00
о ьо -vl
4;
Изобретение относится к машиностроению, в частности к конструкции гидравлических прессов.
Цель изобретения - повышение надежности и снижение металлоемкости.
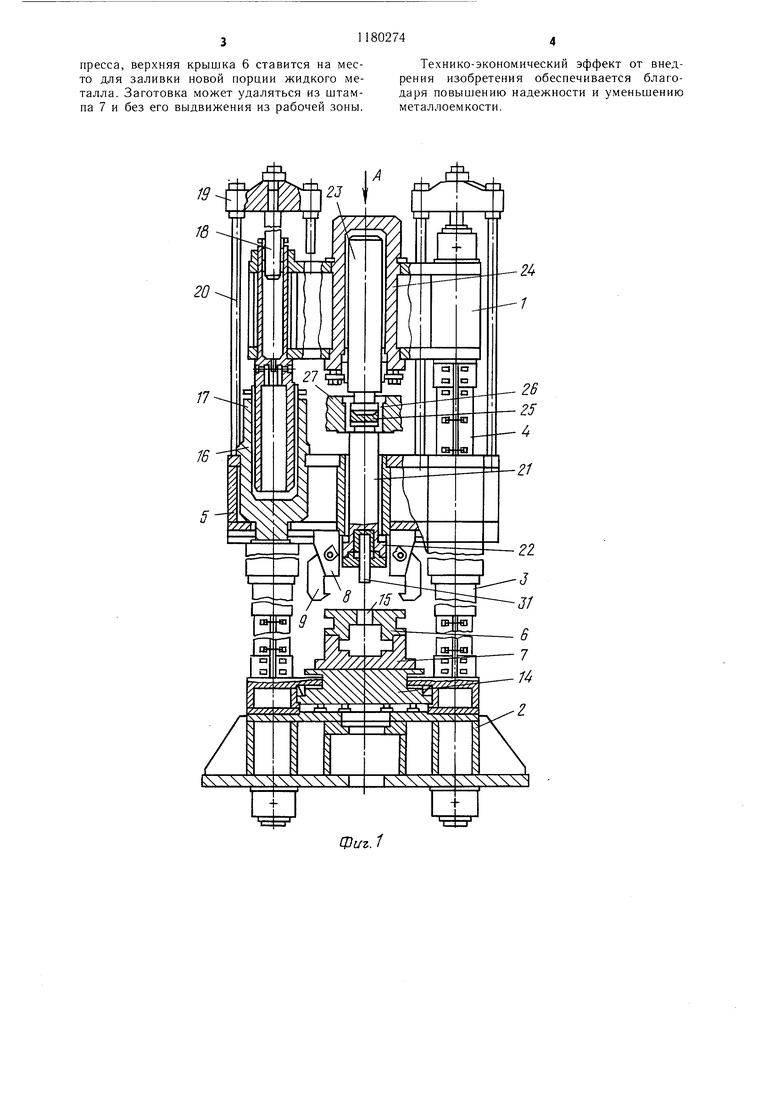
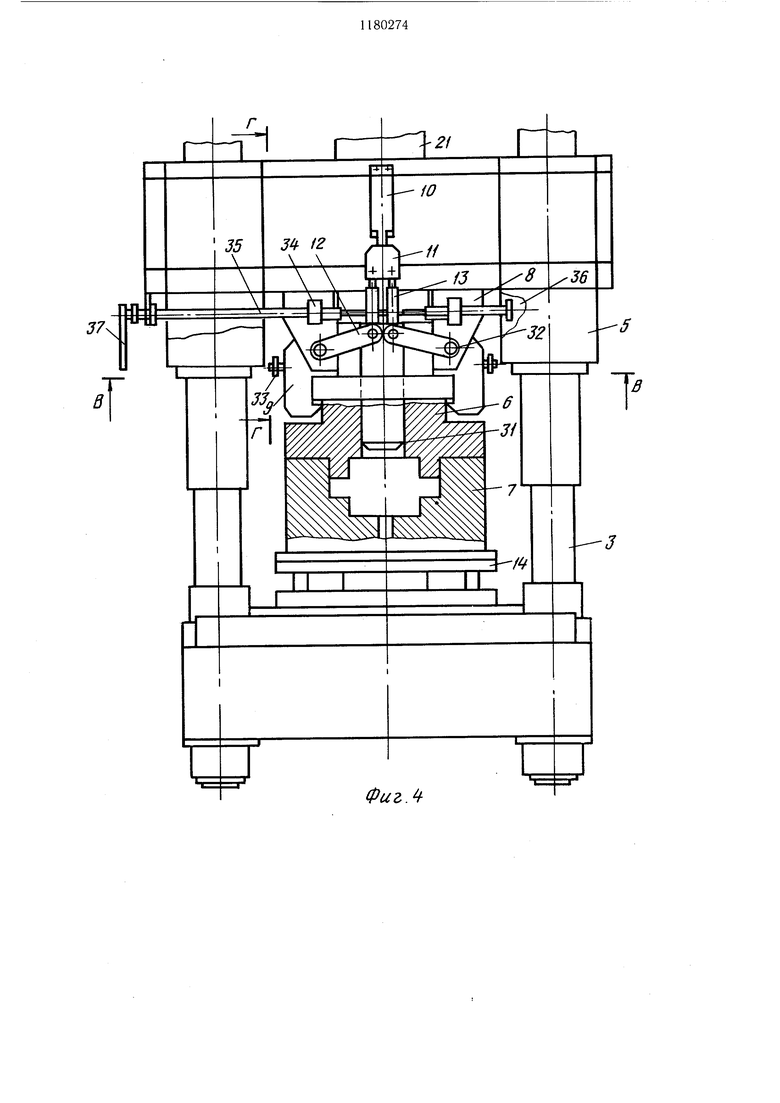
На фиг. 1 показан предлагаемый пресс, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - устройство для подъема крышки штампа; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 4.
Пресс состоит из станины, содержащей верхнюю 1 и нижнюю 2 поперечины, соединенные между собой колоннами 3 с ходоограничителями 4, которые являются направляющими для подвижной прижимной траверсы 5, предназначенной для прижима иер.кой кришки 6 к штампу 7 во время 1гтамповки посредством прижимных стоек 8 с захватами 9, имеющих привод от пневмонилчндра 10 при помощи ползушки 11 и рычагов 12 и 13. Пневмоцилиндр предназначен для раскрывания захватов при подъеме прижимной траверсы перед заливкой жидкого металла. Нижняя часть штампа 7 )е11лена на выдвижном столе 14, служащем для выдвижения штампа при его заливке металлом через отверстие 15, в верхней крышке 6, а также для удаления отштампован но и заготовки.
В подвижной траверсе 5 установлены прижимные цилиндры 16, плунжеры 17 которых являются цилиндрами подъема подвижной траверсы 5 и закреплены в верхней поперечине посредством плунжеров 18, балок i9 и тяг 20. Для компактности одни тяги проходят через верхнюю поперечину 1, а другие - снаружи. Подвижная траверса 5 снабжена отверстием, через которое проходит деформирующий ползун, выполненный в виде сплошного штока 21 с уступом 22. Верхний конец штока 21 шарнирно связан с плунжером 23 рабочего цилиндра 24. При этом шарнир 25 находится в разъемной обойме 26, расположенной в дополнительной траверсе 27, связанной с цилиндром 28 подъема деформирующего ползуна посредством плунжеров 29 и шарниров 30.
Для уменьшения габаритов пресса плунжеры 29 и цилиндр 28 расположены в верхней поперечине 1 рядом с рабочим цилиндром 24. На конце сплошного штока 21 закреплен пуансон 31, который при штамповке входит в отверстие 15 в верхней крышке 6 штампа 7 и создает давление в жидком металле.
Для подъема верхней крышки 6 штампа 7 служат захваты 9, шарнирно соединенные посредством осей 32 с прижимными стойками 8, связанными с помощью Т-образных пазов с подвижной поперечиной 5.
Захваты 9 с внутренней стороны имеют скосы, которые позволяют им автоматически раскрываться при движении вниз, взаимодействуя с верхней крышкой 6 штампа 7. Захваты снабжены пружинами 33, предназначенными для их закрывания. Прижимные стойки 8 снабжены гайками 34, через которые проходят винты 35, с правой и левой резьбой, связанные между собой цепной передачей 36. На концах винтов установлены рукоятки 37, предназначенные для вращения винтов и перемещения прижимных стоек 8 в Т-образных пазах на заданный размер, определяемый габаритами верхней крышки штампа.
Пресс работает следующим образом. Перед заливкой металла прижимные стойки 8 устанавливают на размер по верхней крышке штампа 6, а захваты 9 с помощью пневмопривода 10 разводят для того,
0 чтобы подвижная траверса 5 при подъеме вверх оставила верхнюю крышку 6 на штампе 7. Затем через отверстие 15 в верхней крышке 6 штампа, выдвинутого из рабочей зоны выдвижным столом 14, он по желобу
заполняется жидким металлом. Уровень залитого металла должен находиться у верхней кромки отверстия 15. Это способствует получению качественных заготовок, так как шлак попадает в верхнюю часть заготовок, которая затем удаляется. После заливки металла в штамп, выдвижной стол 14 вдвигает его в рабочую зону пресса, подвижная траверса 5 опускается и прижимает верхнюю крышку 6 к штампу 7. При этом захваты 9 входят в пазы крышки 6. С помощью рабочего цилиндра 24 пуансон 31 входит в отверстие 15 в штампе 7 и создает давление в жидком металле, заставляя его заполнять труднодоступные места в штампе 7. Затем происходит закрытие газовых полостей в жидком металле, который застывает
Q при приложенном усилии рабочего цилиндра пресса. После затвердения расплавленного металла пуансон 31 поднимается вверх. Затем поднимается прижимная траверса 5, которая захватами 9 поднимает вверх крышку 6 штампа. Если усилие подъема прижимной траверсы 5 недостаточно для снятия крышки 6 вследствие ее заклинивания расплавленным металлом в зазорах между крышкой 6 и штампом 7, то деформирующий ползун поднимается вверх и с помощью усQ тупа 22 воздействует на подвижную траверсу 5. Поднятая крышка 6 удерживается в верхнем положении захватами 9, а штамп 7 вместе с заготовкой, предварительно подорванной выталкивателем, выдвижным столом 14 перемещается из рабочей зоны пресса для удаления заготовки с помощью кран-балки (не показана). Освобожденный от заготовки штамп 7 очищается от шлака и снова подается в рабочую зону
пресса, верхняя крышка 6 ставится на место для заливки новой порции жидкого металла. Заготовка может удаляться из штампа 7 и без его выдвижения из рабочей зоны.
Технико-экономический эффект от внедрения изобретения обеспечивается благодаря повышению надежности и уменьшению металлоемкости.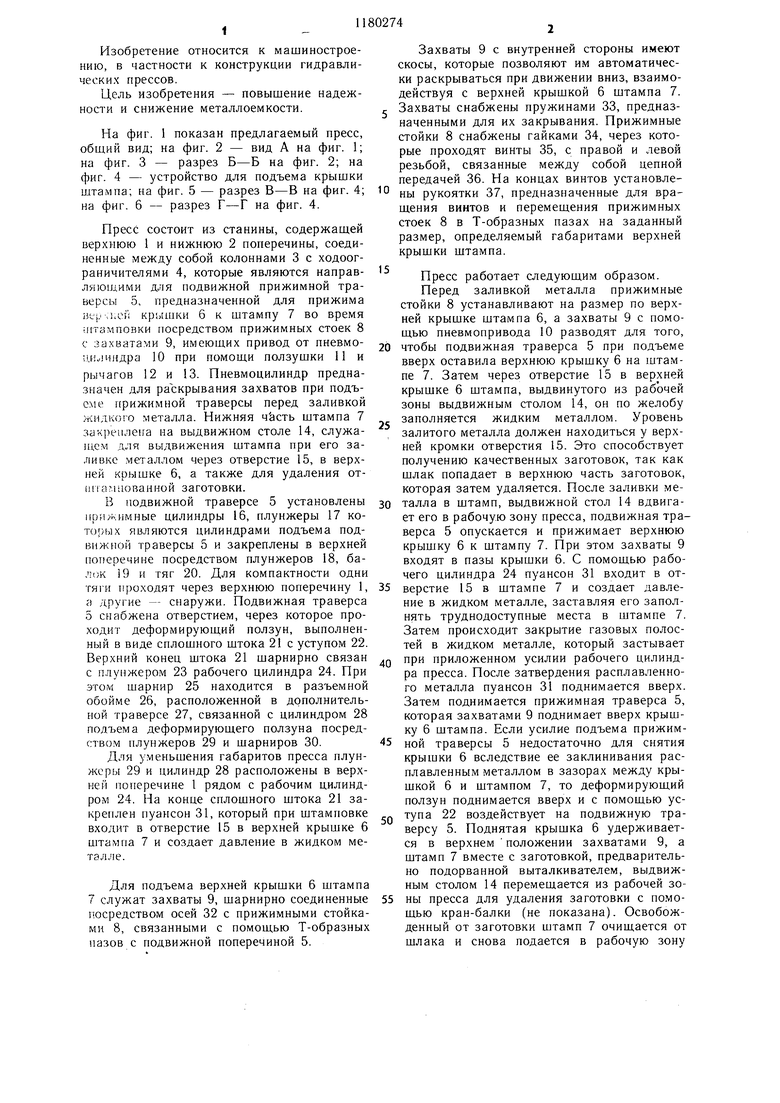
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1988 |
|
RU2006366C1 |
| Гидравлический пресс | 1981 |
|
SU1004154A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Гидравллический пресс | 1977 |
|
SU701028A1 |
| Вертикальный гидравлический штамповочный пресс | 1977 |
|
SU792762A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1991 |
|
RU2006367C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 1990 |
|
RU2019339C1 |
| Вертикальный гидравлический пресс | 1989 |
|
SU1722874A1 |
| ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС(•СЕСОЮЗН..* Я 11ЩН1НО~Т?АШГ:^7Н. ?;ий;)1^ОТЕНА-"?J | 1973 |
|
SU378333A1 |

ВЕРТИКАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС, содержащий станину в виде связанных колоннами верхней и нижней поперечин, охватывающую колонны подвижную прижимную траверсу, дополнительную подвижную траверсу, деформирующий ползун, а также цилиндры прямого и обратного хода деформирующего ползуна и прижимной траверсы, при этом деформирующий ползун сочленен с плунжером цилиндра прямого хода, а траверсы связаны тягами с плунжерами цилиндров обратного хода, отличающийся тем, что, с целью повышения надежности и снижения металлоемкости, на наружной поверхности деформирующего ползуна выполнен уступ, неподвижные элементы цилиндров прямого и обратного хода прижимной траверсы выполнены в виде единого блока, при этом деформирующий ползун смонтирован с возможностью взаимодействия своим уступом с прижимной траверсой, а тяги пропущены сквозь верхнюю поперечину. (О
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 0 |
|
SU308884A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
