ISD
00 4
00
Изобретение относится к обработке металлов давлением, предназначено для механизации кузнечно-штамповочного производства и может быть использовано, например, в горизонтально-ковочной машине для по итучной подачи в нее холодных и нагретых стержневых заготовок, преимущественно круглого сечения.
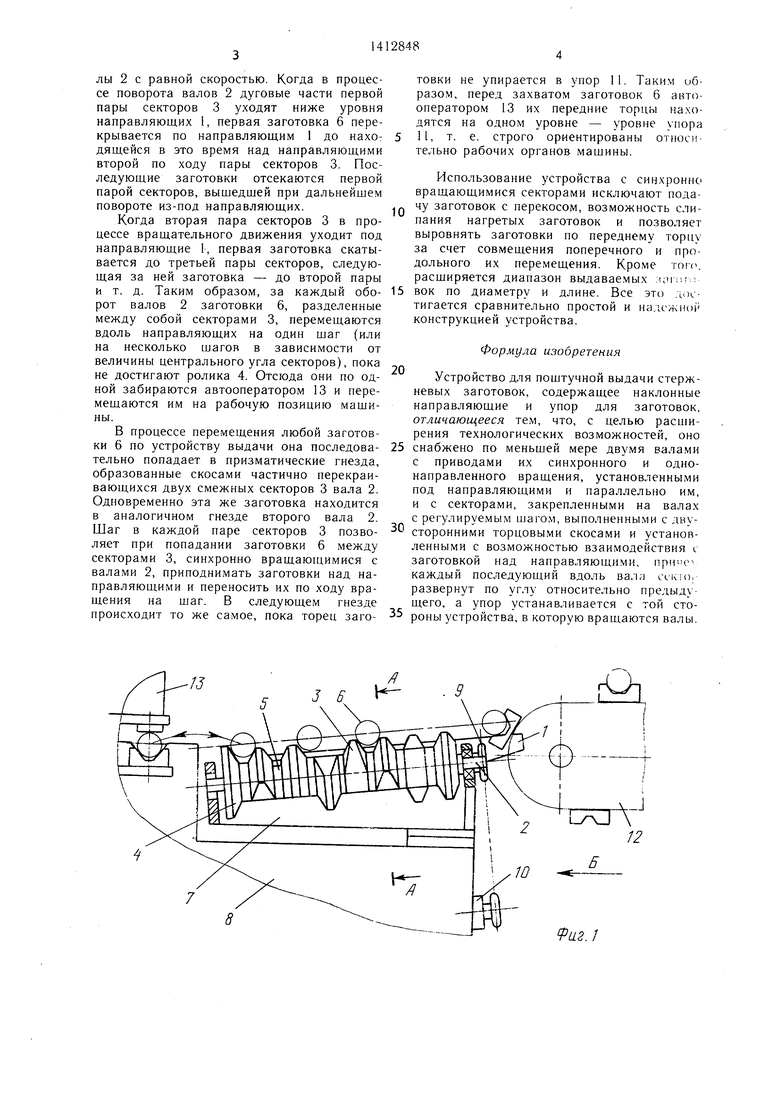
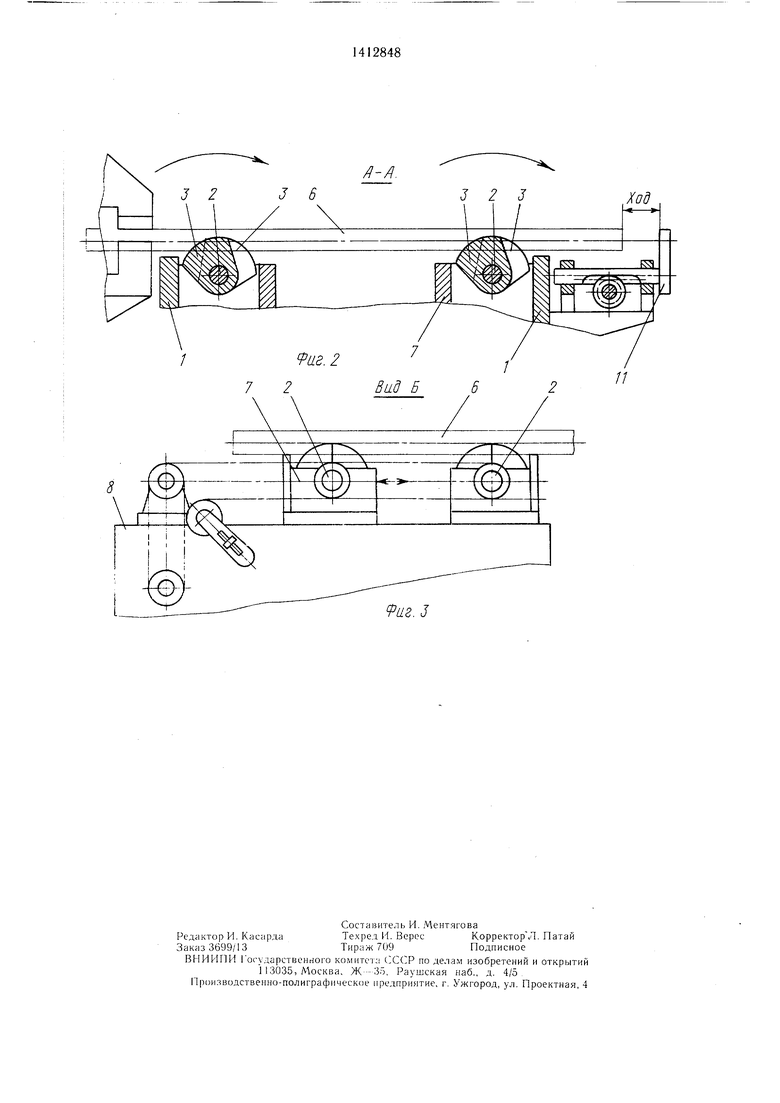
; Цель изобретения - расширение техно- Алогических возможностей. I На фиг. 1 изображено устройство, |вид сбоку; на фиг. 2 - разрез А-А |на фиг. 1 (условно показаны только два ближайших к плоскости разреза сектора); |на фиг. 3 -- вид Б на фиг. 1. ; Устройство содержит наклонные направ- |ляюш,ие 1, параллельно которым смонтированы на опорах валы 2 (в данном примере две направляюшие и два вала, IB других случаях тех и/или других мо- ;жет быть больше). На валах 2 с воз- :можностью перестановки вдоль них и по уг- ;лу разворота смонтированы секторы 3, расположенные последовательно один- за |другим вдоль каждого вала и разверну- тые по углу с центром на оси вала ; каждый гюследуюший относительно каждо- го предыдуш,его. Последним в осевой пос- ;ледовательности секторов 3 установлен ко- i нический ролик 4.
Возможность перестановки вдоль вала и фиксация по углу разворота обеспечиваются выполнением по всей рабочей длине валов 2 шлицевых канавок, по которым секторы 3, имеющие шлицевые отверстия в ступицах, могут перемеш,аться в осевом направлении. Этими же шлицами секторы 3 фиксируются от проворота на валах 2.
Фиксация секторов 3 от осевого смеш,е- ния с заданного места на валу 2 осуществляется с помощью разъемных в радиальном направлении проставок 5, которые в сочетании со ступицами секторов 3 образуют на каждом валу 2 сжатую с торцов снизку (сжатие осуществляется, например, резьбовыми элементами).
Шаг между секторами 3 вдоль вала регулируется при наладке устройства изменением количества и толщины проставок 5. Секторы 3 выполнены с двусторонними торцовыми скосами. Такие скосы двух смежных секторов одного вала образуют призматические гнезда, в которых располагаются стержневые заготовки 6.
В собранном виде валы 2 смонтированы на подшипниковых опорах параллельно наклонным направляющим 1, ниже и сбоку от них так, что радиусная часть секторов 3 выступает над уровнем направляющих. Каждый вал 2 и с ним одна из направляющих I смонтированы на отдельном корпусе 7, причем один из корпусов 7 может быть переставлен при наладке по раме 8 в поперечном направлении
в зависимости от длины подаваемых в машину стержневых заготовок.
Опоры валов 2 могут быть демонтированы для замены секторов 3. Оба ва.та 2
кинематической передачей 9, например цепной, подключены к приводу 10, который кинематически связан с приводным механиз- .мом ковочной мащины. Нри этом оба вала 2 синхронно вращаются в одном направлении - в направлении, параллельном
0 рабочим органам мащины.
С той стороны, в которую вращаются валы 2, установлен с возможностью регулировки упор 11 для торцов заготовок 6. Для доставки стержневых заготовок к уст5 ройству выдачи служит транспортер 12, а для передачи заготовок с данного устройства на рабочую позицию машины - автооператор 13 (на фиг. изображен захват автооператора).
Устройство работает следующим образо.м.
0 Перед началом работы производится наладка устройства на поштучную выдачу заготовок в соответствии с циклом работы ковочной машины, а также на соответствующую длину стержневых заготовок и их диа5 метр.
В соответствии с циклом работы машины устанавливается заданная периодичность выдачи заготовок. Это обеспечивается установкой секторов 3 на валы 2 таким образом, чтобы заготовка 6 поступала на
0 ось загрузки при отходе автооператора 13 в рабочую зону машины. Последующая заготовка удерживается вторым от ролика 4 сектором на наклонной направляющей до тех пор, пока автооператор 13 не возвращается и не берет заготовку с оси за5 грузки.
Все секторы устанавливаются попарно по длине вала. В поперечном сечении валов 2 каждый сектор 3 должен быть установлен таким образо.м, чтобы концы дуговых частей сектора 3 и начало следую- .его сектора перекрывали друг друга. Парные секторы устанавливаются между собой на шаг через проставки 5, количество которых определяется в зависимости от диапазона диаметров заготовок.
5 Для наладки устройства на соответствие длине заготовок один корпус 7 может перемещаться по раме 8 относительно другого неподвижного - на необходимую ширину. При очень длинных заготовках на раме 8 может быть смонтирован третий
0 корпус 7 в сборе с третьим валом 2 и направляющей 1.
Нагретые в печи заготовки доставляются к устройству пон1тучной выдачи транспортером 12 и скатываются с него на наклонные направляющие 1 до первой по хо ду подачи пары секторов 3 - по одному на каждом из валов 2 (в исходном положении секторы повернуты вверх). Привод 10 через передачу 9 вращает ва0
лы 2 с равной скоростью. Когда в процессе поворота валов 2 дуговые части первой пары секторов 3 уходят ниже уровня направляющих I, первая заготовка 6 перекрывается по направляющим 1 до нахог дящейся в это время над направляющими второй по ходу пары секторов 3. Последующие заготовки отсекаются первой парой секторов, выщедщей при дальнейщем повороте из-под направляющих.
Когда вторая пара секторов 3 в процессе вращательного движения уходит под направляющие 1, первая заготовка скатывается до третьей пары секторов, следующая за ней заготовка - до второй пары и т. д. Таким образом, за каждый оборот валов 2 заготовки 6, разделенные между собой секторами 3, перемещаются вдоль направляющих на один щаг (или на несколько шагов в зависимости от величины центрального угла секторов), пока не достигают ролика 4. Отсюда они по одной забираются автооператором 13 и перемещаются им на рабочую позицию мащи- ны.
В процессе перемещения любой заготовки 6 по устройству выдачи она последовательно попадает в призматические гнезда, образованные скосами частично перекраивающихся двух смежных секторов 3 вала 2. Одновременно эта же заготовка находится в аналогичном гнезде второго вала 2. Шаг в каждой паре секторов 3 позволяет при попадании заготовки 6 между секторами 3, синхронно вращающимися с валами 2, приподнимать заготовки над направляющими и переносить их по ходу вращения на щаг. В следующем гнезде происходит то же самое, пока торец заготовки не упирается в упор 11. Такн.м иб- разом, перед захватом заготовок 6 автооператором 13 их передние торцы на.о- дятся на одном уровне - уровне упора 11, т. е. строго ориентированы относительно рабочих органов мащины.
Использование устройства с синхронно вращающимися секторами исключают подачу заготовок с перекосом, возможность слипания нагретых заготовок и позволяет выровнять заготовки по переднему торцу за счет совмещения поперечного и продольного их перемещения. Кроме тогч расщиряется диапазон выдаваемых .uMcrv:
вок по диаметру и длине. Все это до1.-- тигается сравнительно простой и надежной конструкцией устройства.
Формула изобретения
20
Устройство для пощтучной выдачи стержневых заготовок, содержащее наклонные направляющие и упор для заготовок, отличающееся тем, что, с целью распш- рения технологических возможностей, оно 25 снабжено по меньщей мере двумя валами с приводами их синхронного и однонаправленного вращения, установленными под направляющими и параллельно им, и с секторами, закрепленными на валах с регулируемым щагом, выполненны.ми с двусторонними торцовыми скосами и установленными с возможностью взаимодействия с заготовкой над направляющими, каждый последующий вдоль валя сскто; развернут по углу относительно предыдущего, а упор устанавливается с той сто30
35
роны устройства, в которую вращаются валы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор для подачи плоских заготовок в обрабатывающую машину | 1988 |
|
SU1539082A1 |
| Устройство для накопления заготовок | 1982 |
|
SU1060285A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| ШТАНГОВЫЙ КОНВЕЙЕР ДЛЯ ПОТОЧНОГО ПЕРЕМЕЩЕНИЯ ЗАГОТОВОК К ОБРАБАТЫВАЮЩИМ СТАНКАМ | 1973 |
|
SU370130A1 |
| Устройство для поштучной подачи заготовок стержневого типа с буртами к резьбонакатному станку | 1980 |
|
SU912375A1 |
| НАГРЕВАТЕЛЬНАЯ КАМЕРНАЯ ПЕЧЬ | 1973 |
|
SU378448A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Ковочные вальцы для оттяжки носков заготовок напильников | 1958 |
|
SU114658A1 |
| Устройство для автоматической подачи заготовок и выдачи готовых задников к машине для формования задников | 1955 |
|
SU107378A1 |
| Вибробункер | 1986 |
|
SU1454647A1 |
Изобретение относится к обработке металлов давлением, а именно к механизации кузнечно-штамповочного производства, и может быть использовано, например, в горизонтально-ковочной машине для поштучной подачи в нее холодных и нагретых стержневых заготовок. Цель изобретения - расширение технологических возможностей. Нагретые заготовки, скатываясь с транспортера, попадают на наклонные направляюшие, под которыми установлены валы с закрепленными на них через регулируемый шаг секторами с двусторонним скосом. При этом смежные секторы развернуты по углу. В результате синхронного врашения валов секторы периодически выступают над направляюш,ими, регулируя движение заготовок по наклонным направ- ляюш,им. Секторы являются также разде- лителями заготовок и исключают их слипание. В момент взаимодействия с парой смежных секторов заготовка приподнимается над направляюшими и смешается в сторону враш,ения валов с секторами, за счет чего происходит выравнивание заготовок по торцу. Устройство обеспечивает поштучно выдачу заготовок с заданной периодичностью. 3 ил. S (Л
U2./
Составитель И. Ментягова
Редактор И. Касарда Заказ 3699/13
Техред И. Верес Тираж 709
Корректор ... Патай Подписное
ВНИИПИ Государственного комитета (ХСР по делам изобретеннй н открытий
1 13035, Л осква, Ж--35. Раушская наб., д. 4/5 Прои.чводственно-полнграфнческое предприятие, г. Ужгород, ул. Проектная, 4
9аг.З
Корректор ... Патай Подписное
| Устройство для поштучной выдачи длинномерных заготовок | 1980 |
|
SU893347A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
