tsd
00 «lib
Изобретение относится к высокочастотной электротермии и может быть использовано для стабилизации конечной температуры стальных изделий, предназначенных для закалки при нагреве ор|новременным способом.
Цель изобретения - повышение качества закалки изделий путем стабилизации конечной температуры нагрева изделий с различными теплофизическими свойствами.
Способ обеспечивает повьшение точности нагрева в тех спУчаяк, когда успония нагрева от изделия к изделию из ос на
мер, изменения зазора между индуктоп ром и изделием, прецессией .режима наг ре ВОВ. В реальных условиях зазор мо- жегг изменяться за счет износа гтанка и за
1еняются, а режим работы установки гается расчетным. Изменение условий грева происходит вследствие, напридопусков на изготовление, а режим счет смены индуктора.
Кроме того, величины злектромагнит ныЬс и тепловых параметров конструкционных сталей не гостируются а в ряде ркспериментов установлено, что, нап- , удельная электропроводность стали разных отливок может отличать- ся на 40%.
Все это приводит к изменению формы и величины связанного с изделием электромагнитного поля, рассеиваемого индукторов, к изменению характера распределения этого поля в изделии и
изменению скорости нагрева до заданной температуры. Таким образом, пря заданном времени нагрева и расчетном режиме работы индуктора изделие достигает температуры, отличающейся от| расчетной.
I Расчетные время и параметры уста- но|вки определяются по заданной геомет ри системы индуктор - изделие (зазор по| справочным данным об электромагнит ны|к свойствах ее материала. При этих условиях получается расчетное значе-. HHte скорости нагрева.
.Измерение истинного времени нагрева до точки Кюри показывает истинную скЬрость нагрева,,т.е. способность конкретного изделия нагреваться в кон системе индуктор - изделие, а не расчетную.
Отношение времени нагрева до точки Кюри ко времени их нагрева после тоМки Кюри является практически пос- тойнной величиной и может быть задано
Измерение истинного времени нагрева до точки Кюри и определение заданного времени нагрева (от точки Кюри до заданной .температуры) путем умножения расчетного времени на коэ(1)фици- ент, равньй отношению истинного времени нагрева изделий до точки Кюри к расчетному времени их нагрева до точки Кюри, обеспечиват учет, при дальнейшем нагреве, факта изменения скорости нагрева.
Способ был опробован на макете закалочной установки.
На чертеже представлена экспериментальная установка для регистрации изменения параметров при нагреве заготовки под закалку.
Установка содержит источник питания 1, конденсаторную батарею 2„ индуктор 3, коммутируемый ключом 4, зазор 5, деталь 6, фотопирометр 7,, за- датчик 8 режима работы установки, электросекундомер 9, индуктор 10, фотопирометр 11, кинокамеру 12.
Для проведения эксперимента собиралась схема, состоящая из источника питания 1, контура нагрузки, состоящего из конденсаторной батареи 2, накладного индуктора 3, коммутируемого ключом 4. Ключ 4 включает нагрев и секундомер 9 одновременно. Индуктор, в котором производился нагрев детали 6, накладывается на нее с зазором j5. При различных (0,5 - 2 мм) значениях зазора 5 между индуктором 3 и деталью 6 задавалось и стабилизировалось напряжение на источнике питания 1, С помощью фотопирометра 7 измерялась температура на нагреваемом участке детали. Киноаппаратом 12 регистрировались показания прибора, измеряющего температуру, и шкала электросекундомера 9. Определялись времена нагрева деталей до точки Кюри (750) и от точки Кюри до 900°, Вычисляглись отношения полученных значений времени нагрева деталей после точки Кюри к значениях времени их нагрева до нее. Эти отношения получились равны-t ми -1,0, в то время как сами времена нагрева до заданной температуры изменялись в пределах 6,5 - 9,0 с.
Результаты экспери мента сведены в таблицу.
Реализация предлагаемого способа дает возможность учета изменившихся условий нагрева и позволяет повысить точность, а именно разность между
314
расчетным значением времени и времени, полученным экспериментально, составляет (+0,72) - (-1,09) с, а разность между значением времени, определенным по предлагаемому способу и полученным экспериментально, составляет (+0,18) - (-0,2) с.
время нагрева каждого изделия до точки Кюри и заданное время после точки Кюри корректируют пропорционально отношению истинного и расчетного времен до точки Кюри.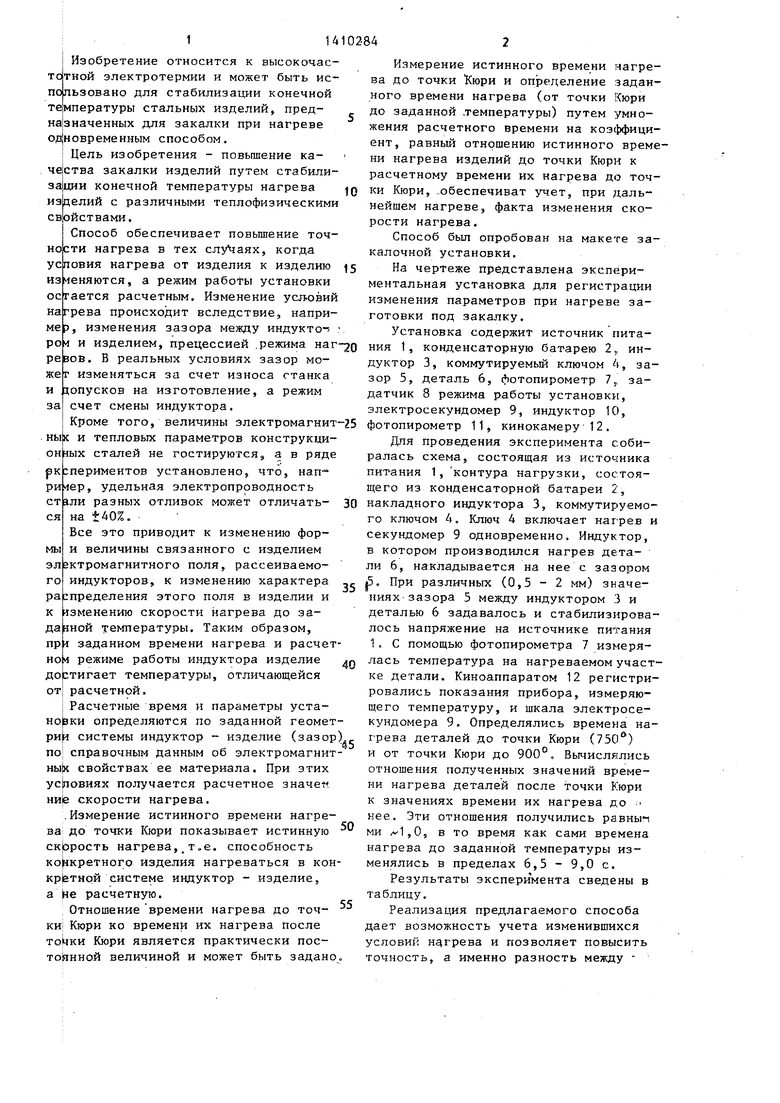

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционного нагрева плоского кольцевого ферромагнитного изделия | 1984 |
|
SU1179556A1 |
| Способ управления индукционным нагревом деталей | 1982 |
|
SU1036770A1 |
| Способ управления процессом индукционного нагрева | 1978 |
|
SU779413A1 |
| СПОСОБ ТЕРМООБРАБОТКИ СВАРНЫХ ШВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2384632C2 |
| Способ закалки | 1981 |
|
SU971893A1 |
| Способ спекания заготовок из металлических порошков | 1988 |
|
SU1653899A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ИНДУКЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2017587C1 |
| СПОСОБ УПРАВЛЕНИЯ РЕЗОНАНСНЫМ ИНВЕРТОРОМ СО ВСТРЕЧНО-ПАРАЛЛЕЛЬНЫМИ ДИОДАМИ | 2005 |
|
RU2289195C1 |
| СПОСОБ ПРОКАТКИ И ТЕРМООБРАБОТКИ СЛИТКОВ ИЗ УРАНА | 2001 |
|
RU2210441C2 |
| Применение двухчастотного индукционного комплекса для нагрева стальных ферромагнитных заготовок под пластическую деформацию | 2022 |
|
RU2799484C1 |
Изобретение относится к электротехнике. Цель - повьш1ение качества закалки изделий. В результате проведенных экспериментов было выяснено, что отношение времени нагрева деталей до точки Кюри ко времени их нагрева после точки Кюри является практически постоянной величиной, и поэтому может быть задано. Определение задан- но го времени нагрева детали (от точки Кюри до заданной температуры) путем умножения полученного времени на коэффициент, равный отношению расчетного времени нагрева деталей вьш1е точки Кюри к расчетному времени их нагрева до точки Кюри, обеспечивает учет при дальнейшем нагреве факта изменения скорости нагрева. 1 ил., 1 табл.
Формула изобретения
Способ управления процессом индукционного нагрева изделий, при котором определяют рассчетное время нагрева до и после точки Кюри, во время нагрева поддерживают на индукторе постоянное напряжение, контролируют момент времени достижения нагретой части изделия температуры точки Кюри и отключают нагрев через заданное время nocfjie прохождения точки Кюри, отличающийся тем, что, с целью повьшения качества закалки изделий путем стабилизации конечной температуры нагрева изделий с различ- ными теплофизическими свойствами, дополнительно контролируют истинное
Редактор Н, Горват
Составитель О. Турпак Техред М.Ходанич
Заказ 3497/58
Тираж 832
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Гаушская наб., д. 4/5
10
Истинное время до (.) Кюри
4,5 3,25
А,5 3,25
6,5
8,8 с 6,68
Корректор Г. Решетник
Подписное
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ автоматического регулирования индукционного высокочастотного нагрева стальных изделий | 1960 |
|
SU144188A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
