taoA
ю
Изобретение относится к обработке металлов даплением и может найти применение в трубогибочиом производстве и чястности при гибко труб на станках с нагревом токами Высокой часто тьц работающие с водилом.
Цель изобретения - расвмреиие тек- нологических возможностей способа за счет получения гнутой трубы с 6yir том.
На фиг,1 показано исходиое положение трубы формованием бурта} 1афиг.2- формирование бурта при продольной по- /;аче нагретого зажимного участка Tpyбы и деформировании его на водиле с отбортовочиьм пуансоне ; па фиг, 3 - последующйя опера1 ия гибки.
Способ гибки труб на станках с водилом осу цествляется следуюгйим. образом,
Трубу t устаяавливайт в бпорный механизм 2 так чтобы длина конболи трубы 1 соответствовала условиюJ оп- ределяейому по формуле
TW
мйкс Ч- l5 0:017W
де
35
Е - модуль yirpyrocTit матер1г- зо / . ала Трубы-; , . .
I - момент инерции сечения
изгибаемой трубыj с - угол изгиба, макс- длина участка трубЬ до .зажима,.определяемая тех
нопогией;
ll - гиба, равная I 0,0174 ;
Ij - развернутая формуе- до
Mbrb бурта;
Р,5р - критшгеская сила доя данного сечения}. RJ 7 радиус гиба по среднему
диаметру.
Затем включают индуктор 3, уста- овленный на эажимной участок трубы. Перед этим на водило 4 устанарли- BOOT ютбортовочный пуансон 5 с упором 6, соответствующим заданному диаметру бурта 7 Включают продольную подачу опорного механизма 2, и труба 1 переещается вправо (по чертежу), При пе45
g
0
5
5
о
о
5
ремещении разогретый зажимной участок трубы 1 деформируется на отбортовоч- ном пуансоне 5 и доходит до упора б, Продольную подачу трубы 1 продолжают до образования бурта 7, При этом от- бортовка и нагрев идут одновременно. После получения требуемого диаметра бурта 2 через обратную связь системы управления включают захваты 8, которые обеспечивают зажим трубы 1 на водиле 4 за бурт 7о Одновременно с включением захватов 8 включают привод (на чертеже не обозначен) поворота водила 4 и начинают процесс гибки. При этом цикл нагрев трубы, отбор- Товка, гибка выполняют без промежуточных остановов,
«г,
Пршчер выполнения способа. Способ осуществляли на станке ТГС-160, работающем с водилом, обеспечивающим торможение заготовки-трубы, В качестве заготовки использована труба 89х€, материал XI8Н1ОТ, Нагрев выполняется индуктором с начала трубы. Параметры 1Ибки: радиус бурта R 11 mi, цпк- На консоли 220 мм, радиус гиба R J. 120 мм, угол гиба cf 90, скорость перемещений трубы 20 мм/мин, количество заготовок 5, В результате получены качественные гнутые изделия (степень овальности сечения не превьппала 3,5-6%) с буртом, что упрощает их последующий монтаж в конструкции,
Ф о р м у л а изо б р е т е н и я
Способ гибки труб на станках с водилом, вkлючaющий продольную подачу трубы для фиксации ее на воднл е, зажим, нагрев и , о т л и ч а ю- щ и и с я тем, что, с целью расширения технологических возможностей способа за счет получения гнутой трубы с 0УРТОМ, одновременно с продольной подачей трубы и фиксацией на водиле получают бурт путем дополнительного нагрева зажимного участка трубы и деформирования его на водипе с отбортовочньм пуансоном, а зажим трубы перед гибкой осуществляют за полученный бурт.
Фиг,1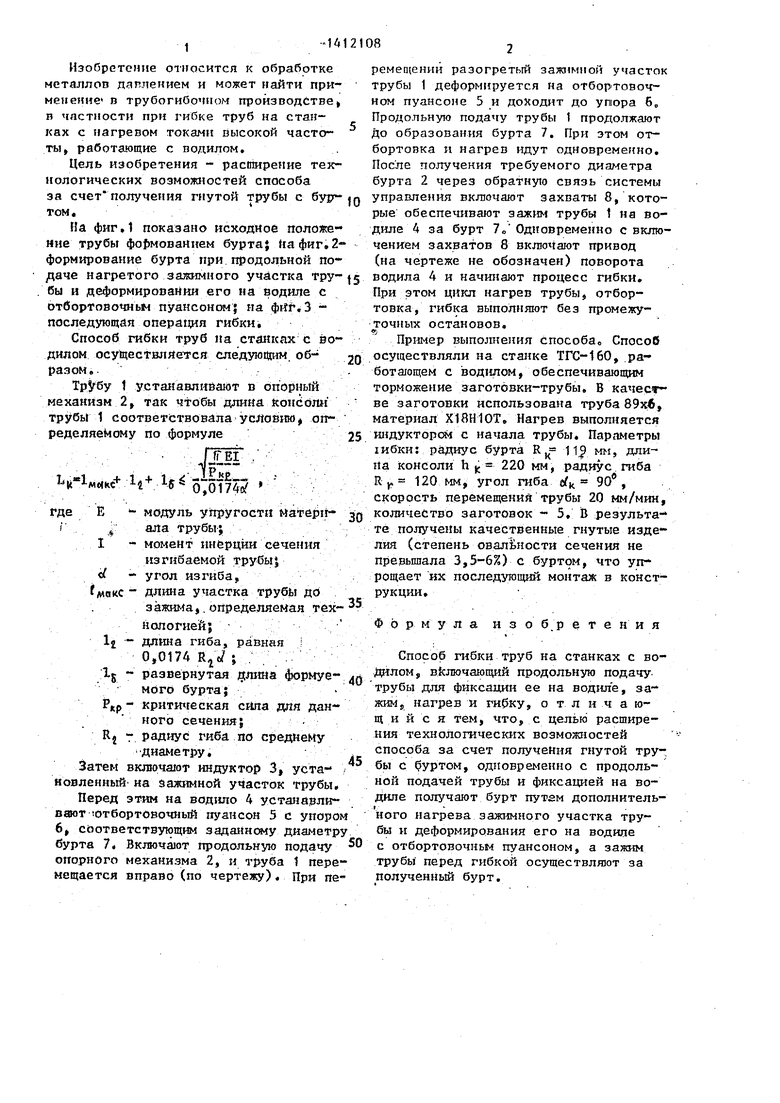
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Способ изготовления изогнутых изделий и устройство для его осуществления В.А.Афанасьева | 1986 |
|
SU1411072A1 |
| Способ гибки труб | 1984 |
|
SU1250349A1 |
| Станок для гибки труб | 1975 |
|
SU1115828A1 |
| Способ получения изогнутых труб | 1987 |
|
SU1574317A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Станок для гибки труб | 1974 |
|
SU512832A1 |
| Трубогибочный станок с индукционным нагревом | 1981 |
|
SU984564A1 |
| Станок для гибки труб | 1980 |
|
SU963605A2 |
| Способ изготовления трубопроводов с криволинейными участками | 1981 |
|
SU1013020A1 |
Изобретение относится к обработке металлов давлением, в частности, к трубогибочному производству. Цель(расширение технологических возможностей за счет получения гнутой трубы (Т) с буртом. Способ включает продольную пйдачу Т с одновременньм нагревом ее зажимного участка. Зажимной участок деформируют на водила с 6т- бортовочным пуансоном до образования бурта, затем Т за.жимают на водиле за полученный бурт и производят загибку с нагревом. Данным способом получены : качественные гнутые изделия, монтад которых в .конструкциях упрощен из-за наличия бурта, 3 ил.
Фие.З
Фиг. 2
| .Гальперин А.И | |||
| Мапшны и оборудование для изготовления кривол тей- ных участков трубопроводов, Н.: Недра, 1983, С.13А, рис | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
