ю
Изобретение относится к обработке металлов давлением и может быть использовано, например, для гибки труб и профильного металлопроката,
Цель изобретения - снижение энергоемкости процесса изгиба металлопроката и уменьшение отходов в виде прямолинейных концов.
Способ осуществляется следующим образом.
Изгибаемая заготовка, например труба, разбивается на равные участки и устанавливается в подающий механизм который перемещает ее в индуктор, где происходит нагрев первого участка трубы. При достижении требуемой тем-. пературы трубу перемещают на дхшну участка в зону гибки В это время в индукторе находится второй участок трубы. В прессе к первому участку трубы прикладывают одновременно два поперечных неравных усилия: деформирующее (меньшее) усилие к передней Iчасти участка трубы по ходу ее движе |ния и, усилие (большее) зажима к задней части участка При этом после окончания гиба усилия снимаются, и в зону гибки подается второй участок трубы, а в индуктор третий. Перио- |дическим прикладыванием поперечных усилий к каждому участку трубы осу- |ществляют ее изгиб на требуемый ра- диус.
На фиг о 1 показано устройство пе- ред началом гибки; на фиг, 2 - то же в конце гибки первого участка о
Устройство содержит станину I, на которой установлен механизм продоль- |Ной подачи MerajinonpOKaTa 2, гибоч- |ный узел, состоящий из привода 3,шар «ирно соединенного с водилом в виде ;вуплечего рычага 4 с гибочным элементом 5,шарнирно установленного на большем плече рычага
Устройство содержит съемные башмаки 6 и 7 и индукционный нагреватель 8, установленньй перед зажимом 9, который имеет подвижную часть 10, шарнирно установленную на меньшем плече рычага 4,, Расстояние мелсду за- ясимом 9, гибочным элементом 5 и башмаком 7 равно конструктивно выбранной длине изгибаемого участка метап- попрската
Устройство работает следующим обра зом.
MeTajmonpoKaT 2 устанавливают в механизм продольной подачи и включают продольную подачу« Участок металлопроката 2, проходя сквозь индукционный нагреватель 8, разогревается до требуемой температуры и поступает в зону гиба между съемными башмаками 6 и 7, зажимом 9 и гибочным элементом 5 Затем включается привод 3 узла гиба, например, от датчика позиционирования, рычаг 4 опускается, фиксируя металлопрокат в зажиме и прикладывая усилие через гибочный элемент 5 к изгибаемому участку.
После того как изгибаемый участок достигнет башмаков 6 и 7 привод 3 возвращает рычаг 4 в исходное положение Дальше цикл повторяется„
Использование предлагаемого способа гибки металлопроката обеспечивает по сравнению с известными значительную экономию электроэнергии за счет разгрузки привода механизма продольной подачи на.величину продольного усилия.
Формула изобретения
Г. Способ изготовления изогнутых изделий из. заготовок в виде,металлопроката путем поэтапного деформирования по участкам, включающий нагрев изгибаемого участка, приложение зажимающего усилия к заготовке со стороны недеформированной части трубы и приложение деформирующего усилия к переднему концу изгибаемого участка, отличающийся тем, что, с целью снижения энергоемкости и уменьшения отходов, на каждом этапе деформирования усилие зажима и деформирующее усилие прикладывают одновременно, при этом усилие зажима - к заднему концу изгибаемого участка, а нагрев участка осуществляют перед приложением усилий.
2. Устройство для изготовления изогнутых изделий, содержащее установленные на станине зажим и гибочный узел, включающий гибочный элемент, установленный с возможностью поворота на водиле, связанном с приводом, а также индукционный нагреватель, отличающееся тем, что оно снабжено съемными гибочными башмаками, установленными по другую сторону от подачи относительно водила, водило выполнено в виде двуплечего рычага с разновеликими плечами, на большем из плеч которого шарнирно установлен гибочный элемент, зажим выполнен из подвижной и.неподвижной частей, а подвижная часть зажима шарнирно установлена на меньшем плече водила, индуктор размещен перед зажимом со стороны подачи с возможностью нагрева всего изгибаемого участка одновременно.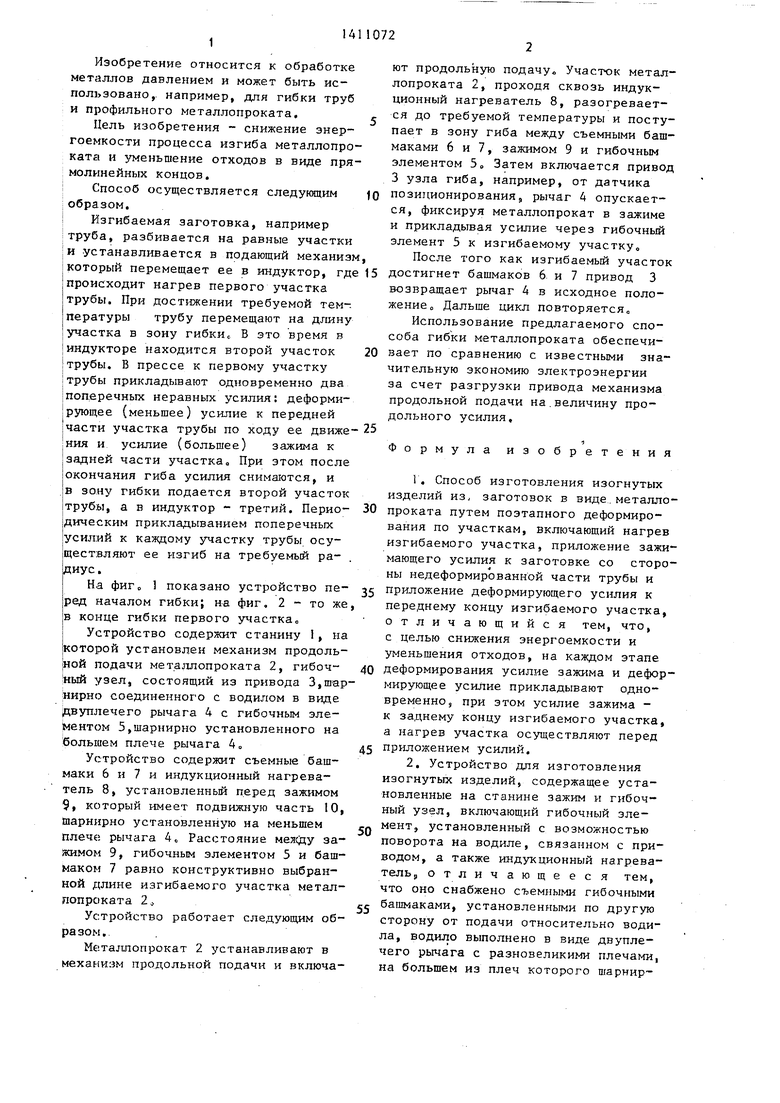
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки металлопроката | 1985 |
|
SU1319970A1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Станок для гибки труб | 1976 |
|
SU647035A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРЕДВАРИТЕЛЬНО ОРЕБРЕННЫХ ПРЯМЫХ ТРУБ | 2000 |
|
RU2190817C2 |
| Устройство для холодной гибки труб | 1990 |
|
SU1770001A1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ЭЛЕМЕНТА ИЗ ТОЛСТОСТЕННОЙ ТРУБЫ ДЛЯ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2012 |
|
RU2510840C1 |
| СПОСОБ ГИБКИ ЗМЕЕВИКОВ | 1991 |
|
RU2014926C1 |
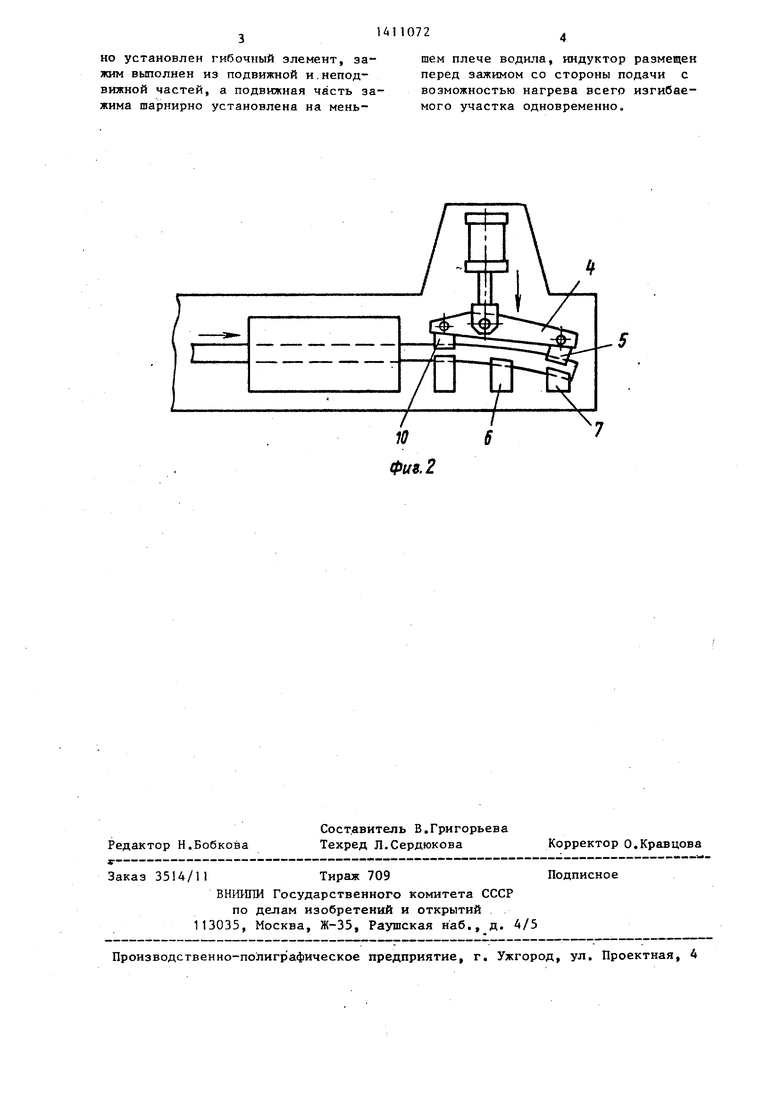
Изобретение относится к обра- ботке металлов давлением и может быть использовано, например, для гибки труб и профильного металлопроката (М). Цель - снижение энергоемкости процесса изгиба М и уменьшение отходов в виде прямолинейных концов, М разбивают на равные участки и передающим механизмом подают в индуктор, где нагревают последовательно все участки М. К нагретому участку прикладывают одновременно два поперечных усилия: деформирующее (большее) к передней части участка по ходу движения и зажима (меньшее) - к задней части участка. После окончания гибки поперечные усилия снимаются и в зону гибки из индуктора подается второй участок. Устройство для осуществления способа содержит сьемные гибочные башмаки 6 и 7 и двуплечий рычаг 4. На большем плече рычага 4 шар- нирно установлен гибочный элемент 5, на меньшем - подвижная часть 10 зажима 9, Устройство содержит также индуктор 8, обеспечивающий нагрев всего изгибаемого участка одновременно Изгиб по участкам снижает энергоемкость за счет исключения продольного усилия во время гибки. 2 с.п. ф-лы, 2 ил. «
Фиг. 2
| Трубогибочный станок с индукционным нагревом | 1981 |
|
SU984564A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Станок для гибки труб | 1979 |
|
SU844098A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
