сриг.1
Изобретение относится к литейному производству и может быть использовано в автоматических формовочных линиях.
Цель изобретения - улучшение условий эксплуатации, а также расширение технологических возможностей.
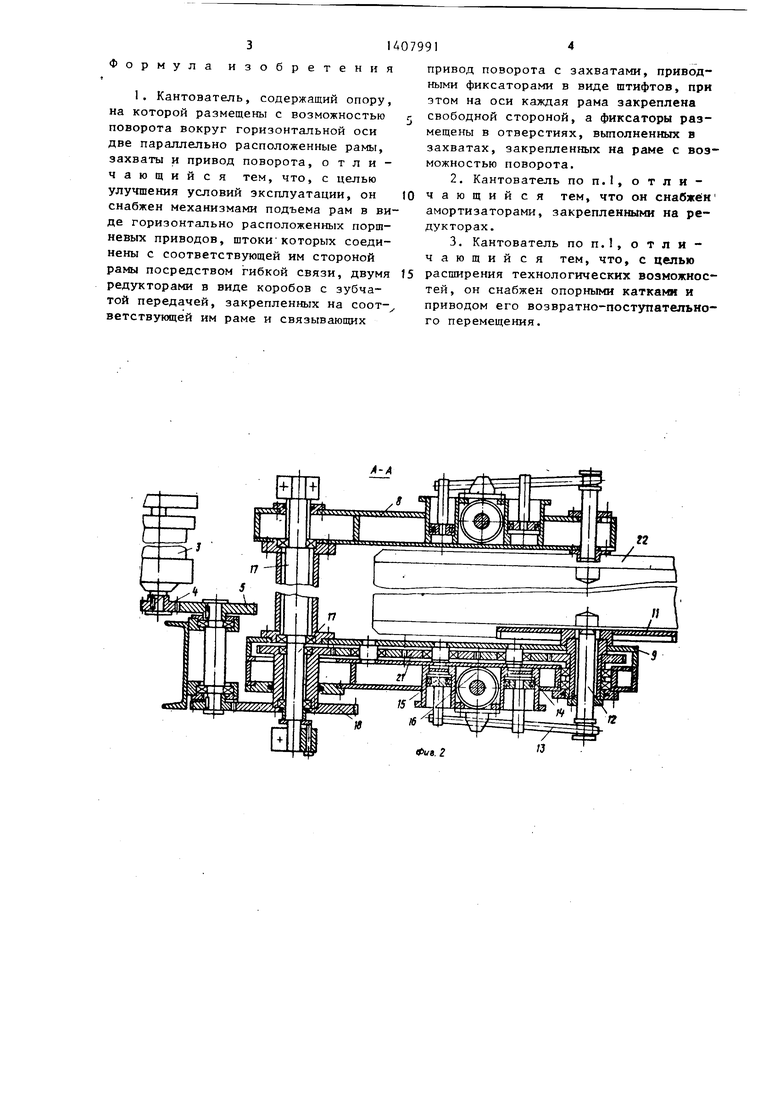
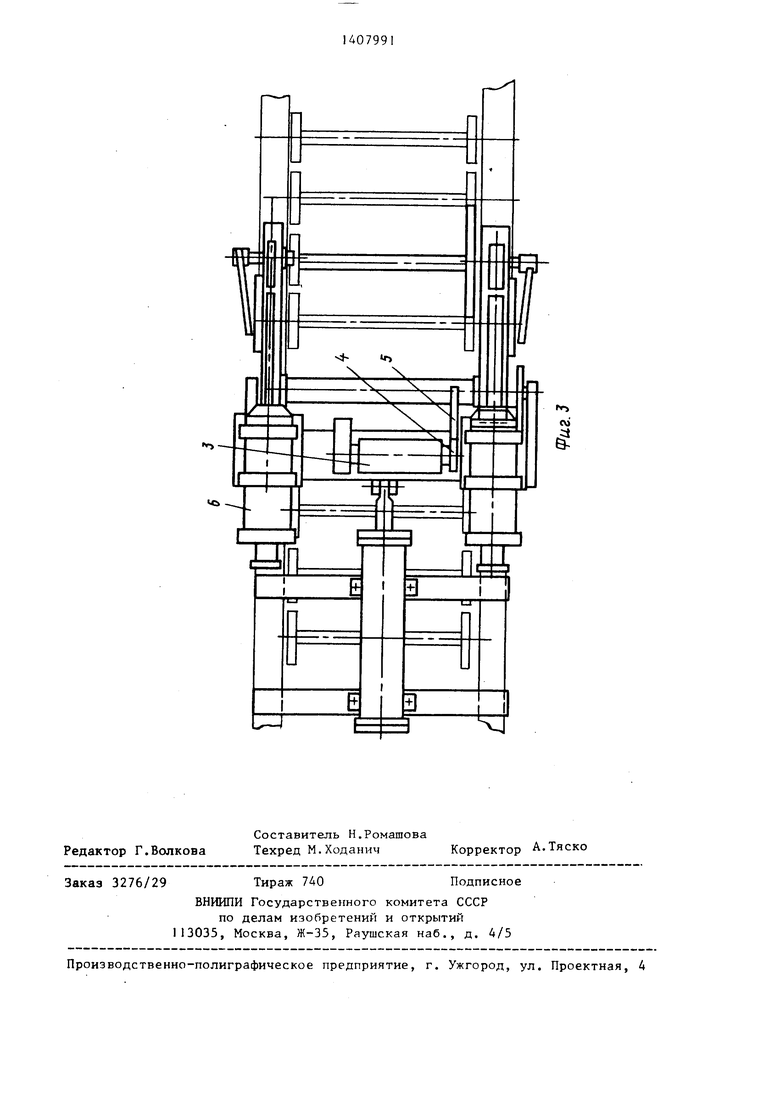
На фиг.1 изобран ен пре,пд7агаемый кантователь; на фиг.2 - разрет Л-А на фиг.1; на фиг.З - кантователь, вид сверху.
Кантователь содержит опору 1, установленную на типовом ПРИРОДНОМ рольганге 2 автоматической формовоч- ной линии (показано ycJtoBHo) , привод 3 поворота с ведзгтс.йй шестерней 4 и промежуточный блоком 5 шестерен, привод 6 подъема со штоком, соединенным с помощью гибких элементов 7 с рамой 8. На коробе 9 редуктора 10 закреплены поворотный захват 11 опок (полуформ), фиксатор 12 для исключения падения изделий, штанги 13, соединяющие фиксаторы с их приводами 14 и 15, пневмо- или гидроамортизаторы 16. Каждая рама установлена с возможностью поворота вокруг оси 17, ira которой соосно с ней установлена ведомая шестерня 18. Фиксаторы 12 в виде штифтов проходят через захваты 11 и установлены с ними на одной оси.
Для использования кантователя одновременно и в качестве перекладчика с целью совмещения функций его опора 1 установлена на катках J9 и соединена с приводом 20 перемещения.
Кантователь работает следующим образом.
Полуформа (опора, любое изделие) по типовому приводному рольгангу 2 (или цеховому конвейеру) перемещается в зону кантователя и попадает в его захваты П. С помощью пневмопривода 15 включаются фиксаторы 2, проходя- щие через захваты 11, закрепленные соосно с фиксаторами. ГГри включении фиксаторы вводятся в отверстия, выполненные в опоках. После этого привод 6 подъема поднимает опоку поворотом рамы 8 вокруг оси 17 с помощью гибких элементов 7. В качестве гибких элементов может использоваться цепь, трос и др. Возможна связь привода подъема с рамой напрямую через шарнирное соединение (при вертикальном расположении привода).
После поворота рам 8 и поворотных захватов 1i в верхнее (или промежуточное) положение включается привод 3 поворота 3 который через шестерни 4,5,18 и 21 и захваты 11 поворачивает изделие на 180. После этого привод 6 опускает опоку на рольганг 2. В конце опускания срабатывают пневмо апи гидро - амортизаторы 16, обеспечивая плавность в конце пути. Перекантованная опока по рольгангу 2 выходит из зоны кантователя, а очередная заходит на ее место. Цикл повторяется.
На автоматических формовочных линиях часто требуется не только перекантовать опоки, но и переставить их на другую позицию, например на сборку, на конвейер и т.п. Дпя этого устанавливают специальные перекладчики с захватами, приводами подъема (опускания) и перемещения. С целью совмещения функций кантовки и перекладки изделий предлагаемый кантователь имеет катки 19, на которых установлена опора 1 кантователя, соединенная с приводом 20 перемещения. Таким решением перекантованное изделие 22 можно перенести и выставить на другую позицию без установки дополнительных механизмов.
Предлагаемый кантователь с описанным взаимным расположением узлов и деталей позволяет достичь следующие преимущества:
улучшить условия эксплуатации и качество литья за счет исключения за соров полуформ. При кантовке формовочная смесь не попадает на вращающие части кантователя и, соответственно, на полуформу;
улучшить компоновку и привязку кантователя в любом месте без создания специальных дополнительных устройств, улучшить уборку просыпи на линии;
упростить структуру, исключив специальные механизмы (толкатель, приводной рольганг) для подачи изделий в зону кантовки, и тем улучшить его обслуживание, повысить надежность, снизить трудоемкость при изготовлении и др;
совместить функции кантователя с функциями других подъемно-транспортных средств, исключив последние из комплекса оборудования автоматической формовочной линии.
Формула изобретения
1. Кантователь, содержащий опору, на которой размещены с возможностью поворота вокруг горизонтальной оси две параллельно расположенные рамы, захваты и привод поворота, отличающийся тем, что, с целью улучшения условий эксплуатации, он снабжен механизмами подъема рам в виде горизонтально расположенных поршневых приводов, ШТОКИ которых соединены с соответствующей им стороной
привод поворота с захватами, приводными фиксаторами в виде штифтов, при этом на оси каждая рама закреплена свободной стороной, а фиксаторы размещены в отверстиях, выполненных в захватах, закрепленных иа раме с возможностью поворота.
2.Кантователь по п.1, о т л и - 10 чающийся тем, что ои снабжён
амортизаторами, закрепленными на редукторах.
3.Кантователь по п.1, о т л и - чающийся тем, что, с целью
рамы посредством гибкой связи, двумя 15 расширения технологических возможностей, он снабжен опорными катками и приводом его возвратно-поступательного перемещения.
редукторами в виде коробов с зубчатой передачей, закрепленных на соот- ветствующей им раме и связывающих
7991
привод поворота с захватами, приводными фиксаторами в виде штифтов, при этом на оси каждая рама закреплена свободной стороной, а фиксаторы размещены в отверстиях, выполненных в захватах, закрепленных иа раме с возможностью поворота.
2.Кантователь по п.1, о т л и - чающийся тем, что ои снабжён
амортизаторами, закрепленными на редукторах.
3.Кантователь по п.1, о т л и - чающийся тем, что, с целью
расширения технологических возможностей, он снабжен опорными катками и приводом его возвратно-поступательного перемещения.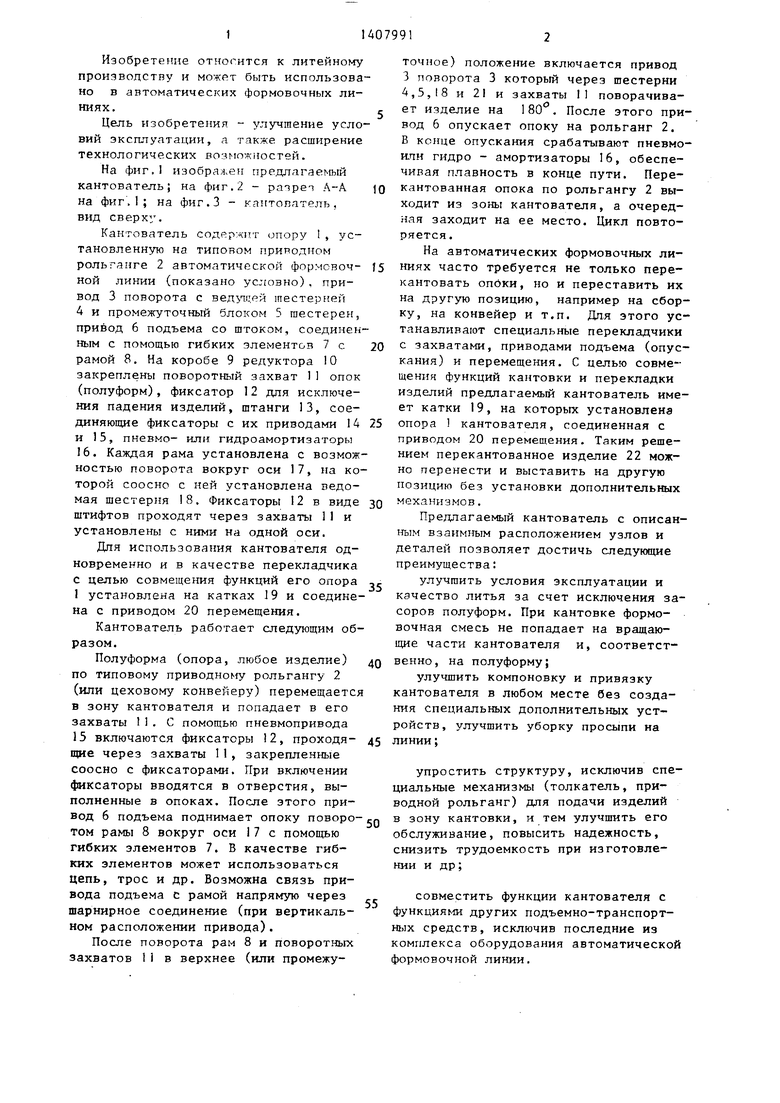
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вытяжки и кантовки крупногабаритных форм | 1985 |
|
SU1271633A1 |
| Устройство для кантовки преимущественно литейных полуформ | 1987 |
|
SU1567320A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Устройство для сборки форм | 1979 |
|
SU789244A1 |
| Устройство для кантовки листового проката и плоских изделий | 1974 |
|
SU520146A1 |
| Устройство для распаровки опок и установки их на позицию формовки | 1983 |
|
SU1080928A1 |
| Кантователь литейных полуформ с протяжным механизмом | 1979 |
|
SU854584A1 |
| Кантователь | 1979 |
|
SU891215A1 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| Автоматическая литейная линия | 1979 |
|
SU846103A1 |
Изобретение относится к литен- . ному производству и может быть использовано в автоматических формовочных линиях. Целью изобретения является улучшение условий эксплуатации, j « а также расширение технологических возможностей. Кантователь, содержа- щий опору 1, поворотные вокруг собственной оси захваты I1 для опок и проходящие через захваты фиксаторы 12 с приводами 14 и 15, закрепленными на рамах 8, редукторы 10 соединяют захваты 11 с приводом 3 поворота с помоЕцью ведомой шестерни 18, закрепленной на оси 17. Для использования кантователя одновременно и в качестве перекладчика его опора 1 установлена на катках 19 и соединена с приводом 20 перемещения. 2 з.п. ф-лы, 3 ил. сл со fD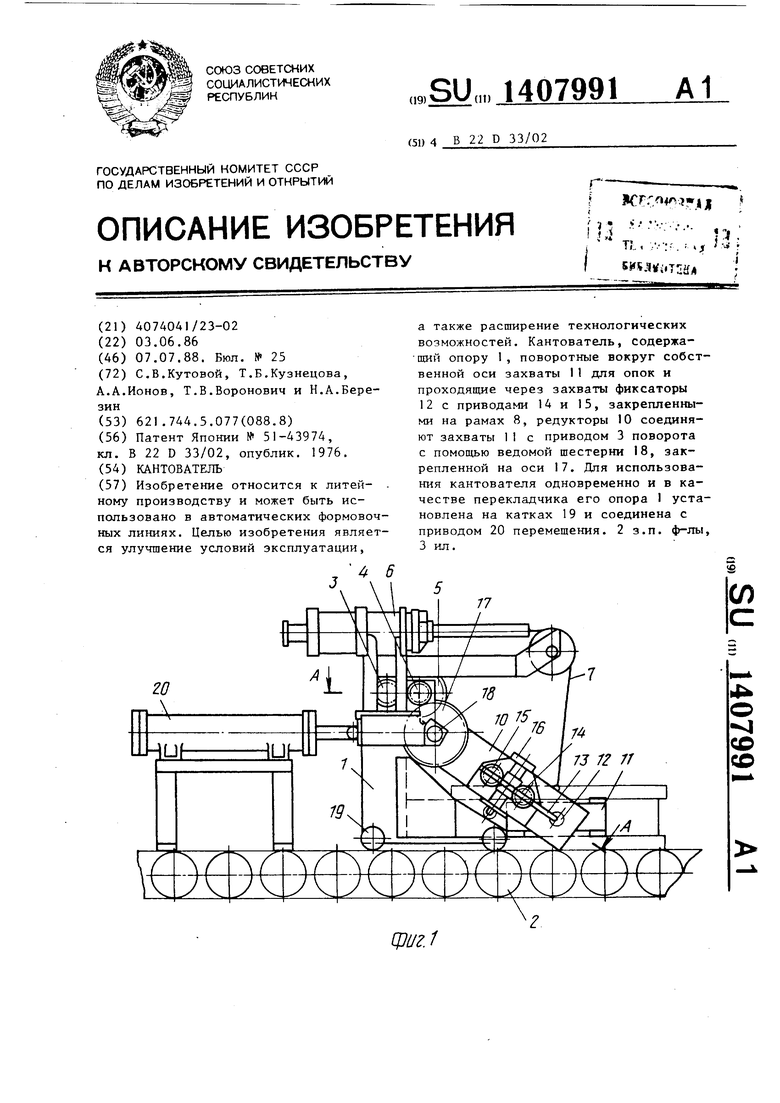
А-А
13
I
xj
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
