается электрический контакт
между плавящимся электродом 3 и токоподводящим элементом. Для восстановления электрического контакта освобождается аи1нтовой прижим, мундштук встряхивается, в результате чего токопроводящие
шайбы 2 смещаются одиа относительно другой и контактируют с плавящимся электродо.м 5, их положение фиксируется прижимом.
Выполнение контактного элемента в виде набора токопроводящих шайб позволяет значительно упростить его изготовление и обслуживание, а также повысить в 2-4 раза срок , который зависит от разности внутреннего и наружного диаметров
токопроводящих щайб. Во время эксплуатации происходит наиболее полное использование материала сменного токопроводящего элемента, причем обеспечивается надежный электрический контакт между ним
и плавящимся электродом. Число щайб в лаборе определяется велячилой сварочного тока.
Это определяет применение предлагаемого мундщтука при токах до 600 А.
Формула изобретения
Мундщтук к сварочным головкам и горелкам, содержащий токопроводящий корпус с расположенным в нем токоподводящим элементом, выполненным в виде набора токопроводящих щайб с внутренними отверстиями, образующими жавал для направления плавящегося электрода, о т л ичающийся тем, что, с целью увеличения срока службы и упрощения конструкции мундщтука, шайбы установлены в контакте одна с другой, а по отнощению к корпусу-с зазором, величина которого не больше разности наружиого диаметра щайбы и диаметра плавящегося электрода.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 207296, кл. В 23 К 9/16, 04.07.66.
2.Авторское свидетельство СССР № 278916, кл. В 23 К 9/18 05.05.69.
3. Авторское свидетельство СССР № 490597, кл. В 23 К 9/16, 01.02.74.
4.Авторское свидетельство СССР JSfo 241576, кл. В 23 К 9/26, 30.01.65.
5.Натент Великобритании № 1498117, кл. В 3 Р, 18.01.78.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящий мундштук | 1987 |
|
SU1407721A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| Мундштук к сварочным головкам и горелкам | 1978 |
|
SU740431A1 |
| Мундштук к сварочным головкам и горелкам | 1976 |
|
SU610626A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1977 |
|
SU737153A1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1138274A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Устройство для дуговой сварки в защитных газах | 1981 |
|
SU996134A1 |
| Мундштук к сварочным головкам и горелкам | 1980 |
|
SU880650A1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1976 |
|
SU642105A1 |