t1Д
Изобретение относится к техпологи- чбскому оборудованию ;1щя изготовления электрических машин (, в частности к станкам для присоединения вьтодньи концов катушек к коллектору и может быть использовано в электромашиностроении,
1|елью H3o6peTeftHn является повышение производительности н расширение эксплуатационных возмошшстейо
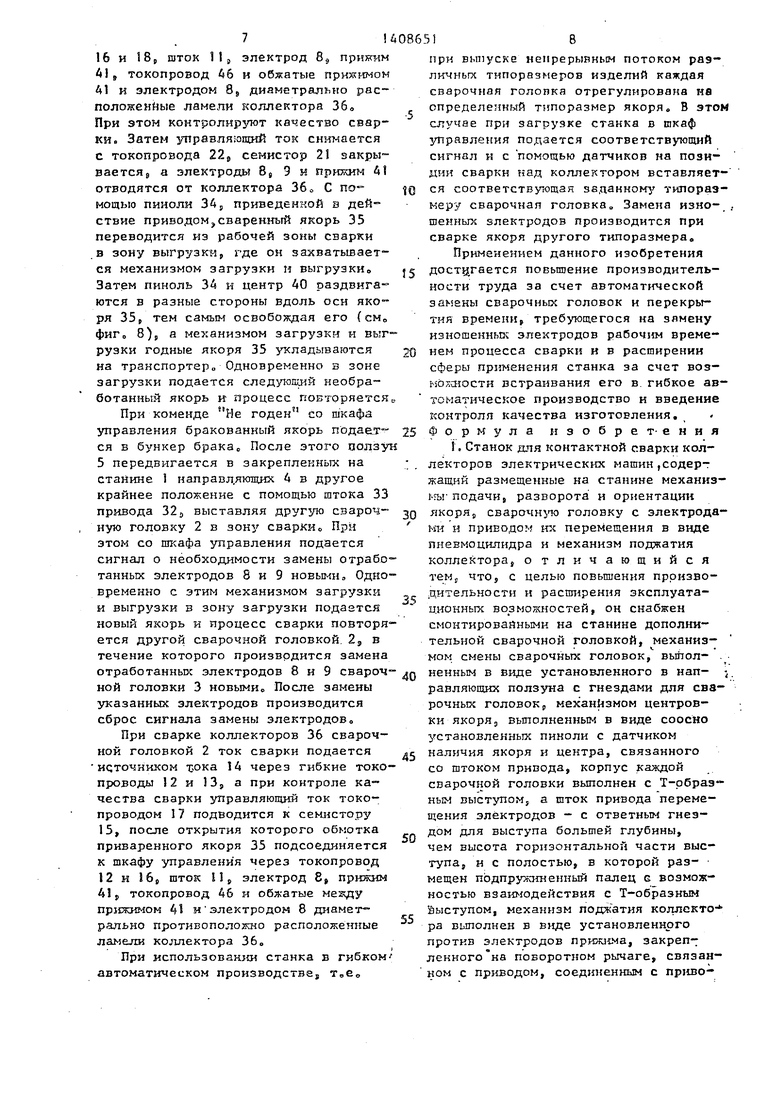
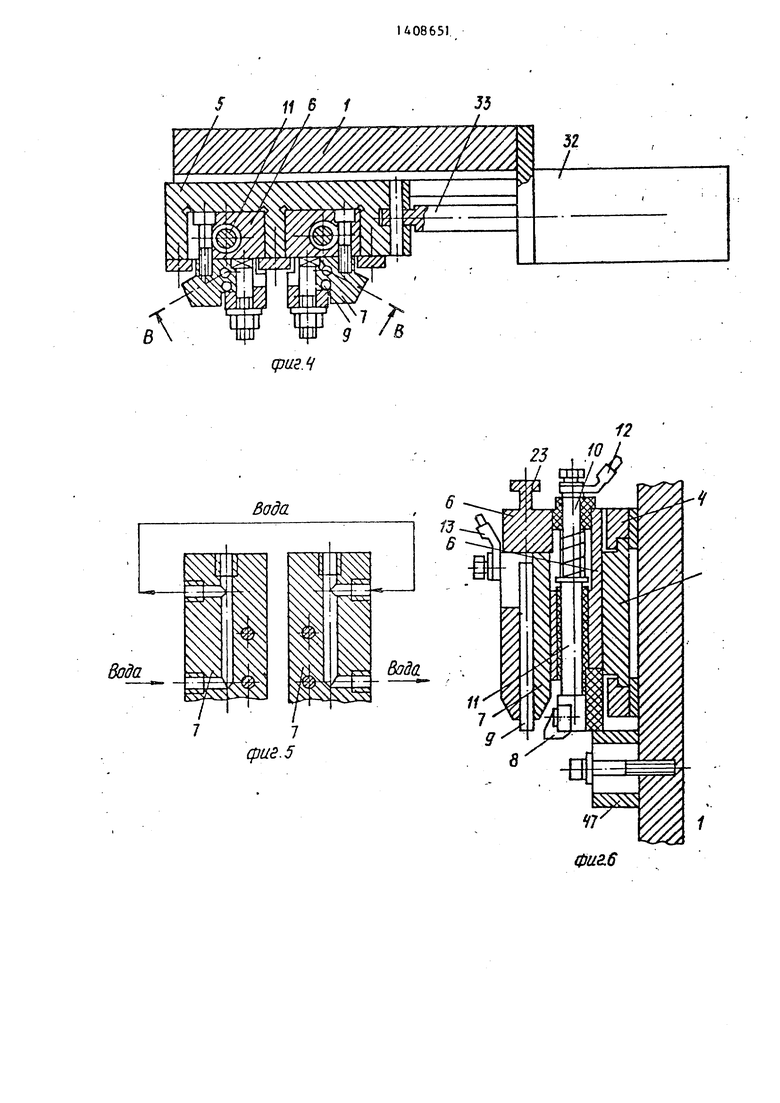
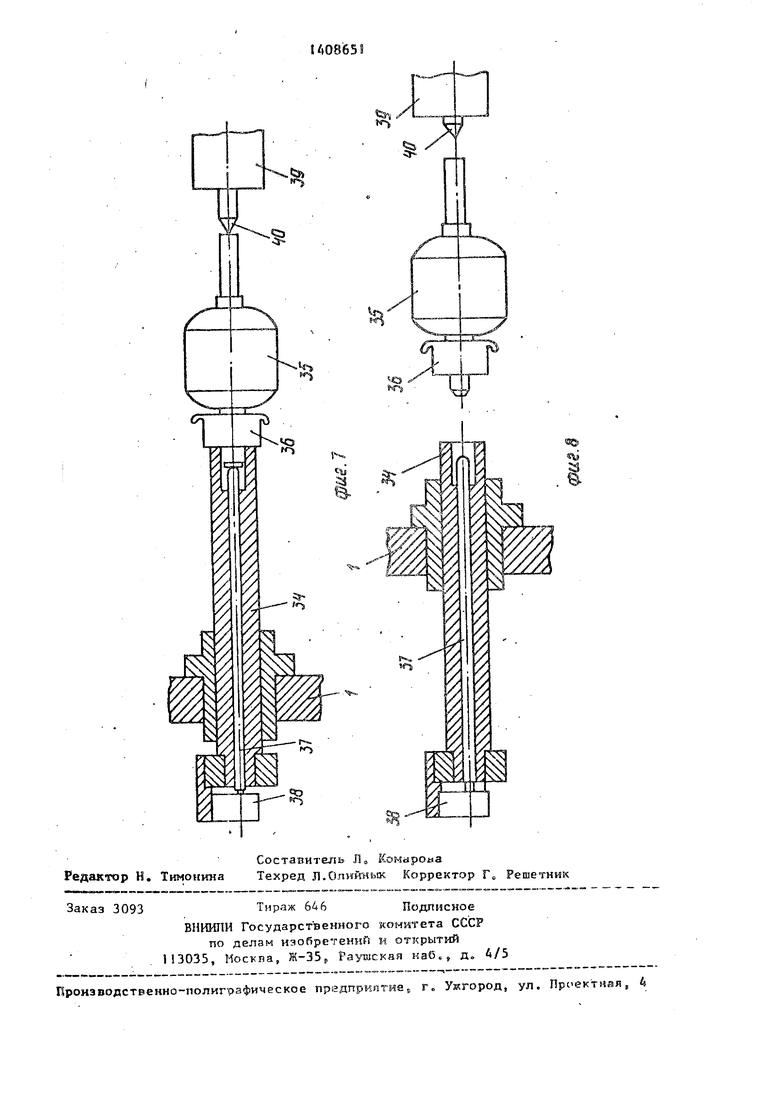
; На фиг9 1 изображен предлагаемъй ciranoK, вид спереди; на фиг 2 уйрощеиная кинематическая схема стан к (штрих-пунктиром урсазаны собачки вI момент проворота якоря); на разрез А-А на фиг 1| на фиг 4 - ррзрез Б-Б на фиг Ij на фиг 5 рЬзрез В-В на фиг. 4| на фиг 6 - разрез Г-Г на фиг„ 1| на фиг 7 - зсанизмь станка в момент захвата и центровки якоряJ на фига 8 то же в момент замены якоря г,
Станок для сварки коллекторов со- держк т станш у I и закрепленный на Н|ЕЙ механизм смены сварочных головок 2| и 3j вьтолненный в, вид,е установлен- нЬго на направляющих 4 с возможностью горизонтального возвратно-поступательного перемещения 5о В гнездах ползуна с возможностью вер - тикального возвратно-постхткательного перемещения размещены: две сварочные головки 2 к За Каждая ssa сварочных головок 2 и 3 со с.тоит из ползуна 5 с жестко.закрепленным на нем электро- додержателем 7 и цвуу: электродов иод нижнего 8 и неподвижного 9 Электрод. 8 жестко закреплен HEI подпрзпхкненном гфужшюй 10 штоке 1 j установленном €: возмож1- остью вертикального возвратно-поступательного перемещения относительно жестко закрепленного на электрододержателе 7 электрода 9, выполненного из материала с высоким ;шектр1гческим сопротивлением Элек- трододержатель 7 и шток 11 сварочной головки 2 через гибкие тохопроводы 12 и 13 подсоединены к источнь-ку тока, например., трансформатору 1А и к семистору 5j последний из которьпс церез ТОКОП13ОВОДЫ 16 к 17 подсоединен к вкафу управления 5 а электродо- держатель 7 и шток 11 сварочной головки 3 через гибкие токопроводы 18 и 19 подсоединен к источнику тока, например трансформатору 20 и к семистору 21 g. которые через токопроводдг 6 и 22 подсоедт ены к шкафу управле
5
0
5 щ
0
5
50
55
ния ( на чертеже не указанному), Пол - зун 6 каждой сварочной головки 2, 3 снабжен Т-образиым выступом 23 для .сопряжения с гнездом 24 привода вертикального возвратно-поступательного перемещения сварочкъос головок 2 н 3„ Гнездо 24 размещено в гатоке 25 указанного привода и повторяет форму выступов 23 Кроме того, привод сос тоит из цилиндра 26, поршня 27, кулачка 2Bg датчика.29, пальца 30 и пруткины 31 о
Для горизонтального возвратно-поступательного перемещения механизма смены сварочньгк головок он снабжен приводом 32 со штоком 33 о
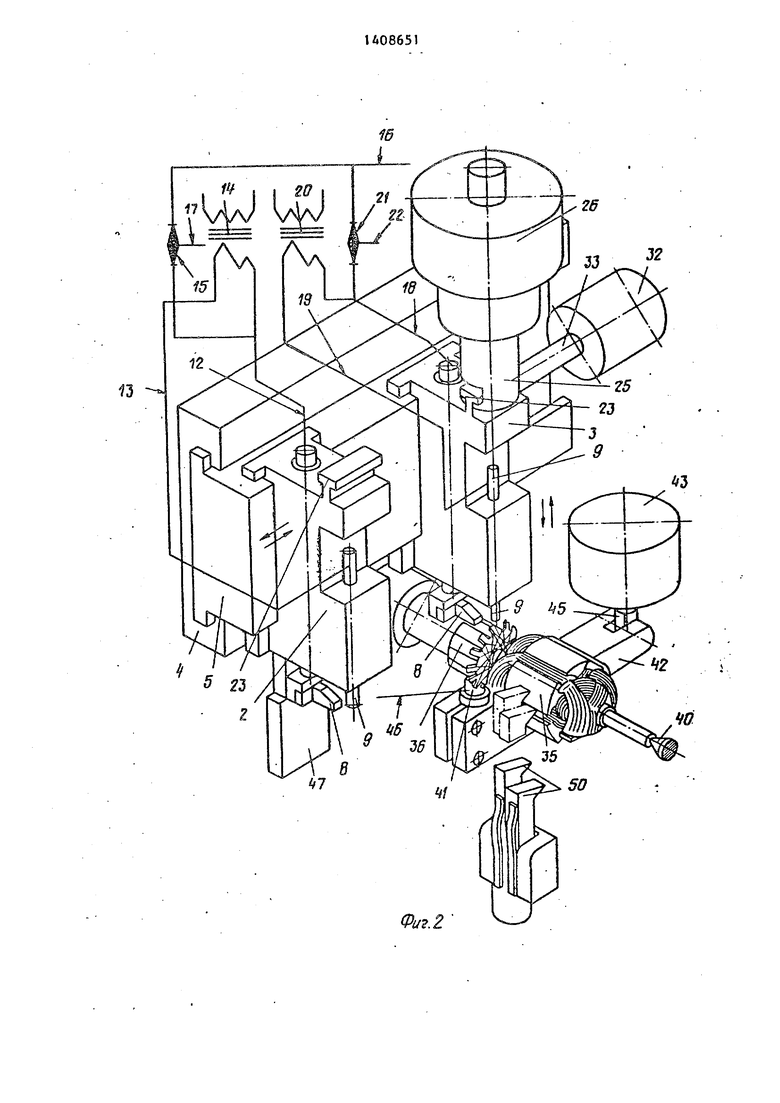
Перпендикулярно вертикального пе- ррмещения сварочных головок 2 и 3 под направляющими 4 с возможностью горизо5 тальиого возвратно-посгупа- тульиого перемеп1,ек1гя с помощью привода установлен меканкзм центровки ккЬ- ряц выполквииъ й в виде пиноли 34 с гнездом для помещения конца вала якоря 35 со стороны коллектора 36j штоком 37; и датчиком 38 наличия якоря, Соосно с пинольго ЗА с другой стороны якоря 35 расположен пиевмоцилиндр 39 со ШТОКОМ;, оканчивающимся центро - 40
С нижней стороны пиноли 34 под цяпнндрической частью коллектора 36 к перпендикулярно его оси установлен прижим 41 J закрепленны.й жестко на конце рычага 42j установленного с возможностью поворота вокруг неподвижной оси С помощью цилиндра 43 j штока 44 н тяги 45о Диаметр цилиндра. 43 и соотношение плеч рычага 42 подобраны для создания в процессе свар- 1СИ одинакового усилия сжатия коллектора 36 с диаметрапьно противополож-. ных сторон электродами 8 и 9 - с одной стороны и Прижимок 41 с другойр Давление воздуха в иилнндра:к 26 и 43, верхние полости которь:гх объединены общим воздухопроводом, отрегулировано в зав 1С Г-10сти от требуемого .усилия пр1-шатия неподвтсккого электрода 9 к коллектору 36 Б процессе сварки„ Opj-DKHM 41 изолирог.ан. от рычага 42 и снабжен токопроводом 46о
Для обеспечения надежного контакта электродов Вр 9 с ламелями коллектора 36 при пуске тока сварки глубина гнезда 24 1зьтол ена большей по сравнению с высотой горизонталь о й части Т-образного выступар а пру-жина 31 выполнена с больпл1М усилием5 чем
3
усилие пружины 10. При этом палец 30 установлен в штоке 25 с возможностью ввода в гнездо 24 для занятия свободного пространства между верхними плоскостями Т-образного выступа 23 и гнезда и создания необходимого зазора с целью облегчения перемещения Т-образного выступа 23 в гнезде 2Аа
На передней стенке станины 1 с обеих сторон пиноли ЗА установлены кронштейны А7 и А8, предназначенные для поддержания свободных от сопряжения со штоком 25 сварочных головок 2 и 3 и облегчения попадания Т-образ ного выступа вышеуказанных сварочных головок в гнездо 2А штока-25 во время перемещения ползуна 5 от одного крайнего положения в другое В момент нахождения одной из сварочных головок на рабочей позиции сварки . при .точном расположении электродов
8и 9 над коллектором 36j другая сварочная головка размещена в зоне регулирования и замены электродов 8 и
9с возможностью упора в кронштейны 47 или 48 для обеспечения свободного доступа при регуллровании или замене отработанных электродов 8 и 9 во время работы другой сварочной головки
Кронштейн 47 предназначен для выставления сварочной головки 2s а кронштейн 48 - для сварочной головки 3
Оси пиноли ЗА, пневмоцилиндра 39 с центром 40, привода вертикального перемещения сварочных головок, электроды 8, 9 сварочной головки, находящейся на рабочей позиции сварки, размещены в одной плоскости.
Для обеспечения проворота .якоря 35 на шаг коллектора 36 в зоне сварки станок снабжен имеющим возможност вертикального возвратно-поступательного перемещения от привода механизмом разворота и угловой ориентации якоря, вьтолненного в виде ползуна 49, снабженного подпружиненными со- бачка ш 50 в количестве, равном числу ламелей коллектора 36, приходящихся на один паз якоря 35, Для обеспечения поочередного выставления ламелей коллектора 36 под электродами 8 и 9 сварочных голонок 2 и 3 в зоне сварки подпружиненные собачки 50 при наличии двух и более ламелей на один паз якоря 35 сдвинуты друг относительно друга на соответствующий шаг.
0
5
О
0
5
по наружному диаметру сердечника якоря 35, .
Для обеспечения максимального отвода тепла в процессе сварки в элек- трододержателях 7 выполнены каналы для циркуляции воды.
Станок снабжен транспортером и механизмами загрузки заготовок и выгрузки готовой продукции
Станок для сварки коллекторов ра- . ботает следующим образом.
Якорь 35 подается механизмом загрузки и выгрузки якорей в зону загрузка станка, пиноль 34 подводится к якорю 35, и он захватывается гнездом пиноли 34, центруя конец вала якоря 35 со стороны коллектора 36, Одновременно с этим центр 40 с помощью пнев- моцилиндра 39 подводится к другому концу якоря 35, тем самым прижимая торец коллектора 36 к торцу пиноли ,
34и включая датчик 38 наличия якоря посредством конца вала якоря 35 и штока 37, После зажима якоря-35 и его центровки пиноль 34 отводится и якорь 35 с поджатым центром 40 переводится на рабочую позицию сварки коллектора 36, причем торец коллектора 36 прижимается к торцу пиноли 34 усилием, гасящим инерцию якоря 35 при его развороте на шаг вокруг своей осио Ползун 49 подводится к сердечнику якоря 35 и с помощью одно из подпружиненных собачек 50, попадающей в шлиц сердечника якоря, якорь
35проворачивается, выставляя тем самым, в конце хода ползуна А9 первую ламель коллектора 35 на рабочую позицию сварки под электроды 8 и 9, напр5шер, сварочной головки 3 (см положение собачек 50 фиг 2, штрих- пунктир), при этом ползун 5 находится в одном из крайних положений, на5 пример левом. После этого включается привод вертикального возвратно-поступательного перемещения сварочных головок. В верхние полости цилиндров . 26 и 43 подается давление, и палец 30 с помощью пружины 31 и поршня 27 пр1- жимается к верхней поверхности Т-образного выступа 23 ползуна 6, передвигая сварочную головку 3 к колг лектору 36. Электрод 8-прижимается к цилиндрической части коллектора 36 Одковременно с этим с диаметрально противоположной стороны коллектора
36прижимается прижим 41 посредством цилиндра A3, штока 44, тяги 45 н ры5
0
0
5
.5. . 1/408651
4Bta. 42e Так как веркнне полости ни- ш йщроя 26 и 43 объедш1е ш общш-i воз- дуХоводон и соот юшекиг диаметра ци- яи;|щра 43 н илеч рьгчагн 42 подобраны так что усилие развкаавмое npjfsjj--коя 41 равняется усилию развиваемому 26р то при работе станка f CHJiHG пркиима электродов 8 и 9 к. Коллектору 36 -всегда погашается , |(j анЬлогичнь м усилием пргшкма Alj, со- коллектору 36 с диаметральНО: протинополотгсиой сторо1гь р оставлял прИ этом в равиовесгш ось якоря 35в HojcJie 51р сг:атня электрода 8 к ланелл1 5 | j коЬлектора 36 его перемещение вниз пр екраздается и при дальнейшем спуске по|пзуна бй што к 11., сжимая пружину 10, углзгб-лнется в попз:т бо При со™
прИкосноватш неподв таатго электрода 9 с ламелью KojxneKTOpa 36 в точке сварки (при крючковом коллекторе с кptючкo s лаг-гелн) перемещение полззл в 6 сварочной головки .3 к вместе с нин пальца 30 прек ращаетс5Е5 после чего пружина 31 сжимаетсяJ увеллч1шая уси
20
ч м о
и
Из м
,н 1
jn|e сопршсосновекия электродов 8 и 9 С ламелью коллектора SBj, ойескечивая надежный контакто Затек посредством 28 включается дг1.тч1-ш;- 29;, подключается трансформач ор 20 сваркну пронодя сварочньш ток песР«йДС ЕОМ ГИбКШ4 ТОКОНрОЗОДОВ 18 к fSj
электродов 8 и 9 через замкнутую ла- М(бль коллектора 36, При этом,, ввиду . что неподвижный электрод 9 ivtrtfoHJieH из материала с. высоким элвк- -трич.-ескш4 сопротивлением, выступаю- щая нэ злектрододержатсшя 7 часть элек трода 9 в месте его контакта с ла™ .мйяьк} коллектора 36 нагреватеся в результате чего изоля дая вывода об., моткн якоря 35 в точке соедзшення- с ламелью коллектора 36 выжигается Одновременно с этим уменьшается твер- дость материала ламели вьшшуказанио- го коллектора в точке соприкоснове- 1дап .ее с электродом 9 После этого трансформатор 20 отклзочается Одно- иреиеино с этим верхний торец гнезда 2Л яодвод15 гсн с помощью штока 25 к веркией поверхности Г-образного вые- згупа ползуна б увеличивая при этом уснлне каж11 а неподв.ижного электрода & па ламель коллектора 36„ После иеньшетш твердости материала JUi и выжиганий изолящш вьгаЬда об- , WOTKH якоря 35 производится горэтев вдавливание очктценгюй от изоляции
(j
j
0
40
части намоточного .провода в тело ламели j. тем семьи обеспечивая контакт обмотки с коллектором 36 о
В процессе сварки для обеспечения иа сскмального отвода тепла от элек- трододеряателей 7 сварочг ых головок 2 и 3 в нтг подается в о да
Одновременно с,началом движения Изтока 25 к коллектору 36 пронзводит- сг ОТВОД, пол&уна 49 с подпрзпккненг1Ы°- мн собачками 50 1з искодное положение с
После отключения сварочного тока и окончания прнсоедишекия первого выводного конца обмоткк цилиндры 26 н 43 переключаются на обратиьй ход. при котором 41 и электроды 8 отводятся от поверхности
и
торп 36 шток 25 передвигается с
;оллек-- пи,нолыо поршня 27 в обратном направле- j;:HHo При этом палец 30 вьвдвкгается пружшшй 31 5 оставляя сЕЗрочк ута головку 3 нт-казен гшло ::енкн - После окон- хода пальца 30 при леремещеннн штока 25. вверх .гнездом 24 захватьша- ется Т-о6разнь й выступ 23 ползуна 6 а сварочная головка 3 вместе с непод- BHKHiJ tH электродом 9 передвигается в том ;ке вертикальном направлений о з гок с помощью под1тру)к шекного. яру,жя5Еой Ш штока И электрод 8 вьэд™ вигае гся нз ползугга 6о Затем гюсред- с гвом цилиндра 435 штока 44 тяги 45 и рычага 42 уменыпаатся давление на коллектор 36 с .KG.U его стороны и однов рег-senHO с освобождением поверхности коллектора 36 от злектродов , 8 и 9, удаляется и прижим 4i с по- . мощью проворота рычага 42 в обратном капраалении вокруг своей неподвижной оси о
1
После освобождения коллектора 36 .от электродов 8 и 9 и прижима 45 дается команда на разворот якоря 35 на шаг коллектора 36„ Ползун 49 подводкт- ся к сердечнику якоря 35 и в конце своего хода проворачивается с помощью одной из подпружшшннык собачек SOj попадающей в шлиц сердечника якоря
-. 35g выставляя следующую ламель на позицию сваркид после чего процесс сварки повторяется вновь, После снар- ки последней ламели до отвода .элек. гродов 8 и 9 токопроводом .22. подво3S ;,;щт11Я управляющей ток к семкстору 21 который открьшае гся и обмотка при- :оаренногр якоря 35 подсоединяется к шкафу управленнл через токопрозоды
45
16 и 18р шток 11в электрод 8 приким j токопровод АО и обжатые прижимом А1 и электродом 89 диаметрально рас- положеийые ламели коллектора 36 При этон контролируют качество сварки. Затем управляющий ток снимается с токопровода 22 семистор 21 закрывается в а электроды Bj 9 и прижим 41 отводятся от коллектора 36 о С помощью пиноли S i, приведенгюй в действие ПРИВОДОМ;,сваренный якорь 35 переводится из рабочей зоны сварки .в зону выгрузки, где он захватывается механизмом загрузки н выгрузки Затем пиноль 34 и центр АО раздвигаются в разные стороны вдоль оси яко ря 35, тем самым освобождая его (сМв фиг о 8)5 а механизмом загрузки и выгрузки годные якоря 35 укладываются на транспортер Одновременно в зоне загрузки подается следукнвдй необработанный якорь и процесс повторяется
При коиенде Не годен со шкафа управления бракованный якорь подает™ ся в бункер бракао После этого ползун 5 передвигается в закрепленных на станине 1 направл.якщих А в другое крайнее положение с помощью штока 33 привода 32э выставляя другую сварочную головку 2 в зону сварки о При этом со шкафа управления подается сигнал о необходимости замены отработанных электродов 8 и 9 новыми. Одновременно с этим механизмом загрузки и выгрузки в зону загрузки подается новый якорь и процесс сварки повторяется другой сварочной головкой. 2j в течение которого производится замена отработанных электродов В и 9 сварочной головки 3 новыми После занеиы указанных электродов производится сброс сигнала замены электродов.
При сварке коллекторов 36 сварочной головкой 2 ток сварки подается ИСТОЧНИКОМ х-ока 1А через гибкие токо- Проводы 12 и 13, а при контроле качества сварки управляющий ток токо- проводом 17 подводится к сенистору 15, после открытия которого oб 5oткa приваренного якоря 35 подсоединяется к шкафу управлени я через токопровод 12 и 16f шток П, электрод 8 прижим токопровод А6 н обжатые между прижимом А1 н электродом 8 диаметрально противополо2чно рзсположённые ламели коллектора 36
При использованли станка в гибком/ автоматическом производстве5 т,ее
5
0
5
0
при выпуске непрерывньм потоком различных типоразмеров изделий каждая сварочная голопка отрегулирована на определенный типоразмер якоря. В этом случае при загрузке станка в ткаф зтравления подается соответствующий сигнал и с помощью датчиков на пози- дии сварки над коллектором вставляет- ся соответствующая заданному типоразмеру сварочная головка Замена изно- , шейных электродов производится при сварке якоря другого типоразмерНа
Применением данного изобретения достигается повышение производительности труда за счет автоматической замены сварочных головок и перекрытия времени, требующегося на зямену изношенных электродов рабочим временем процесса сварки и в расширении сферы применения станка за счет воз- мЬяа1Ости встраивания его в. гибкое автоматическое производство к введение контроля качества изготовления,
5 Формула изобрет-ення i. Станок для контактной сварки кол. лекторов электрических машин ,содер-: жащий размещенные на станине механиз- t-гъг подачи, разворота и ориентации якоря, сварочн то головку с электрода- ьш н приводом их перемещения в виде пневмоцилидра и механизм поджатия коллектора о тличающийся тем5 что, с целью повьшения производительности и расширения эксплуатационных возможностей, он снабжен смонтировайными на станине дополнительной сварочной головкой, механизмом смены сварочных головок, выпол- . ненным в виде установленного в нап- ;. равляющих ползуна с гнездами для сварочных головокр механизмом центровки якоря, вьтолненным в виде соосно установленных пиноли с датчиком наличия якоря и центра, связанного со штоком привода, корпус каждой сварочной головки выполнен с Т-рбраэ- ным выступом, а шток привода перемещения электродов - с ответным гнездом для выступа большей глубины, чем высота горизонтальной части выступа, н с полостью, в которой раз- мещен подпружиненный палец с возможностью взаимодействия с Т-образным Выступом, механизм поджатия коллскто- ра выполнен в виде установленного против электродов при/кима, закрепленного на поворотном рычаге, связанном с приводом, соединенным с прлво-
0
5
0
5
0
5
ГА0865 1 0
дои перемещения электродов при этом2 Станок по По1б о т л и ч а иОСй штоя Ла электродов сварочной го-щ и и с и тег-ь что с цельго контроЯ09КИ иа позиция сварк н приводаля качества еоедашепия приж5Ф1 мекапе1 енещеш5Я электродов размсщсг-гы s
ОД91ОЙ SlROCKOCTlb„ . /
нзима подояаткк Koj-шектора снабжен токоподзодсм.
Ш-} rt.F-
W
ля качества еоедашепия приж5Ф1 мек
нзима подояаткк Koj-шектора снабжен токоподзодсм.


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для присоединения выводных концов катушек к ламелям коллектора якорей электрических машин | 1985 |
|
SU1585871A1 |
| Станок для фрезерования карманов во втулках | 1983 |
|
SU1151376A1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕРЕВОМЕТАЛЛИЧЕСКИХ БАЛОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254229C2 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
| Станок для намотки якорей коллекторных электрических машин | 1976 |
|
SU688962A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |

Изобретение относится к электромашиностроению и позволяет повысить производительность, расвтрить сферу примеиения станка и осуществить контроль качества изготовления. Станок состоит из сварочных головок с приводом их перемещения, механизмов загрузки и выгрузки, удаления брака, осевой ориентации якоря, разворота на шаг и угловой ориентации коллектора, электро- и пневмооборудования. Все механизмы размещены на общей станине. Механизмом загрузки якорь 35 подается на позицию осевой ориентации якоря, а затем в зону сварки. Ламель коллектора 36 ориентируется относительно сварочных электродов 8 и 9 и осуществляется поочередная сварка всех ламелей коллектора. По окончании сварки контролируется качество изготовления. Годные якори выдаются мехаиизмом выгрузки на транспортер, а бракованные - в бункер брака. Сварочная головка с наношенными электродами автоматически заменяется исправной без остановки техноло - гического процесса сваркн. 1 з.п. ф-лы, В ил. С/ с
JiJl.1
1Ъ
32
Фи.2
щиг. J
. (pas. Ч
Вода.
Вода
фаг. 5
Вода
p 1
fc%
N
| Патент ФРГ W , кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проспект фирмы Шлаттер на автоматическую машину для сварки коллекторов, 1980. | |||
