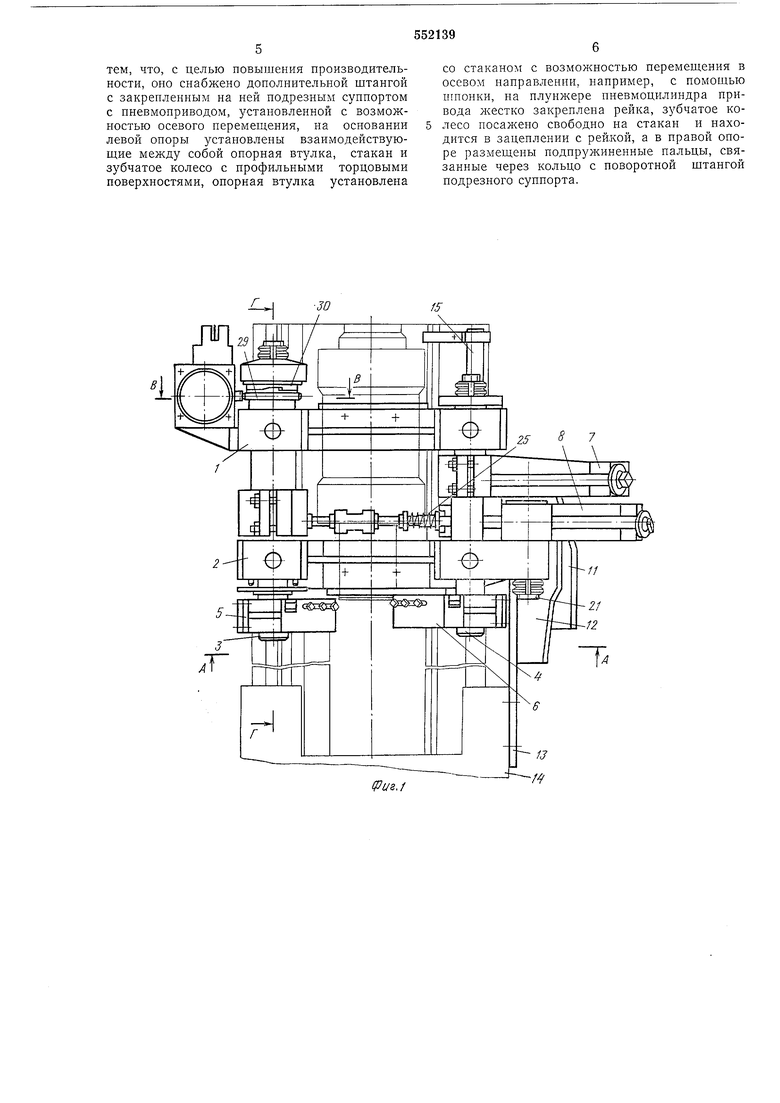
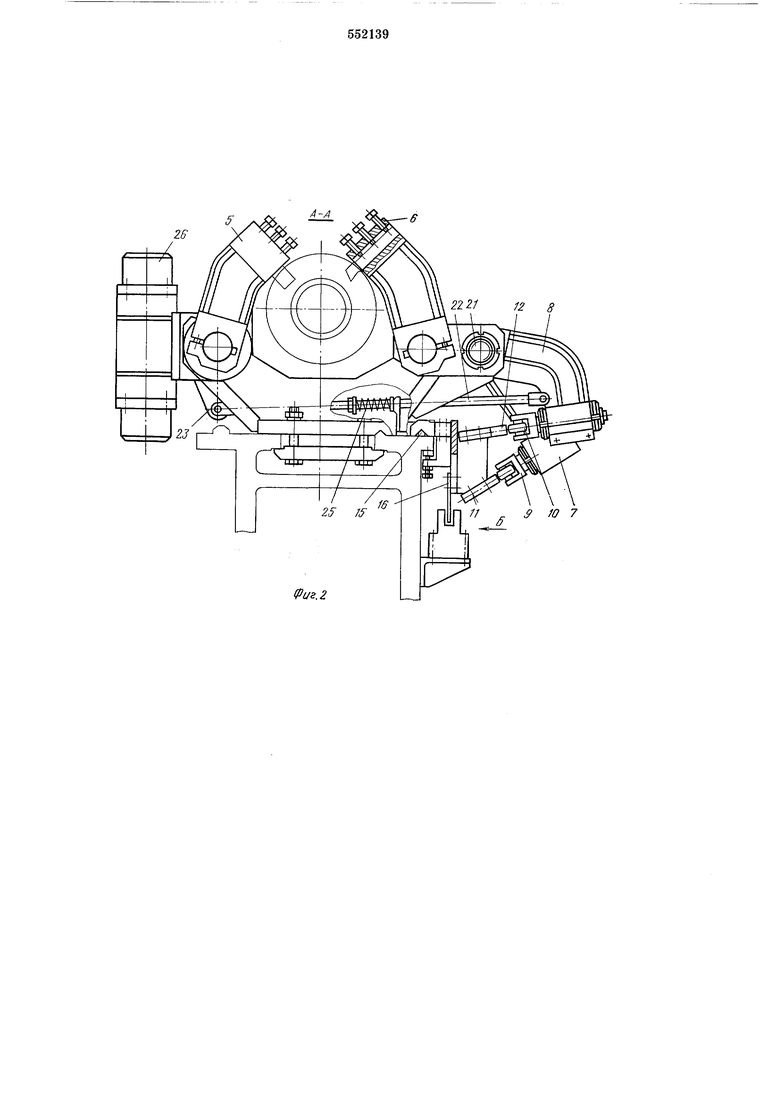
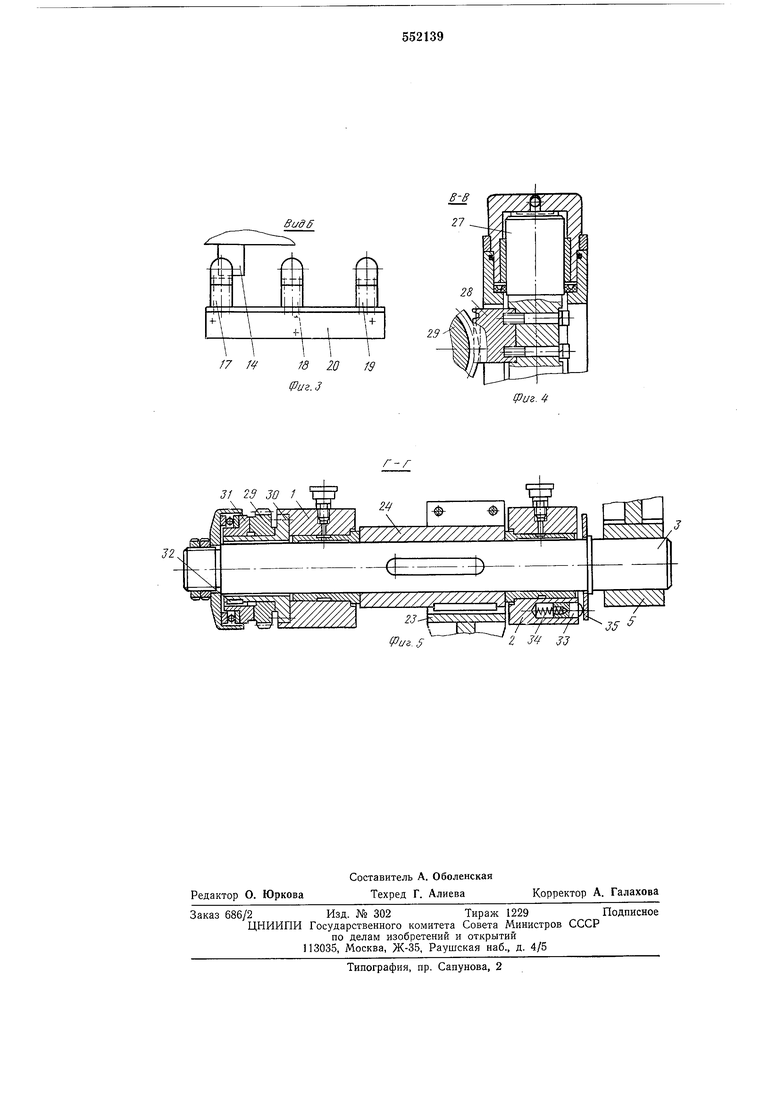
мощью планок. На подвиукной опоре 13 закреплена также пластпна 16 (см. фиг. 3), взаимодействующая с конечными выключателями 17, 18, 19, установленными на кронштейне 20, закрепленном на станине станка. Поворотный рычаг 7 жестко закреплен непосредственно на поворотной штанге 4,а поворотный рычаг 8 установлен на осп 21 (см. фиг. 2) и связан подпружиненной регулируемой тягой 22 с водилом 23, закрепленным на втулке 24 (см. фиг. 5), связанной шпонкой с поворотной штангой 3. Кинематическое замыкание ролика 10 рычага 7 с копирной лпнейкой И осуществляется за счет веса рычага, а в процессе обработки - силами резания. Кинематическое замыкание ролика рычага 8 с копирной линейкой 12 осуществляется за счет усилия пружины 25 (см. фиг. 2), а в процессе обработки - также силами резания.
Для осуществления врезания резца подрезного суппорта при подрезке торца детали устройство снабжено механизмом врезапия с независимой кулачковой подачей, содержащим закрепленный на левой опоре 1 пневмоцилиндр 26, плунжер 27 (см. фиг. 4) которого жестко соединен с рейкой 28, находящийся в зацеплении с зубчатым колесом 29, свободно посаженным на стакан 30 (см. фиг. 5) опоры 1. На торцовой поверхности зубчатого .колеса 28 выполнены три копирных выступа, которые входят в соответствуюпще пазы опорной втулки 31, связанной подвижно с помощью направляющей шпонки 32 со стакапом 30. В правом опоре 2 размещены пальцы 33, которые прижимаются пружинами 34 к кольцу 35, взаимодействующему с буртом поворотпой штанги 3, и обеспечивают таким образом контакт торцовой поверхности зубчатого колеса 29 с опорной втулкой 31.
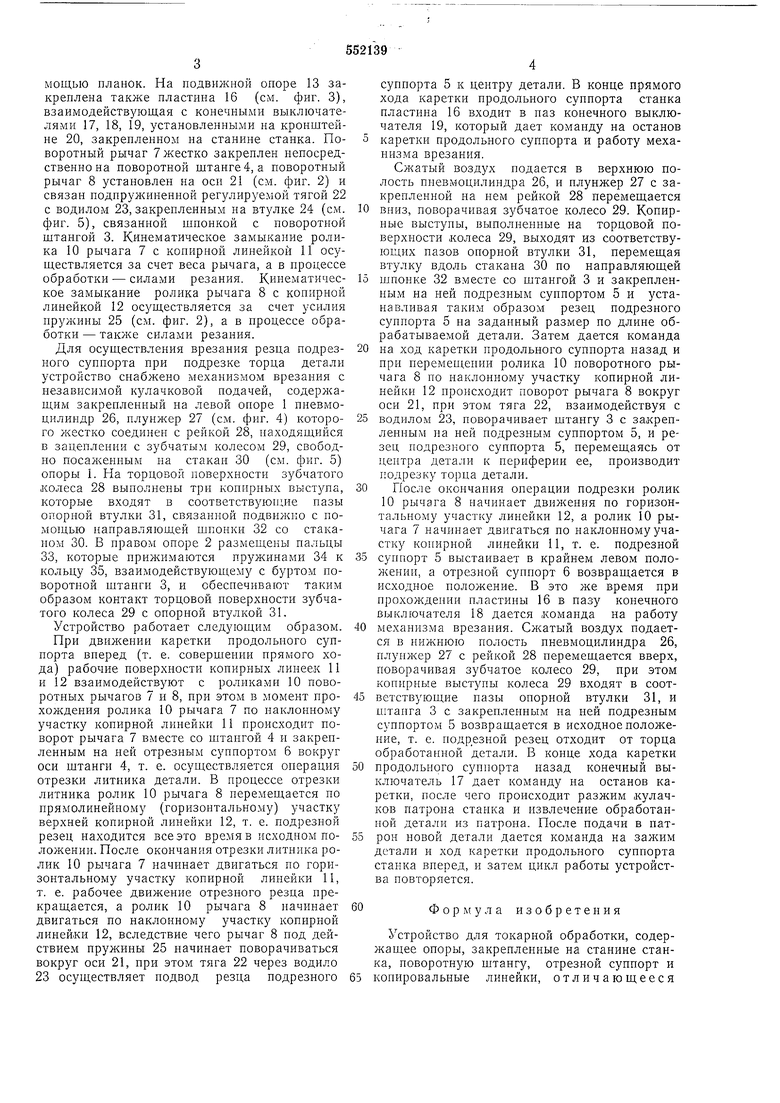
Устройство работает следующим образом. При движении каретки продольного суппорта вперед (т. е. совершеппи прямого хода) рабочие поверхиостп копирных линеек 11 и 12 взаимодействзют с роликами 10 поворотных рычагов 7 и 8, при этом в момент прохождения ролика 10 рычага 7 по наклонному участку копнрной лппейки 11 происходит поворот рычага 7 вместе со штапгой 4 и закрепленным на ней отрезным суппортом 6 вокруг оси штанги 4, т. е. осуществляется операция отрезки литника детали. В процессе отрезки литника ролик 10 рычага 8 перемещается по прямолинейному (горизонтальному) участку верхней копирной линейки 12, т. е. подрезной резец находится все это время в исходном положении. Носле окончания отрезки литника ролик 10 рычага 7 начинает двигаться по горизонтальному участку копирной линейки И, т. е. рабочее движение отрезного резца прекращается, а ролик 10 рычага 8 начинает двигаться по наклонному участку копирпой линейки 12, вследствие чего рычаг 8 под действием пружины 25 начинает поворачиваться вокруг оси 21, при этом тяга 22 через водило 23 осуществляет подвод резца подрезного
суппорта 5 к центру детали. В конце прямого хода каретки продольного суппорта станка пластина 16 входит в паз конечного выключателя 19, который дает команду на останов каретки продольного суппорта и работу механизма врезания.
Сжатый воздух подается в верхнюю полость ппевмоцилиндра 26, и плунжер 27 с закрепленной на нем рейкой 28 перемещается вниз, поворачивая зубчатое колесо 29. Копирные выступы, выполпенные на торцовой поверхности колеса 29, выходят из соответствующих пазов опорной втулки 31, перемещая втулку вдоль стакана 30 по направляющей шпонке 32 вместе со штангой 3 и закрепленным на ней подрезным суппортом 5 и устанавливая таким образом резец подрезного суппорта 5 на заданный размер по длине обрабатываемой детали. Затем дается команда на ход каретки продольного суппорта назад и при перемещении ролика 10 поворотного рычага 8 по наклонному участку копирной линейки 12 ироисходит поворот рычага 8 вокруг оси 21, при этом тяга 22, взаимодействуя с водилом 23, поворачивает штангу 3 с закрепленным па ней подрезным суппортом 5, и резец подрезного суппорта 5, перемещаясь от центра детали к периферии ее, производит подрезку торца детали.
После окопчания операции подрезки ролик 10 рычага 8 начинает движения по горизонтальному участку линейки 12, а ролик 10 рычага 7 начинает двигаться по наклонному участку конирной линейки II, т. е. подрезной суппорт 5 выстаивает в крайнем левом положении, а отрезной суппорт 6 возвращается в исходное положение. В это же время при прохождении пластины 16 в пазу конечного выключателя 18 дается команда на работу механизма врезания. Сжатый воздух подается в нижнюю полость пневмоцилиндра 26, плупжер 27 с рейкой 28 перемещается вверх, поворачивая зубчатое колесо 29, при этом копирные выступы колеса 29 входят в соответствующие пазы опорной втулки 31, и П1тапга 3 с закрепленным на ней подрезным суппортом 5 возвращается в исходное положение, т. е. подр езной резец отходит от торца обработанной детали. В конце хода каретки продольного суппорта назад конечный выключатель 17 дает команду на останов каретки, после чего происходит разжим кулачков патрона станка и извлечение обработанной детали из патрона. После подачи в патрон новой детали дается команда на зажим детали и ход каретки продольного суппорта станка вперед, и затем цикл работы устройства повторяется.
Формула изобретения
Устройство для токарной обработки, содержащее опоры, закрепленные на станине станка, поворотную штангу, отрезной суппорт и копировальные линейки, отличающееся
тем, что, с целью повышения производительности, оно снабжено дополнительной штангой с закрепленным на ней подрезным суппортом с пневмоприводом, установленной с возможностью осевого перемегцения, на основании левой опоры установлены взаимодействующие между собой опорная втулка, стакан и зубчатое колесо с профильными торцовыми поверхностями, опорная втулка установлена
со стаканом с возможностью перемещения в осевом направлении, например, с помощью П1ПОНКИ, на плунжере пневмоцилиндра привода жестко закреплена рейка, зубчатое колесо посажено свободно на стакан и находится в зацеплении с рейкой, а в правой опоре размещены подпружиненные пальцы, связанные через кольцо с поворотной штангой подрезного суппорта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной автомат | 1977 |
|
SU740414A1 |
| Устройство для термической резки | 1982 |
|
SU1147530A1 |
| Устройство для обработки деталей сложной формы | 1976 |
|
SU650722A2 |
| Механизм формообразования сложных поверхностей на токарном станке | 1989 |
|
SU1660847A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
| Станок для механической обработки | 1987 |
|
SU1512707A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| СУППОРТ КОЛЕСОТОКАРНОГО СТАНКА И ФАСОННЫЙ РЕЗЕЦ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1999 |
|
RU2152848C1 |
| Машина для изготовления форм центробежного литья | 1974 |
|
SU507398A1 |
| Отрезной автомат | 1975 |
|
SU555998A1 |
Фиг. 2
Buds
щ
/7 20 19
(Риг.З
СРиг. 31 23 30 1 Т Ч 2 3 7 33
