Изобретение относится к изготовлению пространственных арматурных каркасов же- лезобетонных труб преимущественно большого диаметра и является усовершенствованием изобретения но авт. св. № 1440648.
Цель изобретения - улуч1иение качества сварки за счет конструктивно о улучшения сварочной головки.
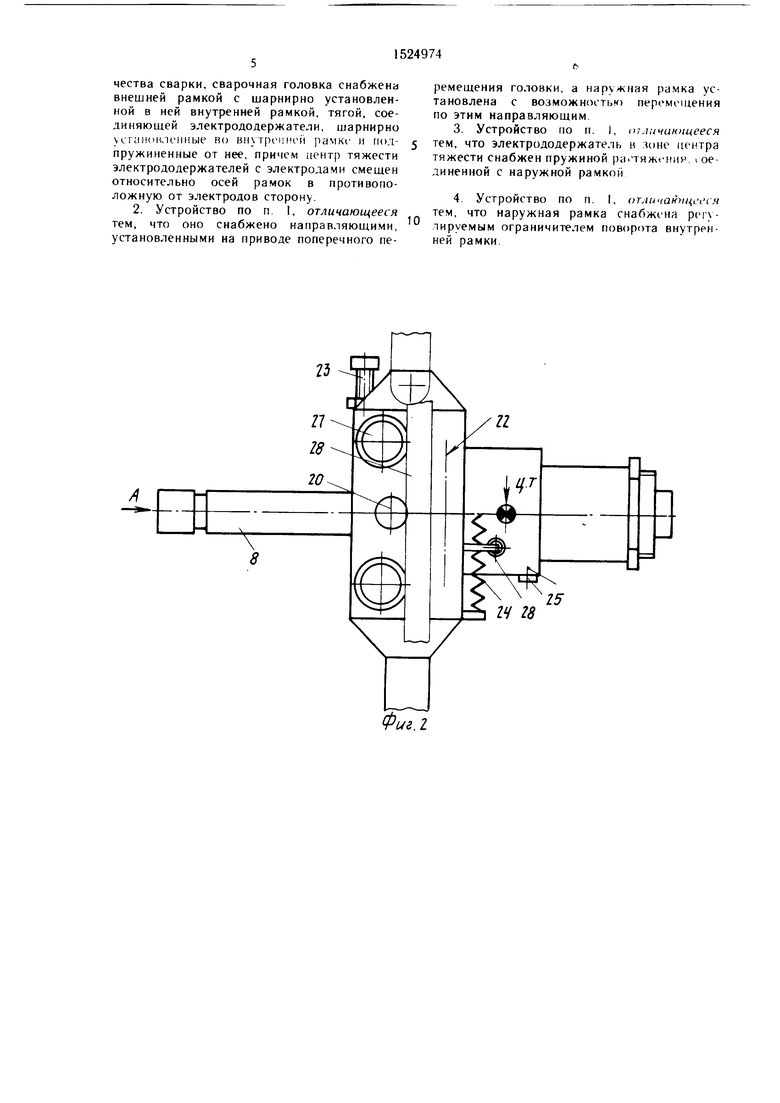
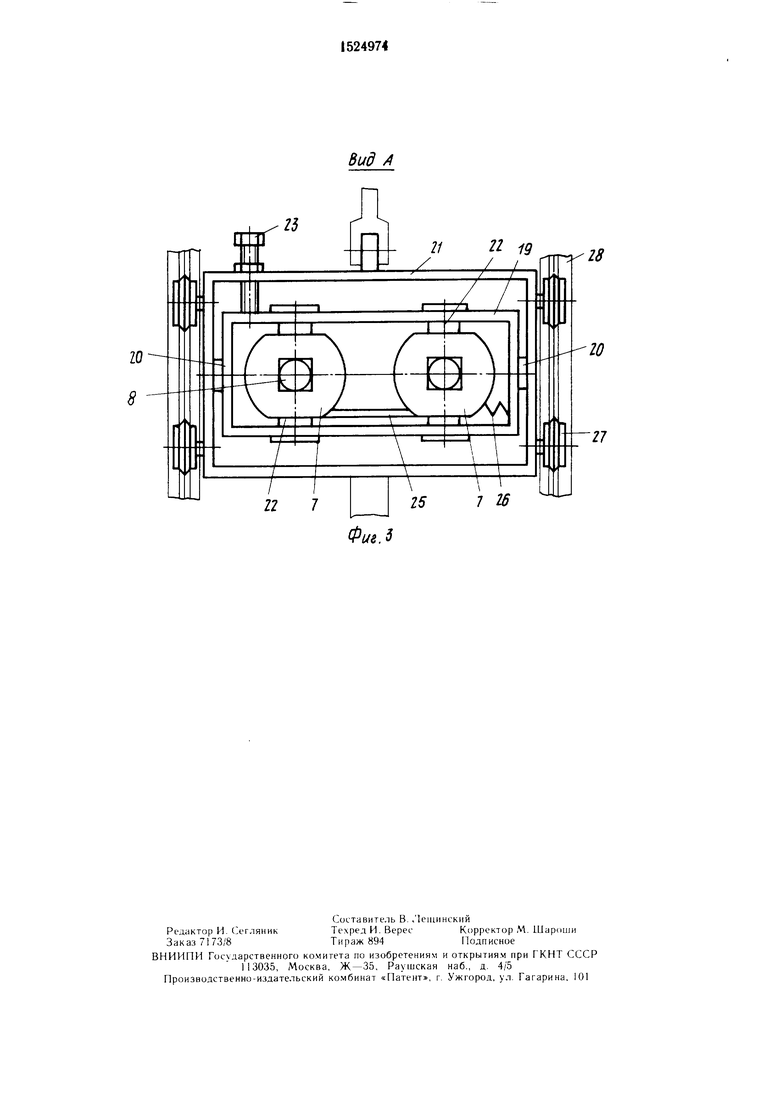
На фиг. 1 показан общий вид устройства; на фиг. 2общий вид сварочной головки; на фиг. 3 - вид А на фиг. 2
В состав устройства входит нланшайба I, смонтированная на раме 2, на которой установлен привод 3 поперечного перемещения и направляющая 4 Планшайба 1 через кинематическую передачу связана с .механизмом 5 вращения каркаса. Сварочная головка 6 с шарнирно установленным в ней электроде держателем 7 с электродами 8 (например, 11пы)ьев()Г() типа| имеег вертикальную тягу 9, которая кинематически связана (например, через передачу шестерня-рейка) с горизонтальной щтангой 10, Пазирующейсч в плмраатяющей 4. Демпфирующее устройство 11 установлено на горизонтальной штанге 10, а на ее конце имеется упор 12, установленный вертикально, пмеюши iio:tM()/Kii()CTb регч. шроики по вертикали для обеспечения соответствующего режима сварки, например, за счет передачи винт-гайка.
На планшайбе 1 против каждого продольного стержня 13 смонтированы пальцы 14 с установленными на них вращающимися роликами 15.
Для обеспечения сварки с определенным чередованием пересечений ар.матуры, например, через одно пересечение, через два и т. д., горизонтал1Л1ая ппанга 10 в зоне между упором 12 и направляющей 4 оснащена шарнирс м 16 и в этой же зоне она соединена с приводом 17 (например, со штоком силового цилиндра, с рычагом электромагни la и т. д.), установленном на раме 2.
При вращении гыаншайбы 1 с продольными стержнями 13 на них навивается поперечная арматура 18.
Сварочная го.ювка 6 состоит из внутренней рамки 19, установленной в осях 20 наружной рамки 21 Электроды 8 смонтированы в э.();и)держате,1я 7, которые шарнирно закреплены на осях 22 внутренней рамки 19,. причем их центр тяжести I Mt iiuMi вправо относите.п.ио осп 20. На . 21 .lence оси 20 смой гиривам )ег. т pni;(,4:ir.i бо. П 23 таким обра- . 411) горец коптак1 11|)уе I с всрх- Ш П П)вер 11ос1 t,K) )i ii ik ii 19 Наружная рамка 21 соединена с :,1ектродо- держате.1ями 7 в зоне центр;; тяжести пр жино11 растяжения 24. В горизонталь noil п. loi KdiM II :. |ектролодсржате. 111 7 ны межд собой тягой 25 и удерживают
ся в иейтральном положении пружиной 26. Наружная рамка 21 снабжена колесами 27, установленными в направляющих 28, укрепленных на приводе 3.
гПеред работой необходимо при помощи
.регулировочного болта 23 выставить электроды 8 с элекрододержателями 7 так, чтобы оси электродов 8 были направлены на центр вращения планшайбы 1 (обеспечение перпендикулярности осей электродов 8 к
0
касательной окружности, на которой располагаются арматурные стержни 13).
Устройство работает следующим образом. Предварительно заправленная продольными стержнями 13 с подведенной к ней
5 поперечной арматурой 18 планшайба 1 через механизм 5 получает вращение. В момент контакта упора 12 с роликом 15 привод 3 прижимает элекроды 8 к пересечению продольных стержней 13 и поперечной арматуры 18 и планшайбы I, вра0 щаясь роликом 15, уводит упор 12 влево, а горизонтальная штанга 10 через кинематическую связь и вертикальную тягу 9 поднимает сварочную головку 6 с колесами 27, контактирующими с направляющими 28,
, а одновременно с этим электроды 8 меняют i;iKiiM образом, что iiaiipatijicHHe их осей 1ОСТОЯННО пересекает ось вращения план- щайбы 1. Пружина 24 способствует более быстрому возврату в исходное положение электрододержателей 7.
Q Перемещение электродов 8 с электродо- держателями 7 в горизонтальной плоскости при движении свариваемой точки по винтовой линии обеспечивается наличием у электрододержателей 7, .закрепленных в рамке 19, двух степеней свободы (оси 20
5 и 22). а синхронность работы электродов Ml счет тяги 25.
HoiHjKiT /к. . 1(. ктр(|додс ржат(.,км 1 7 р исходное положение в горизонтальной плоскости осуществляется пружиной 26. Вращаясь вместе с план1иайбой 1, ролики 15 заводят в крайнее левое положение упор 12, после чего он соскакивает с контактирующего с ним ролика 15. В это же время срабалывает привод 3, вь1водя из контакта с пересечением стержней 13 с арматурой 18 электрода 8 и сварочная головка 6 под действием собственного веса но 1И)а1иает1.-я и iicxn.Liiof ми южгнис, ;i удар компенсируется демпфирующим устройством.
Пред, 1агаемое устройство улучшает качество сварки за счет конструктивного у.чучтения сварочной головки.
Формула изобретения
1 Ч-тро| |ство .i. iH Kill :;iK ной точечной сварки ipocTp;in Tf i.-r i-i,i. арматуриы.ч ка(жасов по авт. .-ц . vj 1440648, f//- Л1/чак 1ца ( ч гсм, , . .. мо новышгния KJ
чества сварки, сварочная головка снабжена внешней рамкой с шарнирно установленной в ней внутренней рамкой, тягой, соединяющей электрододержате,ли, шарнирно ует;|и(1нлс 11ные во вн тргниси paMKf и подпружиненные от нее, причем центр тяжести электрододержателей с электродами смешен относительно осей рамок в противоположную от электродов сторону.
2. Устройство по п. I, отличающееся тем, что оно снабжено направляющими, установленными на приводе поперечного пе
ремещения головки, а наружная рамка установлена с возможностью переме1цения по этим направляющим.
3.Устройство по п. I, тличиннцееся тем, что электрододержатель н зоне центра тяжести снабжен пружиной . соединенной с наружной рамкой
4.Устройство по п. I, (TAU4a mcL c.4 тем, что наружная рамка снабжена регулируемым ограничителем поворота внутренней рамки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1459865A1 |
| Установка для изготовления арматурных каркасов железобетонных изделий | 1987 |
|
SU1435734A2 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1669664A1 |
| Устройство для сварки арматурных каркасов | 1978 |
|
SU685398A1 |
| Установка для изготовления арматурных каркасов железобетонных изделий | 1985 |
|
SU1285131A1 |
| Устройство для управления процессом сварки арматурных каркасов | 1976 |
|
SU554972A1 |
Изобретение относится к изготовлению пространственных арматурных каркасов железобетонных труб преимущественно большого диаметра. Цель изобретения - повышение качества сварки за счет конструктивного улучшения сварочной головки. В процессе сварки при вращении планшайбы 1 сварочная головка 6 с колесами, движущимися по направляющим, поднимается по вертикали и одновременно с этим электроды 8 меняют угол таким образом, что их оси постоянно пересекают центр вращения планшайбы. Перемещение электродов 8 с электрододержателем 7 в горизонтальной плоскости при сварке по винтовой линии обеспечивается наличием у электрододержателей 7 двух степеней свободы, а синхронность работы электродов - за счет тяги, связывающей электрододержатели. Устройство обеспечивает постоянство пространственного расположения электродов относительно свариваемой арматуры. 3 з.п.ф-лы, 3 ил.
Z3
Фиг.г
Вид А
7 26
Фие,3
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
