4ib
9д
Изобретение относится к пескоструйной обработке металлов, а именно к способам контроля процессов гироабразивной обработки поверхностей
Цель изобретения - повьппение точности контроля степени загрязнения суспензии отходами обработки при очстке поверхностей изделий от загрязнения, преимущественно от вязких пленочных покрытий, окалины и т.п.
На чертеже представлена взаимосвязь отношения текущей к начальной интенсивности звука в зоне обработк от степени загрязнения суспензии.
Сущность предлагаемого способа заключается в том, что процесс струной гидроабразивной обработки сопровождается определенным уровнем шума источниками которого являются исте- каю111ая из сопла под давлением струя суспензии, а также процессы соударения струи с обрабатываемой поверхностью и ее взаимодействия со стенками рабочей камеры. На интенсивнос звука указанных источников оказывает влияние загрязненность суспензии продуктами процесса обработки. При зтом загрязнение суспензии мелкими фракциями пьши или коагулированными вязкими материалами снижает энергетические параметры струи, поскольку указанные составляющие загрязнения суспензии обволакивают поверхность абразивных частиц, что снижает интесивность звука в зоне обработки.
Процессы изменения интенсивности звука в диапазоне частот 200-1000 Г при загрязнении суспензии вязкими и хрупкими материалами практически идентичны, хотя абсолютная величина интенсивности звука при обработке вязкого или хрупкого материала различная.
При удалении дефектного слоя с поверхности мраморной плиты интенси ность звука вьппе, чем при удалении вязкой пленки пригара при очистке вулканизационных пресс-форм. Изменение интейсивиости звука при одинаковой степени загрязнения суспензии отходами обрабатываемого материала, будь-то мрамор или пресс-форма, составляет от контрольной величины интенсивности, т.е. установленной при обработке незагрязненной суспензии в начальный период, равную величину
Из отношения текущей интенсивности звука I в зоне обработки к конт
Q
;
ро25 вания зо 55
35
40
рольной интенсивности звука I , установленной при обработке исходной суспензией, не загрязненной отходами очистки, можно характеризовать степень загрязненности суспензии. Причем установлена линейная связь степени загрязненности суспензии от отношения величин 1/1 .
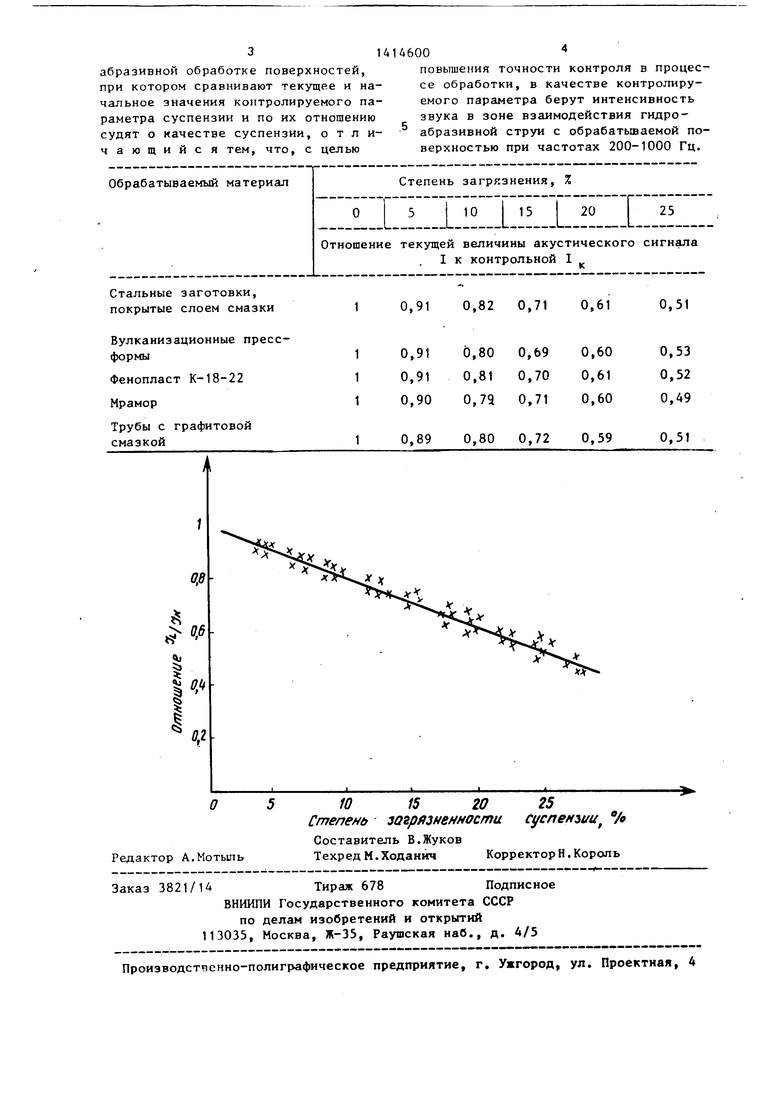
Пример. Экспериментальная проверка способа осуществлена при гидроабразивной обработке деталей из разных материалов. В качестве примера в таблице приведены результаты обработки материалов суспензией, состоящей из 20% по массе карбида кремния зеленого, взвешенного в 1%-ном водном растворе нитрита натрия. Зернистость абразива во всех случаях составляла 100 мкм. Обработке подлежали стальные заготовки, покрытые смазкой; вулканизационные пресс-формы, покрытые слоем пригара резины; изделия из пластмассы после прессос целью снятия слоя, облицовочные плиты из мрамора, холоднока- танные трубы с графитовой смазкой.
Во всех случаях периодически проводили остановку процесса обработки для прямого измерения загрязненности суспензии. Параллельно в ходе обработки измеряли интенсивность звука на частоте 500 Гц. Текущее значение интенсивности звука I сравнивали с контрольной интенсивностью
45
50
звука I , фиксируемой в начале обработки исходной суспензии, не загрязненной продуктами обработки. Результаты измерений сведены в таблицу.
Данные таблицы показывают линейную зависимость отношения I/Ij от загрязненности суспензии продуктами обработки. Зная величину 1/1, можно судить о степени загрязнения суг.пен- зии и в зависимости от поставленной задачи принимать меры по замене или регенерации суспензии.
Определение степени загрязнения суспензии откодами обрабатываемого материала в процессе обработки без остановки оборудования позволяет оперативно принимать меры по очистке суспензии от загрязнения и тем самым повьшает производительность и эффективность обработки. Формула изобретения
Способ контроля степени загрязнения суспензии отходами при струйноабразивной обработке поверхностей, при котором сравнивают текущее и начальное значения контролируемого параметра суспензии и по их отношению судят о качестве суспензии, отличающийся тем, что, с целью
повышения точности контроля в процессе обработки, в качестве контролируемого параметра берут интенсивность звука в зоне взаимодействия гидроабразивной струи с обрабатьшаемой поверхностью при частотах 200-1000 Гц,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки изделий | 1986 |
|
SU1389883A1 |
| Способ контроля активной зоны обработки | 1986 |
|
SU1397265A1 |
| Способ управления процессом гидроабразивной обработки | 1987 |
|
SU1839142A1 |
| Способ определения износа сопла при гидроабразивной обработке | 1986 |
|
SU1425064A1 |
| Способ абразивоструйной обработки поверхностей деталей | 1980 |
|
SU884991A1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ ПУТЕМ УДАЛЕНИЯ ТОНКИХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2009 |
|
RU2413602C2 |
| Способ электроэрозионного упрочнения | 1989 |
|
SU1710242A1 |
| Способ гидроабразивной очистки поверхностей от загрязнений | 2018 |
|
RU2690454C1 |
| СПОСОБ ОЧИСТКИ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2381096C2 |
| Устройство для гидроабразивной обработки деталей | 1977 |
|
SU740485A1 |
Изобретение относится к способам контроля процессов струйной гидроабразивной обработки, а именно к способам контроля степени загрязнения суспензии отходами обработки. Целью изобретения является повышение точности контроля путем оценки качества суспензии в струе, направляемой на обрабатываемую поверхность. Для этого в качестве контролируемого параметра берут интенсивность звука в зоне обработки, а степень-загрязненности суспензии определяют из соотношения текущей величины интенсивности звука I в диапазоне частот 200-1000 Гц к контрольной интенсивности звука 1,, измеренной при обработке суспензией,. не загрязненной отходами обработки. 1 ил, 1 табл. i
| Устройство для гидроабразивной обработки | 1983 |
|
SU1151441A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
