Ю
1
Изобретение относится к машиностроению и может найти применение для комбинированной обработки деталей.
Целью изобретения является повы- шение износостойкости и усталостной прочности деталей.
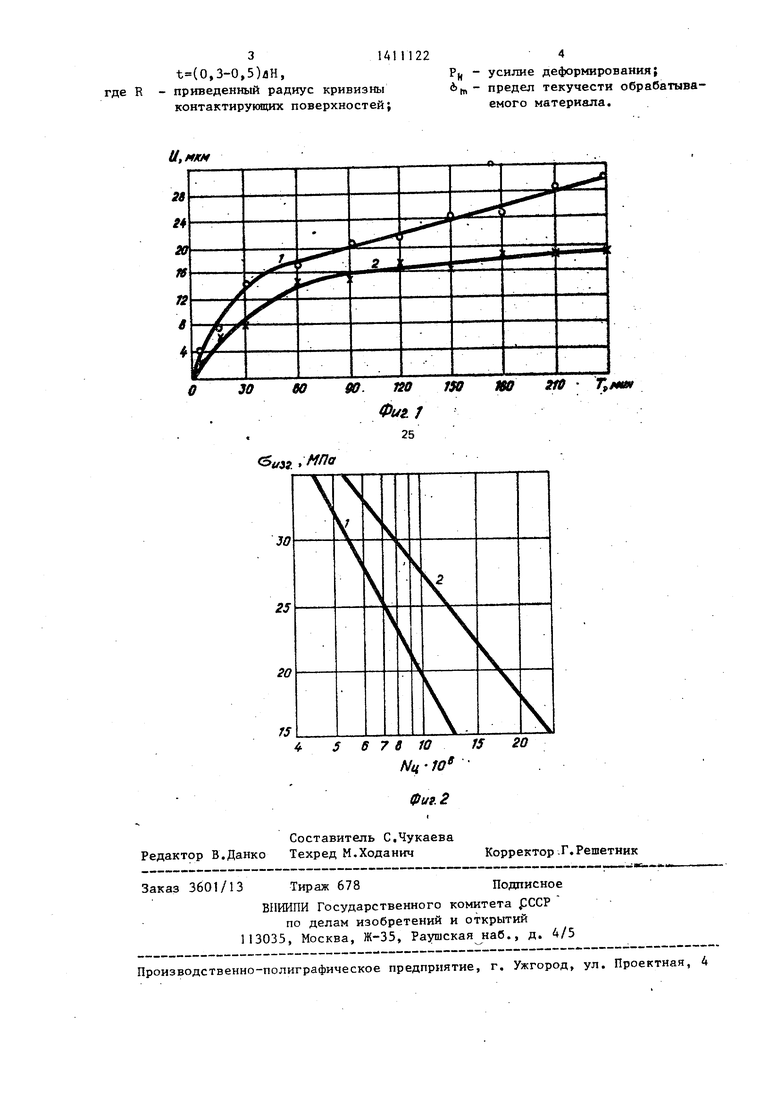
На фиг, 1 приведены результаты испытаний образцов на износостойкость; на фиг, 2 - результаты испытаний образцов на усталостную прочность.
Способ комбинированной обработки деталей осуществляется следующим образом.
В зависимости от обрабатьшаемого материала и выбранной геометрии упрочняющего инструмента принимается. усилие упрочняющего инструмента Р .
Определяется глубина упрочненно- го слоя при предварительном упрочнении Л Н и глубина резания при пшифова- нии t, для чего решается система уравнений
г.5:т {
t(0,3-0,5)i3H
Производится предварительное упроч нение поверхностей заготовок пласти- ческкм деформированием, обеспечивающее расчетную глубину упрочненного слоя ЛН, и шпифование предварительно упрочненных поверхностей заготовок н глубину t.
Приме р. Образцы изготовлялис из стали 35ХМЮА, Образцы первой партии исследовались после обработки по известному способу (,l мм, ЛН 0,37 мм, Р|,450 Н) , второй - по пре лагаемому способу (,55 мм, { 0,25 мм, Н). Предварительное упрочнение поверхностей образцов производили роликом из стали Р6М5 (HRC 62-765) на токарно-винторезном стан- ке диаметр ролика 32 мм, радиус его рабочего профиля 10 мм. Шлифование упрочненных образцов производили на круглопшифовальном станке кругом ПП24А25К6СМ1 при использовании СОЖ (3%-ная эмульсия из эмульсола Укра- инол-). Режим обработки; V,, м/с ,5 м/с, ,3 м/мин,-;3п„п 0,01 мм/дв.ход, последующее выхажи- вание за три хода круга.
На фиг. 1 приведены результаты испытаний образцов на износостойкост выполненные на установке для испытания материалов на истирание (кривая
0
5
ll
.
0
О 5
,)о 5
0
1222
1 - зависимость износа U от времени Т для образцов, обработанных по известному способу, кривая 2 - аналогичная зависимость для образцов, обра-, ботанных по предлагаемому способу комбинированной обработки деталей). Испытания износостойкости образцов про- изводились при ,52 м/с, -0,05 м/мин и давлении МПа в сопряжении -- , Размеры образцов
7
контролировались с точностью до 0,001 мм на вертикальном оптиметре типа ИЗВ-1.
На фиг. 2 приведены результаты испытания образцов на усталостную прочность в условиях сложнонапряженного состояния материала, которые выполнены на специальной установке при частоте нагружения 25 циклов/с и постоянном напряжении кручения 15 МПа, напряжение изгиба изменялось в пределах 15-35 МПа (прямая I - зависимость числа циклов нагружений Ny от величины для образцов, обработанных по известному способу, прямая 2 - зависимость числа циклов нагружений N от величины для об-, разцов, обработанных по предлагаемому способу комбинированной обработки) ,
Анализ данных, приведенных на ., фиг, 1 и 2, показывает, что примене ние способа комбинированной обработки деталей позволяет в 1,5-1,6 раза повысить износостойкость и почти-в 2 раза усталостную прочность деталей по сравнению с известным способом,
Ф о рмула изобретения
Способ комбинированной обработки деталей, при котором осуществляют предварительное пластическое деформирование и последующее шлифование поверхности детали, отличающийся тем, ЧТ9, с целью повышения износостойкости и усталостной прочности деталей, предварительное пластическое деформирование осуществляют на глубину Н, равную
Aj а шлифование производят с глубиной резания t, определяемой по зависимости
R
31А11122
t(0,3-0,5),
- приведенный радиус кривизны контактирующих поверхностей;
Рц - усилие деформирования; &hi предел текучести обрабатываемого материала.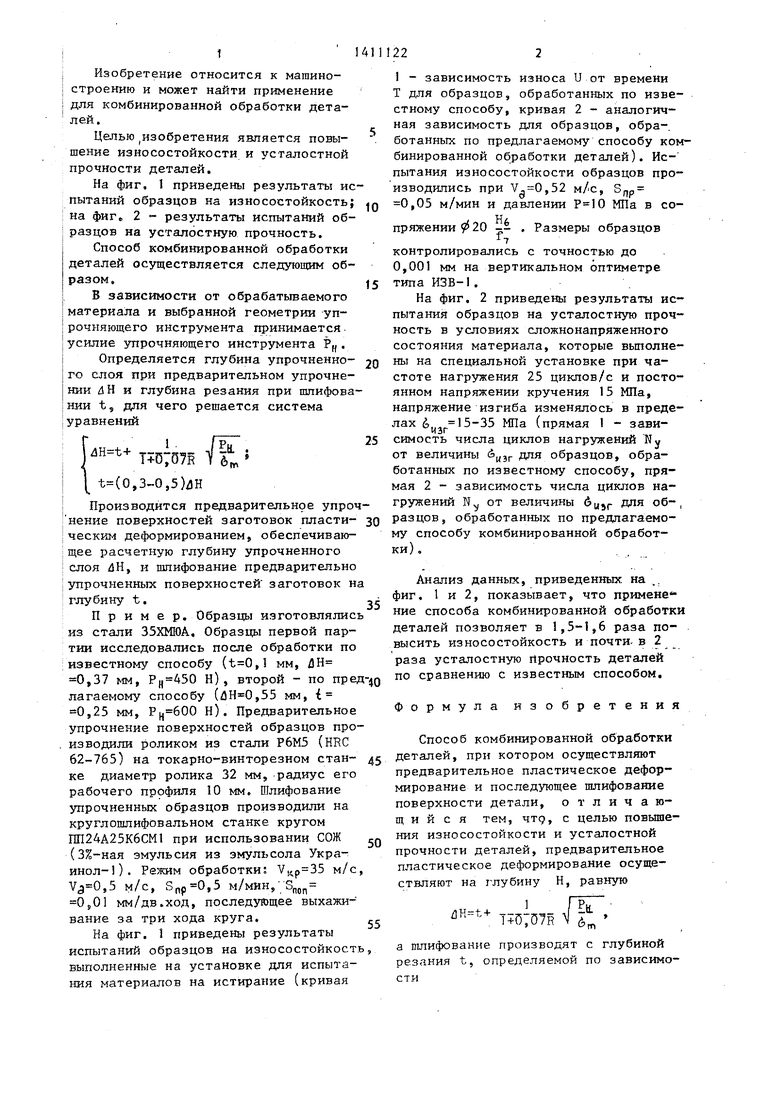
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| Способ упрощения деталей поверхностным пластическим деформированием | 1985 |
|
SU1400862A2 |
| СПОСОБ НАНЕСЕНИЯ НАНОАЛМАЗНОГО МАТЕРИАЛА КОМБИНИРОВАННОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКОЙ | 2013 |
|
RU2530432C2 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| Способ упрочняющей поверхностной обработки деталей | 1982 |
|
SU1057560A1 |
| Способ обработки стальных изделий | 1982 |
|
SU1118717A1 |
| Способ получения упрочненного никельхромборкремниевого покрытия на металлических деталях | 2018 |
|
RU2709550C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОГО СТЫКА КРИВОШИПНОЙ ГОЛОВКИ ШАТУНА | 2002 |
|
RU2219043C1 |
| Способ внедрения в поверхностный слой углеродистых конструкционных сталей карбидов и оксидов тугоплавких металлов комбинированным пластическим деформированием | 2018 |
|
RU2704345C1 |
| Способ упрочнения тонкостенных металлических изделий | 1989 |
|
SU1721100A1 |
Изобретение относится к области машиностроения и может быть использовано при комбинированной обработке деталей. Цель - повышение износостойкости и усталостной прочности деталей. Для этого осуществляют предварительное упрочнение поверхности заготовки пластическим деформированием и последукицее ее шлифование. Глубина упрочненного слоя при предварительном упрочнении принимается равной /JH :( 1.4-0,07R)J-VPJJT. Глубина шлифования t выбирается из условия t 
и, мкм
(5им ,МПа
25
20
4 S 6 7 В 1015 20
Ni4 W
0ug.2
I
Составитель С.Чукаева Редактор В.Данко Техред М.Ходанич Корректор-Г.Решетник
Заказ 3601/13 Тираж 678Подписное
ВНИИПИ Государственного комитета рССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
