ел
Изобретение относится к машиностроению, а именно к конструкциям устройств для монтажа узлов и деталей гидравлических процессов.
Цель изобретения - повышение производительности и.расширение эксплуатационных возможностей путем уменьшения длительности монтажных работ.
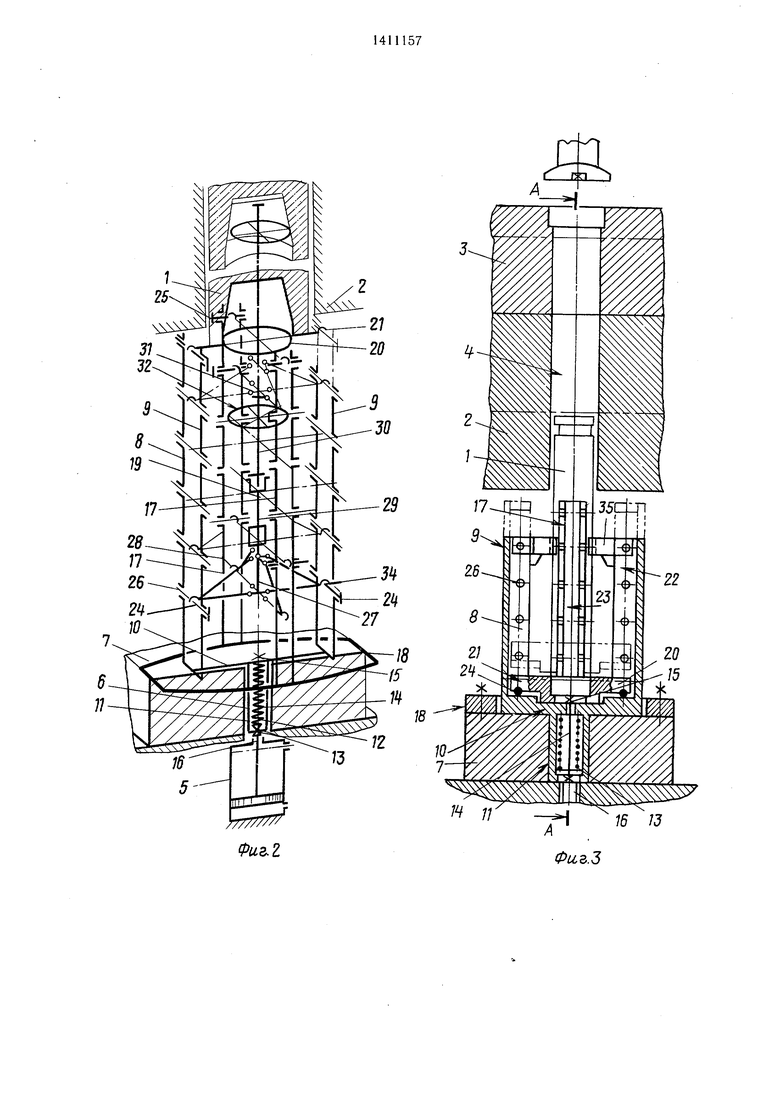
На фиг. 1 показана кинематическая схема предлагаемого устройства; на фиг. 2 - схема положения элементов перед подъемом прошивнедержателя; на фиг. 3 - то же, обш,ий вид; на фиг. 4 - разрез А-А на фиг. 3 на фиг. 5 - положение элементов перед подъемом прошивнедержателя; на фиг. 6 - вид Б на фиг. 4; на фиг. 7 - разрез В-В на фиг. 5.
Устройство для установки и замены прошивнедержателя 1 гидравлического штамповочного пресса, включающего подвижную траверсу 2, вертикальную прошивную систему с траверсой 3, в которой выполнены сквозные отверстия 4, центральный нижний выталкиватель 5, расположенный под сквозным отверстием 6 стола 7, содержит механизмы подъема и удержания и прошивнедержателя 1 при его установке и замене. Механизм 8 подъема выполнен в виде П-об- разного корпуса, образуемого стойками 9, поперечиной 10 с цилиндрическим хвостовиком с амортизатором 11, состоящим из пружины 12, опорной щайбы 13 и шпильки 14, связывающей опорную шайбу 13 с поперечиной 10 при помощи гаек 15. Амортизатор опорной и1айбой 13 может взаимодействовать с плунжером 16 нижнего выталкивателя 5, а благодаря пружине 12, затянутой с усилием, превышающим массы прошивнедержателя 1 и механизма 8 подъема, снижать динамические пагрузки при подъеме прошивнедержателя 1.
Механизм удержания выполнен в виде стоек 17 с основанием 18, охватывающим механизм 8 подъема, и снабжен составным толкателем 19, балкой 20 с проушинами 21, размещенными в направляющих 22 и 23 стоек 9 и 17, а также штырями 24 и 25, расположенными с одинаковым шагом Б отверстиях 26 стоек 9 и 17. llJar отверстий в последних выполнен мен1;ше хода плунжера 16 выталкивателя 5 на величину, обеспечивающую при поднятом механизме 8 свободную установку штырей 25. а при onyij.ien- ном механизме 8 подъема отверстия в стойках 9 размешены ниже отверстий в стойках 17 на величину не менее зазора, необходимого для свободной установки шт1з1рей 24 под балкой 20 или толкателем 9. Последний выполнен составным, состоящим из крестовины 27 со съемными проушинами 28, стержня 29 и головки 30. Последняя имеет опорную поверхность 31 и центрируюндий относите.чыю внутренней поверхности упорной резьбы, выполненной к прошивнедержателе 1 для крепления прошивня, поясок 32. Крестовина 27 соединяется с каждой проущиной 28 двумя осями 33. Проущины 21 и 28 имеют пазы 34, которыми они могут опираться на штыри 24 и 25. Устройство снабжено фиксирующими в вертикальном положении прошивнедержатель 1 скобами 35. Балка 20 имеет центральное отверстие, через которое может проходить поясок 32 головки 30. Прошивнедержатель 1
в рабочем положении фиксируется полукольцами 36.
Устройство работает следующим образом. Перед установкой прошивнедержателя стол 7 выдвигают в одно из крайних положений, устанавливают на нем механизм 8 подъема, расположив хвостовик в отверстии 6 стола 7, а механизм удержания закрепляют основанием 18 на столе 7. После этого вводят в механизм 8 подъема балки 20, разместив проушины 21 в направляющих 22 и
0 23 стоек 9 и 17, фиксируют штырями 24, устанавливая их в нижние отверстия 26 стоек 9. Затем устанавливают на балку 20 прошивнедержатель 1, фиксируют его скобами 35 и при поднятой в верхнее положение траверсе 2 перемещают стол 7 в штампо вое пространство пресса так, чтобы прошивнедержатель 1 разместился в центре пресса. Установив прошивнедержатель 1 против отверстия 4 в траверсах 2 и 3, опускают их в нижнее крайнее положение и снимают
-. со стоек 9 скобы 35. После этого с помощью выталкивателя 5 поднимают в верхнее положение механизм 8 подъема с балкой 20 и прошивнедержателем 1, при этом в начале подъема пружина 12 буфера сжимается, сжимая динамические нагрузки на штыри
2 24. Затем устанавливают штыри 25 в нижние отверстия 26 стоек 17, фиксируя тем самым нижнее положение балки 20 относительно стоек 17. Благодаря тому, что расстояние между отверстиями в стойках меньше хода выталкивателя, пазы 34 проушин
0 21 балки 20 поднимаются выше отверстий 26 в стойках 17 и позволяют в них установить штыри 25. Затем опускают механизм 8 в нижнее положение, вынимают штыри 24 из нижних отверстий 26 стоек 9 и, благо даря тому, что отверстия в стойках 9 выполнены ниже отверстий 26.в стойках 7, устанавливают их во вторые снизу отверстия 26 стоек 9.
После этого вновь е помощью выталкива- Q теля 5 механизм 8 подъема с балкой 20 и прошивнедержателем 1 поднимают на ход выталкивателя 5, переустанавливают штыри 25 из нижних отверстий 26 стоек 17 механизма удерживания во вторые снизу отверстия 26 етоек 17. Опуская и поднимая 5 механизм 8 подъема, поднимают балку 20 е прошивнедержателем 1 в верхнее крайнее положение относительно стоек 17 и фиксируют это положение штырями 25, устанавливая их в верхние отверстия 26 стоек 9. После установки балки 20 с прошивне- держателем 1 в верхнее положение опускают механизм 8 подъема в нижнее положение и на уровне нижних отверстий 26 стоек 9 собирают толкатель 19. Для этого крестовину 27 устанавливают на поперечину 10, вводят проушины 28 в направляюнлие 22 и 23 стоек 17 и 9 и соединяют их осями 33 с крестовиной 27, на последнюю устанавливают стержень 29, а на нем закрепляют головку 30. Поднимая и опуская механизм 8 подъема выталкивателем 5 и выполняя операции, аналогичные указанным при подъеме балки 20, поднимают толкатель 19 сначала до соприкосновения с прошивнедержателем 1 поверхностью 31 и центрирования относительно него пояском 32, а затем совместно с прошивнедержателем 1 - до верхнего положения, при котором кольцевая канавка на прошивнедержателе 1 размещается над траверсой 3. Это положение толкателя 19 с прошивнедержателем 1 фиксируется штырями 25, установленными в отверстия 26 стоек 17, а механизм 8 подъема опускается в нижнее положение.
После этого в кольцевую канавку прошив- недержателя 1 устанавливают полукольца 36 и опускают его в рабочее положение относительно траверсы 3. Для этого механизм 8 подъе.ма с помощью выталкивателя 5 устанавливают в верхнее положение, вынимают освободившиеся от нагрузки штыри 25, фиксировавшие верхнее положение толкателя 19, из отверстий 26 стоек 17, устанавливают их в ближайщие ниже расположенные отверстия тех же стоек, и опускают; механизм 8 подъема в нижнее положение. Затем, переустанавливая штыри 24 и 25 в стойках 9 и 17 и совершая после каждой переустановки ход нижним выталкивателем 5, опускают толкатель 19 в нижнее положение. После этого стол 7 с устройством выводят из штампо- вого пространства пресса и снимают с него устройство в собранном виде. Для смены про- шивнедержателя 1 устройство вновь устанавливают на столе 7 пресса, вводят его с помощью стола 7 в штамповое пространство пресса при опущенных траверсах 2 и 3 и устанавливают по центру пресса. Совершая необходимое количество ходов нижним выталкивателем 5 и переустанавливая в отверстиях 26 стоек 9 и 17 штыри 24 и 25, приподнимают прошивнедержатель 1, освобождают его от полуколец 36, а затем опускают до соприкосновения с балкой 20. После этого опускают толкатель 19 в нижнее
положение, демонтируют его и аналогично опускают балку 20 с прошивнедержателем 1 в нижнее крайнее положение. После этого фиксируют его скобами 35 и, под- няв траверсы 2 и 3 в верхнее положение, выводят стол 7 из штампового пространства и снимают прошивнедержатель 1 с устройства.
Экономический эффект при внедрении достигается за счет повышения производитель- 0 ности и расширения технологических возможностей.
Формула изобретения
5 Устройство для установки и замены про- шивнедержателя гидравлического штамповочного пресса, включающего вертикальную прошивную систему с траверсой и центральный нижний выталкиватель, расположенный под столом соосно с его сквозным
0 отверстием, содержащее механизмы подъема и удержания прощивнедержателя, отличающееся тем, что, с целью повышения производительности и расщирения эксплуатационных возможностей путем уменьшения
5 длительности монтажных работ, механизм подъема прощивнедержателя выполнен в виде П-образного корпуса, состоящего из двух стоек с направляющими и горизонтальными отверстиями, соединенных между собой поперечиной с цилиндрическим хвостовиком и
0 размещенным в нем пружинным амортизатором, а механи.чм удержания прощивнедержателя выполнен в виде основания и соединенных с ним двух стоек с направляющими и горизонтальными отверстиями, балки с проущинами, крестовины со съем5 ными проущинами, составного толкателя и фиксирующих щтырей, при этом поперечина механизма подъема прощивнедержателя установлена своим цилиндрическим хвостовиком в сквозном отверстии стола с возможностью вертикального перемещения и
0 взаимодействия с центральным нижним выталкивателем, основание механизма удержания прощивнедержателя закреплено на столе соосно с упомянутой поперечиной, крес- товима и балка смонтированы своими проушинами в направляющих стоек механизмов подъема н удержания прошивнедержателя, составной толкатель установ,1ен на крестовине, а фиксирующие штыри размещены в горизонтальных отверстиях стоек механизмов подъема и удержания прошивнедержателя с возможностью взаимодействия с
5
0
проушинами крестовины и балки.
12

| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| Многоэтажный пресс | 1975 |
|
SU692723A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| Устройство для подачи ящиков с откидными крышками и их закрывания | 1985 |
|
SU1333612A1 |
| Вертикальный гидравлический пресс | 1984 |
|
SU1180274A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Автоматизированная поточная линия для правки крупногабаритных листовых заготовок | 1990 |
|
SU1808447A1 |
| Тент для автомобиля | 1975 |
|
SU614976A1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |



Изобретение относится к области машиностроения, а именно к конструкциям устройств для монтажа узлов и деталей гидравлических прессов. Цель - повышение производительности и расширение эксплуатационных возможностей. Цель достигается за счет выполнения механизма подъема про- шивнедержателя в виде П-образного корпуса с отверстиями в его вертикальных стойках и хвостовиком с амортизатором. Амортизатор взаимодействует с выталкивателем пресса. Механизм удержания прошивнедержателя выполнен в виде закрепленного на столе пресса основания с вертикальными стойками с отверстиями. Эти узлы обеспечивают монтаж и демонтаж прошивнедержателя с помощью выталкивателя с фиксированием его в промежуточных положениях с помощью штырей. Штыри размешены в отверстиях стоек. Это сокращает длительность монтажных работ. Использование выталкивателя пресса для привода устройства обеспечивает повышение производительности. 7 ил. § СЛ С
Фиг.
16 /J
Физ.З
А- А
Фиг.
Фиг. 5
Вид Б
Фиг. 6
| Схемы применения нриспособлений для обслуживания | |||
| Способ и штамп для изготовления гофрированных труб из металлической ленты | 1956 |
|
SU109839A1 |
| ПО НКМЗ | |||
| - Краматорск, 1974. | |||
