Ш/
со 4;ii.
со
Изобретение отчпснтся к переработке полимерных материалов и может быть использовано при изготовлении объемных изделий, в частности формующих элементов из эластомеров.
Цель изобретения - расширение технологических возможностей пресс- формы..
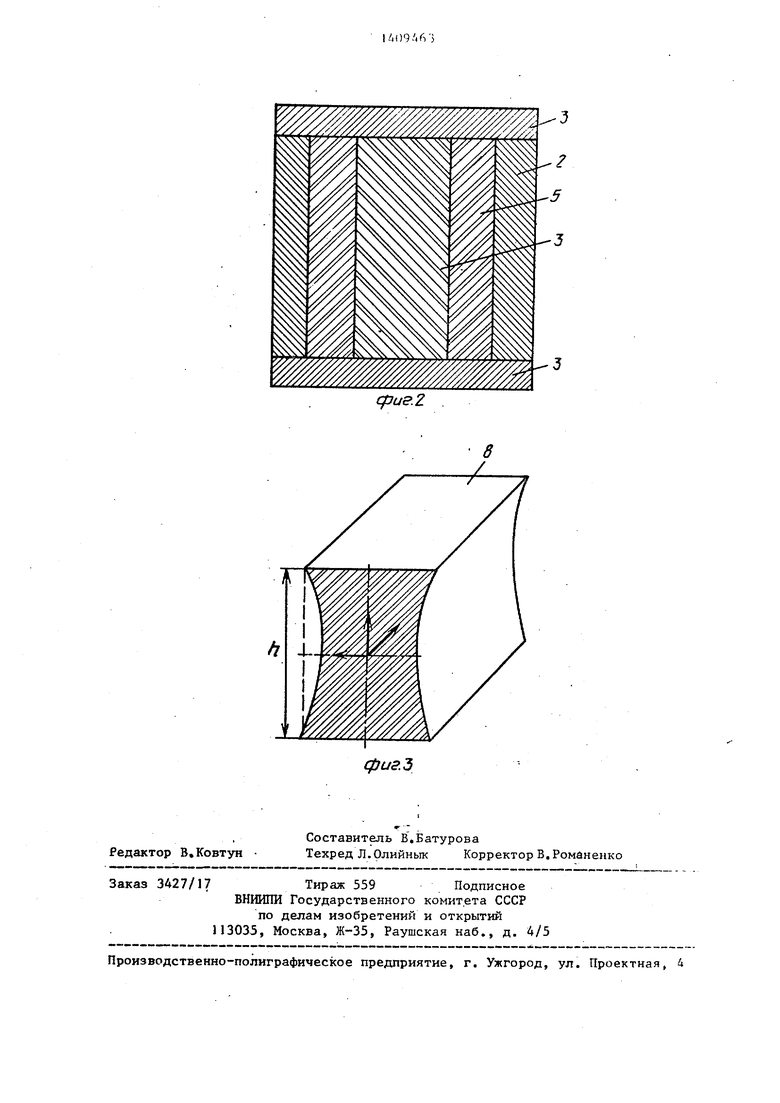
На фиг,I изображена предлагаемая . пресс-форма, разрез, (слева - в исходном положении, справа - в рабочем положении); на фиг.2 - горизонтальное сечение пресс-формь в рабочем положении; на фиг,3 -.отформованное изделие.
Пресс-форма для изготовления объемных изделий С профильной боковой поверхностью содержит аксиально подвижный жесткий пуансон 1, жесткую обойму 2 с боковинами 3 и эластичную матрицу 4, Матрица Д имеет в свободном состоянии плоскую боковую рабочую поверхность и высоту Н, большую номинальной высоты h формующей полости пресс-формы. Матрица 4 выполнена состоящей из вкладышей 5 с вергпикаль ными плоскостями разъема,
Вкладыпш 5 имеют в свободном состоянии высоту Н, превьшающую номи-- . нальную высоту h формующей полости на 10 - 30%
Количество вкладьшей 5 определяется количеством профильных граней изготовляемого объемного изделия. Если таких граней две (фиг.З), то и вкладьшей 5 должно быть два.
Если изделие имеет четыре грани, то вкладыши 5 должны быть установлены по всему периметру.обоймы. При формовании /(Цилиндрического изделия матрица выполняется в виде цилиндрического вкладыша Для удаления излишков материала из формующей полости имеются отверстия 6
Описание работы пресс-формы дается применительно к изготовлению эластичного; формующего элемента.
Пресс-форма работает следующим образом
В формующую полость закладывается резиновая смесь 7 и устанавливается, пуансон 1 Затем на последний воздействуют усилием, при котором происходит деформация вкладышей 5 по высоте на 10 - 30% В результате деформации
вкладыши приобретают высоту, равную номинальной высоте h формующей полости и заданный профиль боковой рабо чей поверхности. Одновременно происходит и формирование эластичного формующего элемента 8, в частности, с вогнутыми боковыми гранями Далее осуществляется вулканизация изделия
IQ в пресс-форме После этого снимается пуансон 1 и готовый элемент 8 извлекается из формующей полости В свободном состоянии после снятия прессующего усилия элемент 8 увеличива 5 ется по высоте и его боковые грани становятся плоскими Форму, приобретенную при формовании, изготовленный формзпощий элемент 8. приобретает : i вновь при эксплуатации. Для этого
20 необходимо, чтобы ширина вкладыша 2 была равна одной четвертой ширины матрицы, а ширина изделия 8 - половине ширины-матрицы
е Предлагаемая пресс-форма позволяет изготавливать в матрице, образованной вкладышами простейшей конфигурации, объемные изделия с профильной боковой поверхностью, что
удешевляет процесс изготовления последних ..
Формула изобретения
Пресс-форма для изготовления об
5 емных изделий с профильной боковой пове1)хностью, содержащая аксиально подвижный пуансон, жесткую обойму и установленную в последней эластичную матрицу, имеющую в свободном состоянии плоскую поверхность и высоту, большую номинальной высоты формующей полости,, и приобретающую в процессе прессования под воздействием на ее торец пуансона высоту,
равную номинальной высоте формующей полости, и заданный.профиль боковой рабочей поверхности, отличающаяся тем, что, с целью расширения технологических возможностей
0 пресс-формы, матрица выполнена состоящей из вкладышей с вертикальными плоскостями разъема, превышающих в свободном состоянии по высоте номинальную высоту формующей полости на
5 10 - 30%,:.
О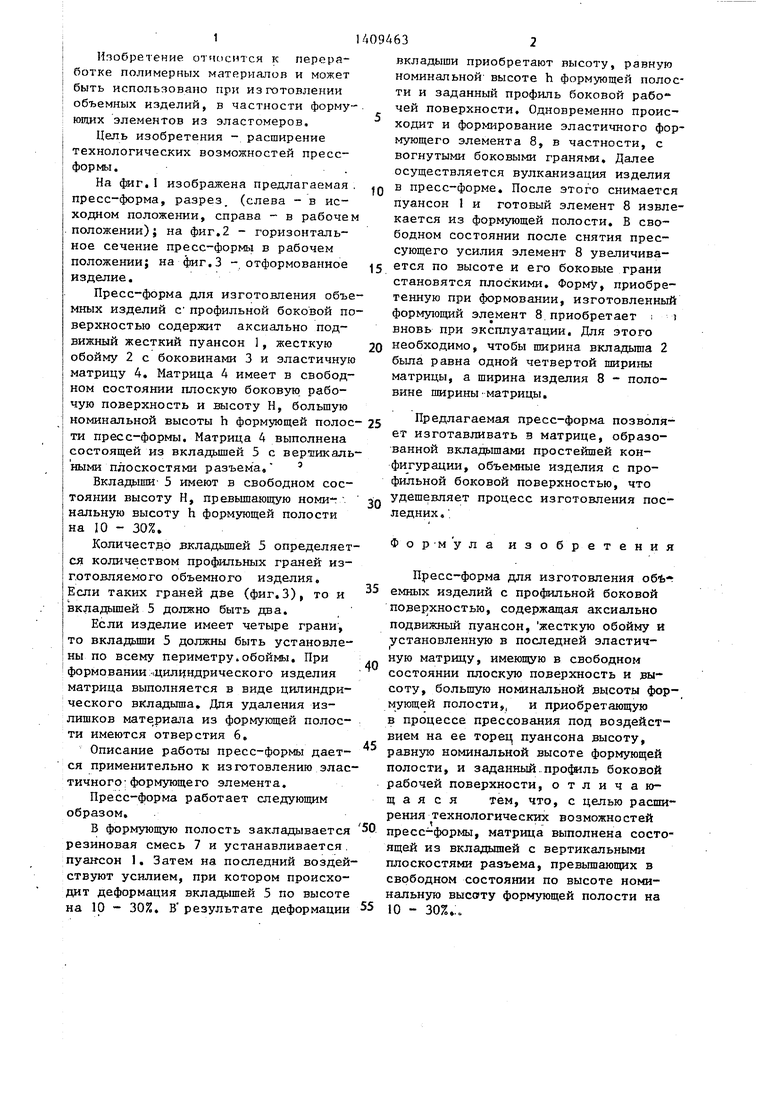
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления резиновых изделий | 1979 |
|
SU870176A1 |
| Пресс-форма для изготовления полимерных изделий | 1986 |
|
SU1369906A1 |
| Устройство для гидравлической штамповки тонкостенных полых деталей | 1986 |
|
SU1323154A1 |
| Эластичный формующий элемент для изготовления полимерных изделий с параллельными в сечении стенками | 1986 |
|
SU1430285A1 |
| Пресс-форма для изготовления изделий из полимерных материалов | 1987 |
|
SU1479299A1 |
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1107964A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| Пресс-форма для изготовления полимерных изделий | 1983 |
|
SU1140993A1 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2006 |
|
RU2301787C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2009 |
|
RU2391325C1 |
Изобретение относится к области переработки полимерных материалов и может быть использовано при изготовлении объемных изделий, в частности формующих элементов из эластомеров. Цель изобретения - расширение технологических возможностей пресс-формы. Дпя этого эластичная матрица выполнена состоящей и вкладышей 4 с вертикальнь1ми плоскостями разъема. Вкладыши 4 в свободном состоянии имеют высоту Н, превышающую номинальную высоту h формующей i полости на 10- 30%.В процессе формования изделия 8 под воздействем пуансона 1 вкладыши 4 деформируются и приобретают высоту, равную-номи- нальной высоте h, формующей полости. При этом их рабочая боковая поверх- i ность из плоской становится выпуклой. 3 ил. с (g сл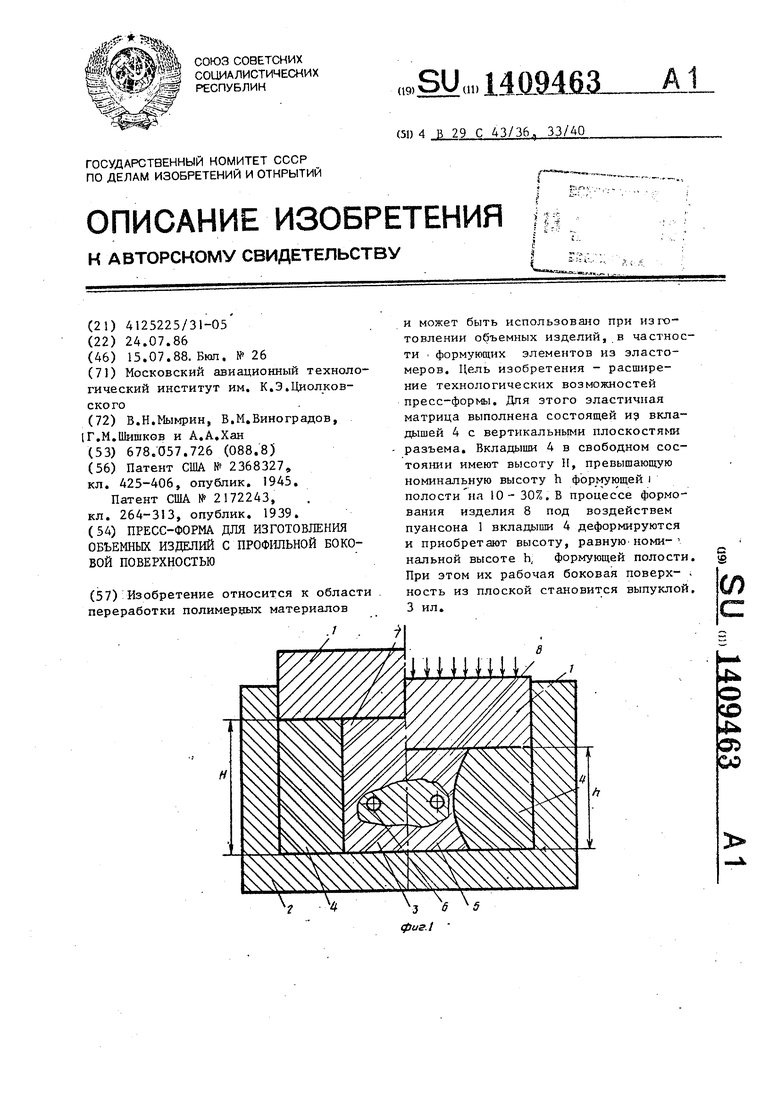
ери г. 2
| СПОСОБ ЛЕЧЕНИЯ РЕТРОДУОДЕНАЛЬНЫХ ПЕРФОРАЦИЙ ПОСЛЕ ЭНДОСКОПИЧЕСКОЙ ПАПИЛЛОСФИНКТЕРОТОМИИ | 2008 |
|
RU2368327C1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Приспособление, предназначаемое для предохранения от попадания предметов под колеса трамвая | 1925 |
|
SU1945A1 |
| ЛИНИЯ УТИЛИЗАЦИИ ИЗНОШЕННЫХ ШИН | 2000 |
|
RU2172243C1 |
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Приспособление для пересылки пчелиных маток | 1925 |
|
SU1939A1 |
