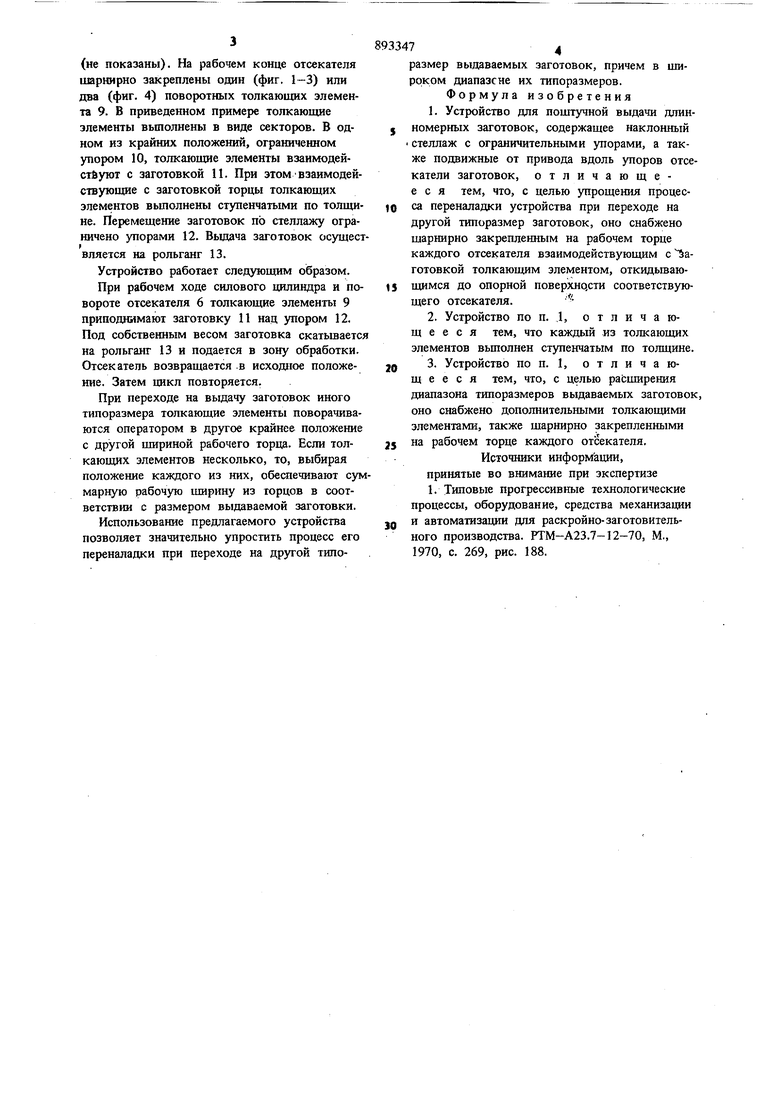
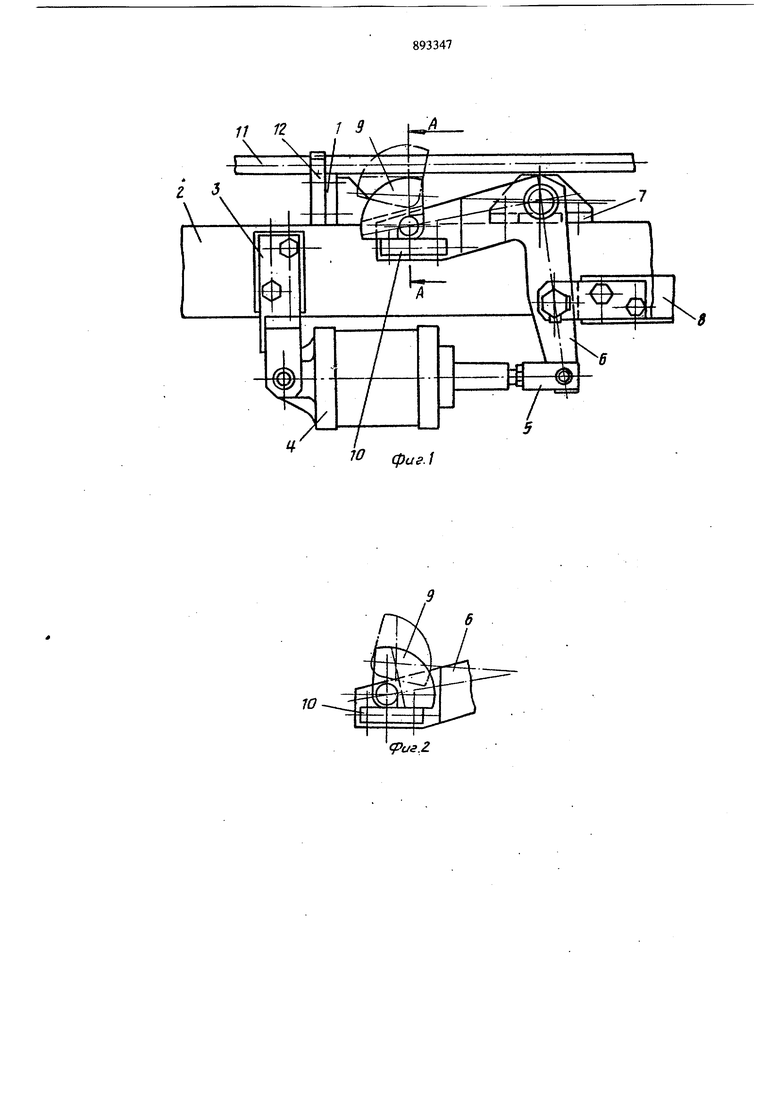
(не показаны). На рабочем конце отсекателя шарнирно закреплены один (фиг, 1-3) или два (фиг. 4) поворотных толкающих элемента 9. В приведенном примере толкающие элементы вьшолнены в внде секторов. В одном из крайних положений, ограниченном упором 10, толкающие элементы взаимодейстйуют с заготовкой 11. При этом взаимодействующие с заготовкой торцы толкающих элементов выполнены ступенчатыми по толщине. Перемещение заготовок по стеллажу ограничено упорами 12. Выдача заготовок осуществляется на рольганг 13.
Устройство работает следующим образом.
При рабочем ходе силового цилиндра и повороте отсекателя 6 толкающие элементы 9 приподнимают заготовку 11 над упором 12. Под собственным весом заготовка скатывается на рольганг 13 и подается в зону обработки. Отсек атель возвращается .в исход1юе положение. Затем цикл повторяется.
При переходе на вьщачу заготовок иного типоразмера толкающие элементы поворачиваются оператором в другое крайнее положение с другой щириной рабочего торца. Если толкающих элементов несколько, то, выбирая положение каждого из них, обеспечивают суммарную рабочую ширину из торцов в соответствии с размером выдаваемой заготовки.
Использование предлагаемого устройства позволяет значительно упростить процесс его переналадки при переходе на другой типо933474
размер выдаваемых заготовок, причем в щироком диапазоне их типоразмеров. Формула изобретения
1.Устройство для пощтучной вьщачи длин} номерных заготовок, содержащее наклонный
стеллаж с ограничительными упорами, а также подвижные от привода вдоль упоров отсекатели заготовок, отличающееся тем, что, с целью упрощения процес10 са переналадки устройства при переходе на другой типоразмер заготовок, оно снабжено шарнирно закрепленным на рабочем торце каждого отсекателя взаимодействующим с Заготовкой толкающим элементом, откидываю15 щимся до опорной поверхно,сти соответствующего отсекателя.
2.Устройство по п. 1, отличающееся тем, что каждый из толкающих элементов вьшолнен ступенчатым по толщине.
2Q 3. Устройство но н. 1, отличающееся тем, что, с целью расширения диапазона типоразмеров выдаваемых заготовок, оно снабжено дополнительными толкающими элементами, также щарнирно закрепленными J5 на рабочем торце каждого отсекателя.
Источники информации, принятые во внимание при экспертизе 1. Типовые прогрессивные технологические процессы, оборудование, средства механизации JQ и автоматизации для раскройно-заготовительного производства. РТМ-А23.7-12-70, М., 1970, с. 269, рис. 188.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи длинномерных заготовок | 1983 |
|
SU1107935A2 |
| Устройство для контурной выдачи и перемещения заготовок | 1990 |
|
SU1738443A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1986 |
|
SU1315089A1 |
| Устройство для поштучной выдачи заготовок в рабочую зону обрабатывающей машины | 1984 |
|
SU1318332A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ПРОКАТА | 1993 |
|
RU2048222C1 |
| Устройство для поштучной выдачи длинномерных цилиндрических заготовок | 1989 |
|
SU1690923A1 |
| Приемно-разборочное устройство для длинномерных заготовок | 1978 |
|
SU770710A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Автоматический стеллаж | 1977 |
|
SU689761A1 |

А -А
(ригЗ
фигЛ
