ел
1чЭ
Изобретение относится к промышленнос- ти кер а мических изделий, а именно к линиям загрузки заготовок шлифовальных кругов на огнеупорные плиты для последующей термо- t36 a6oTKH, и может быть использовано в других отраслях промышленности при изготовлении, прессованных изделий.
Цель изобретения - повышение эксплуа- тадионной надежности и упрош,ение конструкции.
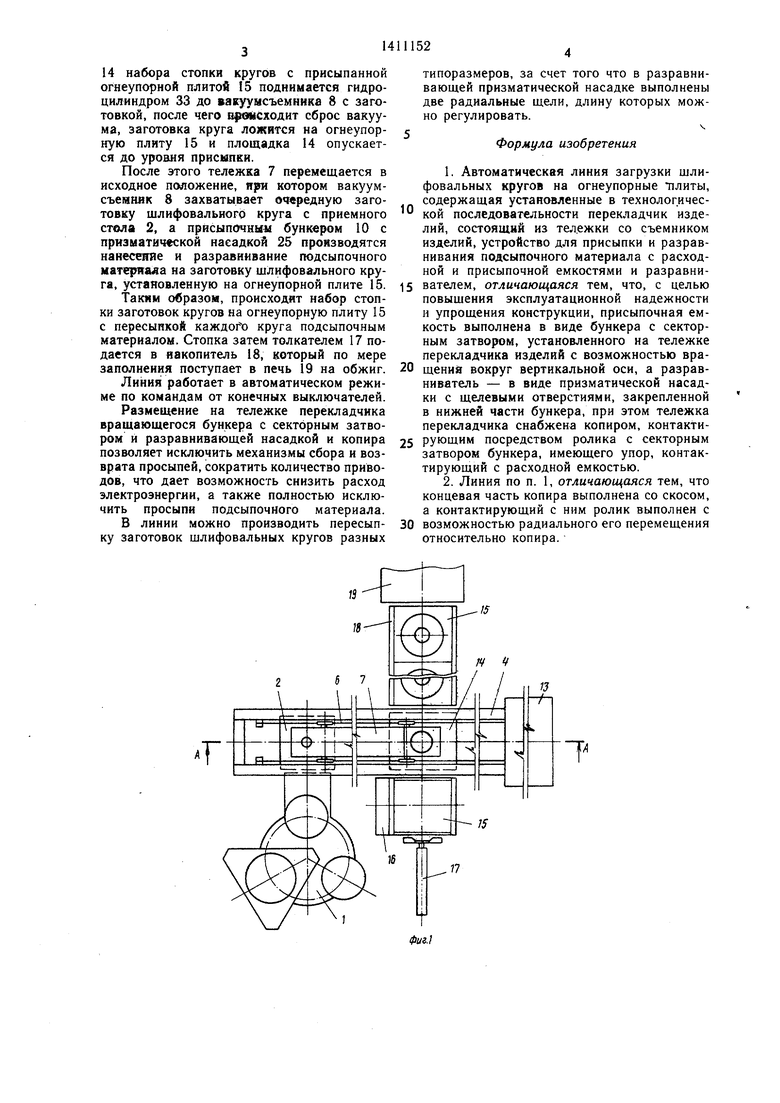
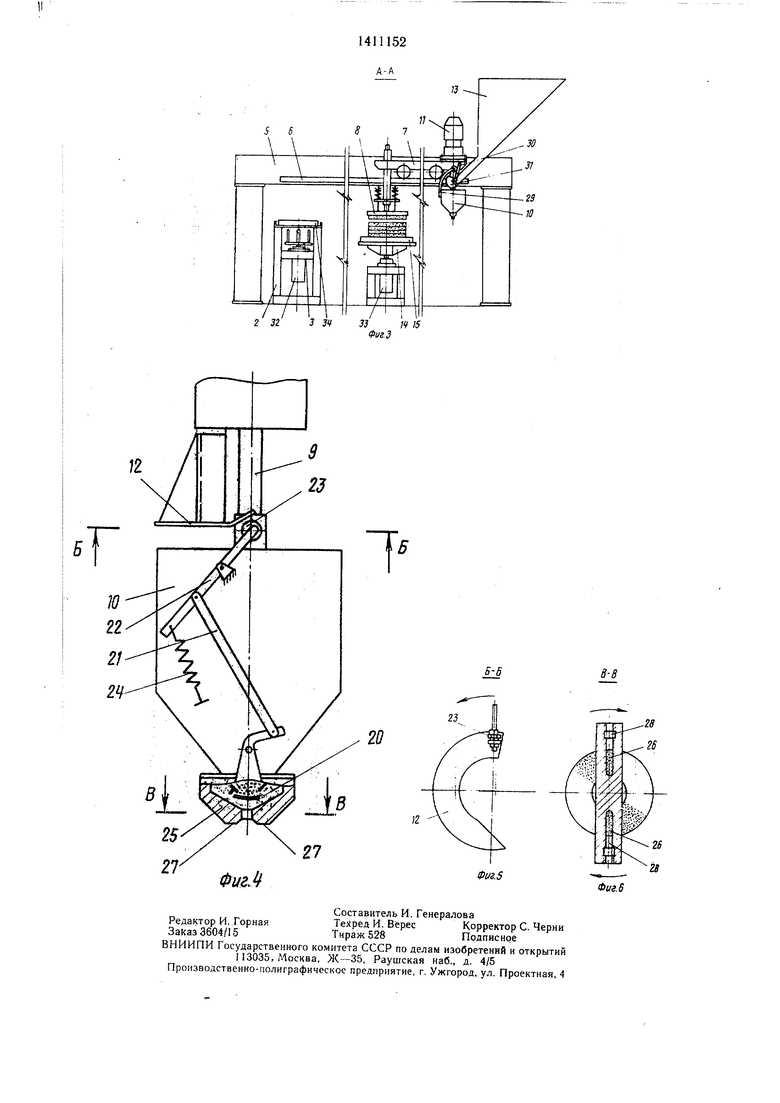
Н0 фиг. 1 изображена предлагаемая автоматическая линия, план; на фиг. 2 - разрез А-А на фиг. 1 (положение тележки в момент присыпки материала); на фиг. 3 - то же, момент засыпки подсыпоч- ного материала в присыпочный бункер; на фиг. 4 - присыпочный бункер с разравии- вателем; на фиг. 5 - разрез Б-Б на фиг. 4; на фиг. 6 - разрез В-В на фиг. 4.
Автоматическая линия содержит формо- вочный агрегат 2, приемный стол 2 с подъем- НИКОМ 3, перекладчик 4 заготовок кругов, сост-ояший из рамы 5, рельсового пути 6 и приводной тележки 7. На одном конце последней на пружинной подвеске установлен вакуумсъемник 8, а на другом - на вертикальном приводном валу 9 вращающийся ;присыпочный бункер 10 с приводом 11 вращения и копир 12.
Линия также содержит расходную ем- JKOCTb 13, установленную на раме 5, пло- |щадку 14 набора стопки кругов на огнеупорные плиты 15, магазин 16 огнеупорных рлит, толкатель 17, накопитель 18 и обжиго- ую печь 19.
i Присыпочный бункер 10 выполнен с сек- горным затвором 20, который посредством 1гяги 21 шарнирно связан с рычагом 22, Содержащим на одном конце ролик 23, взаимодействие которого с копиром 12 обес- течивает открывание секторного затвора 20. Для обеспечения закрытого положения пос- .еднего, на другом конце рычага 22 уста- йовлена пружина 24, закрепленная вторым (|воим концом на корпусе присыпочного бун- йера 10. В нижней части присыпочного fjyHKepa закреплена призматическая насад- На 25 так, что секторный затвор 20 находится внутри нее. Насадка 25 выполнена с двумя радиальными щелями 26, обеспе- ивающими направленную подачу подсыпоч- мого материала, и двумя разравнявающи- Ми кромками 27. Радиальные щели 26 снабжены регулировочными вин.тами 28, позво- Л1яющими изменять длину а зависимости от диаметра заготовок кругов. При- с почный бункер 10 также снабжен упором 2Э, установленным в верхней его части с возможностью взаимодействия с рычагон 30 cfeKTopHoro затвора 31 расходной емкости 13.
Для обеспечения точной регулировки мо- закрытия секторного затвора 20 присыпочного бункера 10, т. е. исключения не- дЬсыпки или пересыпки подсыпочного материала, копир 12 выполнен в виде полуокружности со скосом в концевой части, а ролик 23, взаимодействующий с тм, - регулируемым в радиальном направлении относительно копира с помощью, например, регулировочного винта. Перемещение подъемника 3 ббес- печивается пневмоцилиндром 32, а площадки 14 иабора стопок кругов к подсыпоч- ному бункеру 10 - гидроцНляндром 33. Для перемещения заготовок щлифоваль- ных кругов от формовочного агрегата 1 на
0 приемный стол 2 служит подкладная плита 34.
Линия работает следующим образом. Отформованная заготовка шлифовального круга на подкладной плите 34 с формовочного агрегата I подается на приемный
стол 2. При помощи под ьемиика 3 (фиг. 2) подкладная плита 34 с заготовкой шлифовального круга подается к вакуумсъемнику 8, где происходит захват заготовки, а подкладная плита 34 опускается на приемный
0 стол 2, а оттуда - к формовочному агрегату 1. В это же время на площадку 14 набора стопки кругов из магазина 16 толкателем 17 (фиг. 1) подается огиеупорная плита 15, которая вместе с площадкой 14 при помощи гидроцилиндра 33 поднимается
5 до уровня присыпки под присыпочный бункер 10, после чего включается привод 11 вращения присыпочиого бункера 10. Ролик 23 взаимодействует при этом с копиром 12 (фиг. 4), и посредством рычага 22 и тяги 21 происходит открытие секторного затвора 20.
0 Подсыпочный материал из бункера 10 через призматическую насадку 25, радиальные щели 26 поступает на огнеупорную плиту 15 и разравнивается кромками 27. Когда бункер 10 сделает пол-оборота и соответственно произойдет подсыпка всей плоскос ти плиты, ролик 23 сходит с копира 12 и пружина 24 закрывает секторный затвор 20. Момент закрытия последнего зависит от предварительной регулировки ролика 23 относительно копира 12, так при установ0 ке ролика 23 ближе к центру он раньше сходит с копира 12 за счет его скоса, а следовательно, и раньше закрывается секторный затвор 20.
При дальнейшем вращении бункера 10 производится дополнительное выглаживание
5 слоя подсыпочного Материала. После того, как буикер 10 сделает полный оборот, т. е. произойдут присыпке и выглаживание подсыпанного слоя, привод вращения отключается, и тележка 7 перемещается в правое положение (фиг. Э), т. е. вакуумсъемник 8 с заготовкой круга вствет над площадкой 14 набора стопки кругов, а присыпочный бункер 10 - под расходную емкость 13. При этом вследствие взаимодействия упора 29 с рычагом 30 открывается
5 секторный затвор 31, и подсыпочный материал из расходной евкостя 13 поступает в бункер 10 до образования им угла естественного откоса. В это же время площадка
0
14 набора стопки кругов с присыпанной огнеупорной плитой 15 поднимается гидро- цнлиндром 33 до вакуумсъемника 8 с заготовкой, после чего ц онсходит сброс вакуума, заготовка круга ложится на огнеупорную плиту 15 и площадка 14 опускается до уровня присыпки.
После этого тележка 7 перемещается в исходное положение, яри котором вакуум- съемник 8 захватывает очередную заготовку шлифовального круга с приемного стола 2, а присыпочньш бункером 10 с призматической насадкой 25 производятся нанесеяяе и разравнивание гюдсыпочного матертала на заготовку щлифовального круга, установленную на огнеупорной плите 15.
TaiCKM образом, пронсходит набор стопки заготовок кругов на огнеупорную плиту 15 с пересыпкой каждогЧ) круга подсыпочным материалом. Стопка затем толкателем 17 подается в накопитель 18, который по мере заполнения поступает в печь 19 на обжиг.
Линия работает в автоматическом режиме по командам от конечных выключателей.
Размещение на тележке перекладчика вращающегося бункера с секторным затвором и разравннвающей насадкой и копира позволяет исключить механизмы сбора и возврата просыпей, сократить количество приводов, что дает возможность снизить расход электроэнергии, а также полностью исключить просыпи подсыпочного материала.
В линии можно производить пересыпку заготовок шлифовальных кругов разных
0
типоразмеров, за счет того что в разравнивающей призматической насадке выполнены две радиальные щели, длину которых можно регулировать.
ч
Формула изобретения
1.Автоматическая линия загрузки шлифовальных кругов на огнеупорные плиты, содержащая установленные в технологической последовательности перекладчик изделий, состоящий из тел.ежки со съемником изделий, устройство для присыпки и разравнивания подсыпочного материала с расходной и присыпочиой емкостями и разравни5 вателем, отличающаяся тем, что, с целью повышения эксплуатациоиной надежности и упрощения конструкции, присыпочная емкость выполнена в виде бункера с секторным затвором, установленного на тележке перекладчика изделий с возможностью вра0 щения вокруг вертикальной оси, а разрав- ниватель - в виде призматической насадки с щелевыми отверстиями, закрепленной в нижней части бункера, при этом тележка перекладчика снабжена копиром, контакти5 рующим посредством ролика с секторным затвором бункера, имеющего упор, контактирующий с расходной емкостью.
2.Линия по п. 1, отличающаяся тем, что концевая часть копира выполнена со скосом, а контактирующий с ним ролнк выполнен с
0 возможностью радиального его перемещения относительно копира.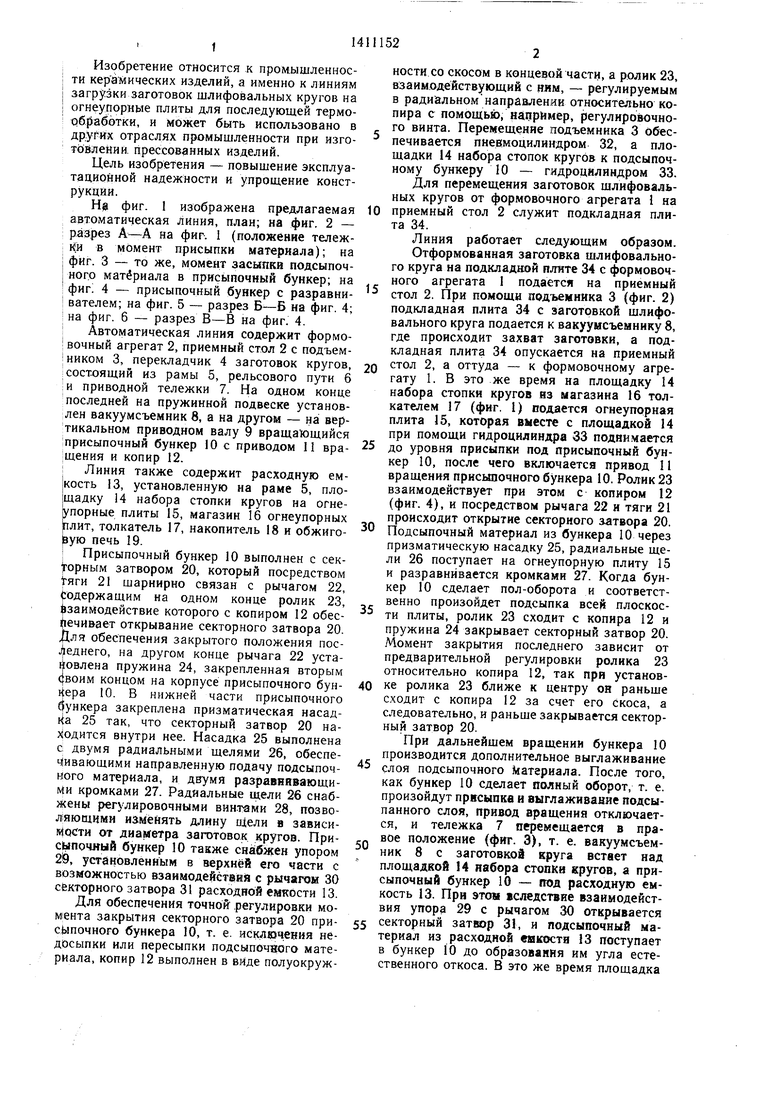
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия загрузки заготовок шлифовальных кругов на печные вагонетки | 1985 |
|
SU1294622A1 |
| Прессформа | 1977 |
|
SU683923A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЗАГОТОВОК | 1991 |
|
RU2032519C1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| Поточная линия формирования садки кирпича-сырца | 1979 |
|
SU887194A1 |
| Универсальная машина для общей и выборочной заправки электропечей | 1990 |
|
SU1822489A3 |
| УСТРОЙСТВО для ОБРАБОТКИ КРОМОК ПЛАСТИН | 1973 |
|
SU397317A1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
Изобретение относится к производству керамических изделий, а именно шлифовальных кругов. Цель изобретения состоит в повышении эксплуатационной надежности и упрошении конструкции. Для этого в устройстве для присыпки и разравнивания под- сыпочного материала присыпочный бункер 10 установлен на тележке 7 перекладчика изделий. Бункер 10 выполнен вращающимся с секторным затвором, который взаимодействует с копиром 12, установленным на тележке 7. Разравниватель соединен с бункером 10 и выполнен в виде призматической насадки 25 с радиальными регулируемыми щелями. Бункер 10 снабжен упором 29, взаимодействующим с рычагом 30 секторного затвора 31 расходной емкости 13. После установки заготовки шлифовального круга под присыпочный бункер 10 включается его привод вращения 11 и через щели призматической насадки 25 производится присыпка подсыпочного материала с одновременным разравниванием его. 1 з.п.ф-лы, 6 ил. i (/ с
27
Фуг.
B-S
в-в
Фиг.5
Фиг. 5
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Рыбаков В | |||
| А | |||
| Оборудование и оснастка предприятий абразивной и алмазной промышленности.-Л.: Машиностроение, 1981, с | |||
| Ножевой прибор к валичной кардочесальной машине | 1923 |
|
SU256A1 |
