40
дулем упругости, превышающим модуль упругости материала формующего элемента 5.
Пресс-форма работает следующим образом.,с
На формующем элементе 2 собирается пакет-заготовка изделия 10 и он помещается в матрицу 1. Затем опускается пуансон 4 до упоров 6 и стягивается с матрицей при помощи болтов 2 через упругие элементы 3, причем усилие, создаваемое упругими элементами 3, воспринимается упорами 6. Собранная пресс-форма помещается в термостат и нагревается до температуры формования. В процессе нагрева увеличивается объем формующего элемента 2 и нарастает давление в формующей полости пресс-формы. Одновременно с этим увеличивается объем вкладышей 8,
При создании в пресс-форме заданного давления усилие на металлический пуансон 4, создаваемое формующим элементом 5 и вкладышами 8, становит45
50
ного пластика происходит под давлением, а следовательно, предотвращает ся возможность коробления, растрескивания и расслаивания изделий.
Формула изобретения
Пресс-форма для изготовления изделий из полимерных материалов, содержащая металлическую матрицу, связанный с ней через упругие элемен ты пуансон и эластичный формующий элемент, отличающаяся тем, что, с целью повышения качества изделий за счет поддержания давления в процессе охлаждения пресс-фор- мы, она снабжена откидными упорами, шарнирно смонтированными на матрице с возможностью взаимодействия свободными концами с пуансоном, упругими вкладышами и выполненными на пуансоне выступами для взаимодействия с упругими вкладышами, причем вкладыши выполнены из материала с объемным мося большим усилия .упругих эпементов 3. дулем упругости большим, чем у матеного пластика происходит под давлением, а следовательно, предотвращается возможность коробления, растрескивания и расслаивания изделий.
0
5
0
Формула изобретения
Пресс-форма для изготовления изделий из полимерных материалов, содержащая металлическую матрицу, связанный с ней через упругие элементы пуансон и эластичный формующий элемент, отличающаяся тем, что, с целью повышения качества изделий за счет поддержания давления в процессе охлаждения пресс-фор- мы, она снабжена откидными упорами, шарнирно смонтированными на матрице с возможностью взаимодействия свободными концами с пуансоном, упругими вкладышами и выполненными на пуансоне выступами для взаимодействия с упругими вкладышами, причем вкладыши выполнены из материала с объемным мо
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления полимерных изделий | 1986 |
|
SU1369906A1 |
| Пресс-форма для изготовления объемных изделий с профильной боковой поверхностью | 1986 |
|
SU1409463A1 |
| Пресс-форма для полимерных изделий с поднутрениями | 1985 |
|
SU1326437A1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| Пресс-форма для литья под давлением | 1978 |
|
SU710775A1 |
| Прессующая установка для формования железобетонных изделий и ее элементы | 1991 |
|
SU1838100A3 |
| КАРКАС ПОВОРОТНОГО СОПЛА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВЫКЛАДОЧНО-ПРЕССОВОЧНАЯ ОСНАСТКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2551467C1 |
| Способ изготовления изделий под давлением из высокопрочного фибробетона | 2016 |
|
RU2641363C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И МЕХАНИЗМ БОКОВОГО ОБЖАТИЯ | 2004 |
|
RU2274547C2 |
| Пресс-форма для прессования изделий из порошка | 1986 |
|
SU1359073A1 |
Изобретение относится к области переработки материалов в изделия и предназначено для прессования изделий, в частности из полимерных композиционных материалов. Цель изобретения - повышение качества изделий за счет поддержания давления в процессе охлаждения пресс-формы. Для этого на матрице 1 шарнирно смонтированы откидные упоры 6 с возможностью взаимодей- ствия свободными концами с пуансоном 4. В матрице 1 выполнены пазы 7, в которых размещены упругие вкладыши 8. Вкладыши 8 выполнены из материала с объемным модулем упругости большим, чем у материала эластичного формующего элемента 5. На пуансоне 4 выполнены выступы 9 для воздействия на упругие вкладыши 8. При охлаждении пресс-формы вкладыши 8 и элемент 5 уменьшаются в объеме, а пуансон 1 с помощью упругих элементов 3 опускается, что позволяет сохранить постоянное давление на изделие 10. 1 ил.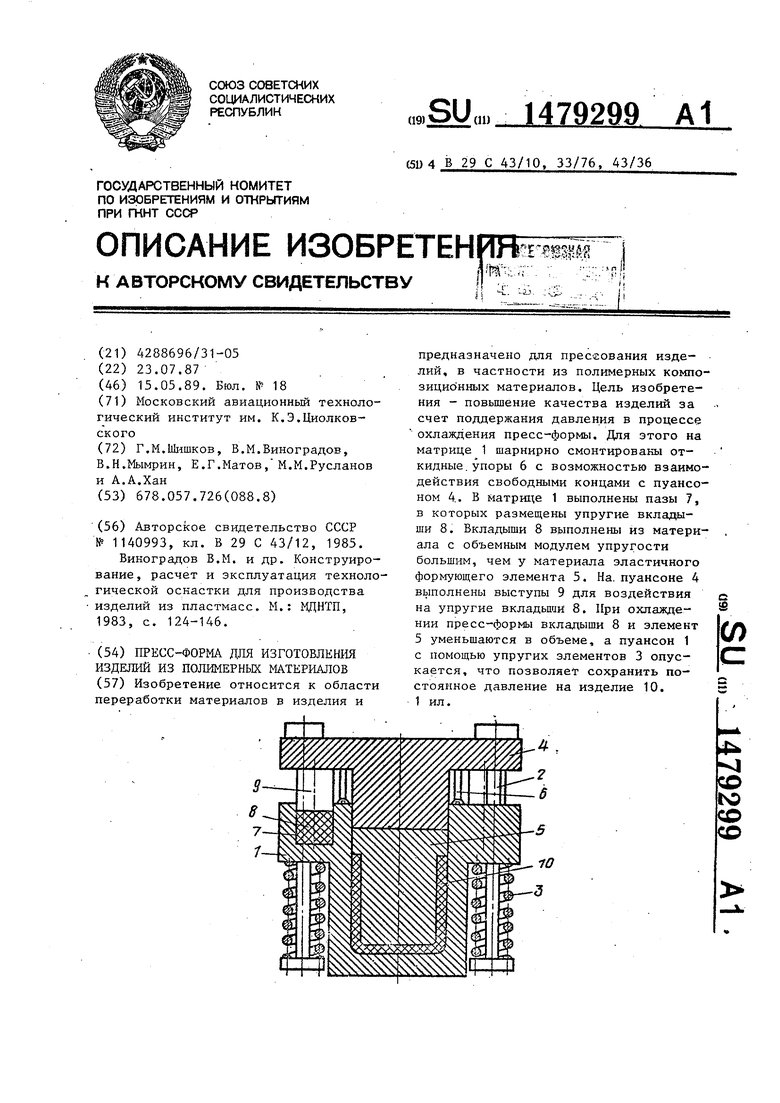
| Пресс-форма для изготовления полимерных изделий | 1983 |
|
SU1140993A1 |
| Солесос | 1922 |
|
SU29A1 |
| Виноградов В.М | |||
| и др | |||
| Конструирование, расчет и эксплуатация технологической оснастки для производства изделий из пластмасс | |||
| М.: МДНТП, 1983, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
