со со
1чЭ
05 ел
Изобретение относится к гидроабразивной обработке металлов, а именно к способам обработки внутренних поверхностей встречно направленными струями рабочего агента.
Цель изобретения - повышение точности контроля при встречной подаче струй гидроабразивной суспензии во внутреннюю полость труб коллекторов.
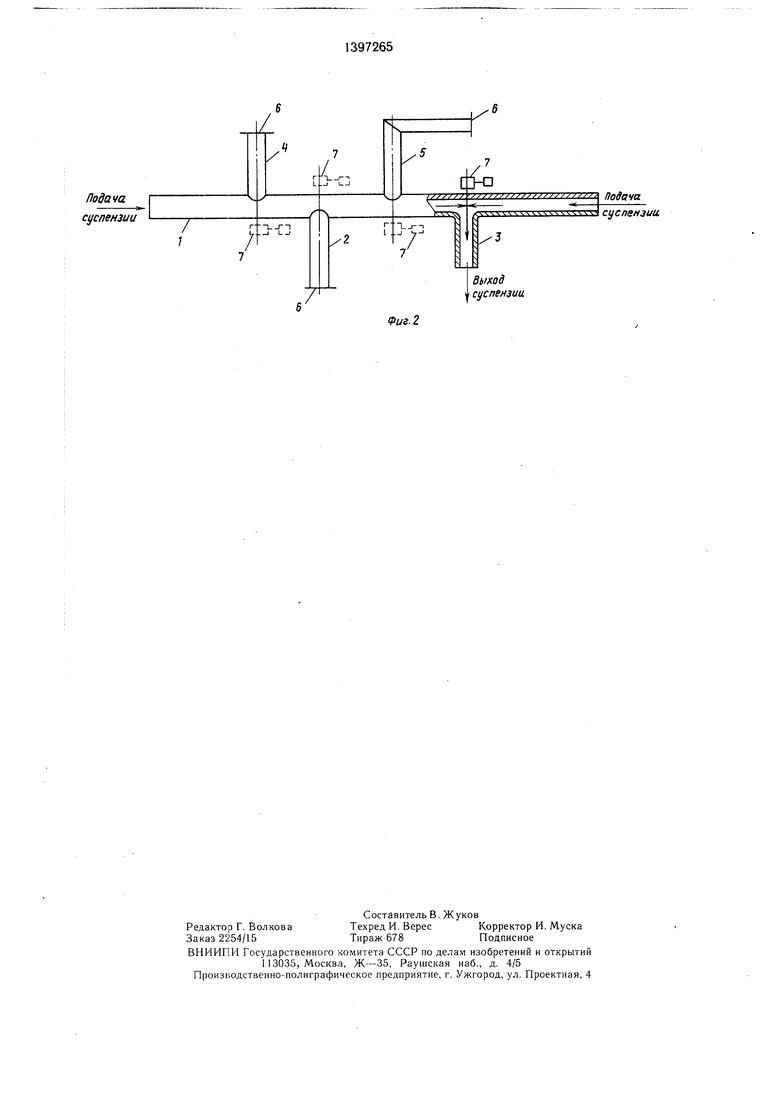
На фиг. 1 представлены зависимости, поясняющие физическую сущность способа; на фиг. 2 - пример реализации способа при очистке трубы коллектора.
Способ основан на явлении расширения и изменения направления движения потока при столкновении встречно направленных струй гидроабразивной суспензии в трубе.
В зоне встречи струй рабочих агентов происходит их активное взаимодействие, характеризующееся резким изменением направления движения струй и снижением их кинетической энергии, при этом резко увеличивается плотность и турбулентность результирующего потока.
Экспериментально установлено, что при взаимодействии встречных потоков рабочих агентов характерным является изменение интенсивности звука на частотах 40-315 и 1000-1600 Гц. При движении направленного потока рабочего агента (участки I III и У, фиг. 1) вдоль внутренней поверхности обрабатываемой трубы 1 интенсивность звука на этих частотах на участках I, III и У постоянна (кривая а и в, фиг. 1). А в зоне взаимодействия встречных потоков рабочих агентов (участок 1У) в результате соударения струй происходит одновременное изменение интенсивности звука на частотах 40--315 и 1000-1600 Гц; (кривая С, фиг. 1). Причем на частотах 40-315 Гц из-за повышения плотности и турбулентности результирующего потока интенсивность звука увеличивается со стороны встречных струй, и в плотности встречи струй интенсивность звука на частоте 40-315 Гц достигает .максимума. На частотах 1000- 1600 Гц интенсивность звука в .месте взаи- .модействия наоборот -уменьшается и в той же плоскости достигает своего минимума. Последнее объясняется снижением скорости и кинетической энергии осевых встречных струй в зоне взаимодействия.
Таким образом, для характеристики центральной плоскости зоны взаимодействия встречных струй, а следовательно, и активной зоны обработки необходимо совпадение максимального значения интенсивности звука на частотах 40-315 Гц с минимальной величиной интенсивности звука на частотах 1000-1600 Гц.
Необходимость изменения интенсивности звука на частотах 40-315 и 1000-1600 Гц одновременно для опре.деле0
5
0
5
0
5
0
5
0
5
ния зоны встречи потоков рабочих агентов обусловлена тем, что, например, в местах изгибов (участок II, фиг. 1) также происходит изменение интенсивности звука на частоте 40-315 Гц, вызванное повыщением турбулентности одной из струй суспензии. Однако значительных изменений скорости струи при этом не наблюдается, и интенсивность звука на частоте 1000-1600 Гц сохраняется неизменной. Таким образом, для характеристики зоны встречи струй рабочих агентов необходимо одновременное изменение интенсивности звука на двух частотах указанных диапазонов, так как изменение интенсивности звука на одном из диапазонов частот не определяет активной зоны обработки.
Пример. Обработке подлежит трубопро- ВО.Д, состоящий из центральной трубы 1 и четырех приваренных отводов 2-5 (фиг. 2). Отводы могут закрываться заглушками 6.
В центральный трубопровод с двух сторон подается гидроабразивная суспензия, состояпдая из воды, твердых частиц карбида кремния зернистостью 100 MJCM и ингибитора коррозии. Необходи.мо произвести очистку внутренней поверхности от ржавчины и окалины по всей длине трубопровода, кроме того в местах стыков отводов произвести зачистку от сварочного грата. Наиболее интенсивно необходимо вести обработку в местах стыков отводов 2-5 с центральным трубопроводом. При прохождении суспензии по трубопроводам абразивные частицы очищают внутреннюю поверхность. Требуется интенсифицировать обработку в зоне стыка отвода 3 с трубой 1. С противоположной стороны от отвода 3 устанавливают датчик 7 измерения интенсивности звуковых колебаний. Изменяя давление струй, поступающих с разных концов трубы 1, зону встречи двух потоков сводят к месту стыка отвода 3 и трубы 1.0 том, что потоки встретились именно в месте стыка определяют по показаниям датчика 7, который регистрирует одновременное изменение интенсивности звука на частотах 40-315 и 1000-1600 Гц и совпадение максимума интенсивности звука на частоте 40-315 Гц с минимальным значением на частоте 1000- 1600 Гц (фиг. 1). Регистрация активной зоны обработки обеспечивается местом установки датчика 7, сориентировать который, например, соосно с осью отвода 3 не представляет затруднений.
После обработки стыка отвода 3 с трубой 1 перемещают зону встречи струй к стыку отвода 5 с трубой 1, для этого несколько уменьшают давление левой струи, при этом правая струя будет оттеснять зону обработки влево. Когда датчик 7, установленный соосно с отводом 5, зарегистрирует увеличение
интенсивности звука, давление левой струи стабилизируют. При этом интенсивность звука достигнет уровней, показанных на фиг. 1 (зона 1У), т.е. можно считать, что струи встретились в плоскости, проходящей через ось, по которой соориентирован датчик 7 и отвод 5. Если необходимо всю энергию обоих потоков использовать в заданной плоскости встречи струй, то следует пользоваться заглушками 6, установив их на отводы 2-5.
Изобретение позволяет за счет повышения точности определения активной зоны обработки на внутренней поверхности трубопроводов улучшить качество и снизить длительность обработки различных каналов в деталях.
Формула изобретения
Способ контроля активной зоны обработки, при котором определяют регистрирующим прибором интенсивность обработки по параметру обрабатываемой поверхности, отличающийся тем, что, с целью повышения точности контроля при встречной подаче струи гидроабразивной суспензии во внутреннюю полость труб коллекторов, в качестве контролируемого параметра берут интенсивность звука, при этом сначала на частотах 40-315 Гц устанавливают зоны с максимальной интенсивностью звука, а затем в установленных зонах измеряют интенсивность звука на частотах 1000-1600 Гц и по ее минимальному значению определяют активную зону обработки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом гидроабразивной обработки | 1987 |
|
SU1839142A1 |
| Способ абразивоструйной обработки поверхностей деталей | 1980 |
|
SU884991A1 |
| Способ контроля степени загрязнения суспензии отходами при струйно-абразивной обработке | 1986 |
|
SU1414600A1 |
| Способ очистки внутренней поверхности труб | 1989 |
|
SU1703423A1 |
| Способ определения износа сопла при гидроабразивной обработке | 1986 |
|
SU1425064A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОДУКТИВНЫХ ПЛАСТОВ | 1998 |
|
RU2135736C1 |
| Способ струйной гидроабразивной обработки деталей | 1985 |
|
SU1294587A1 |
| Способ определения адгезионной и когезионной стойкости металлических покрытий | 2019 |
|
RU2717260C1 |
| Установка для термообработки дисперсных материалов | 1976 |
|
SU735885A2 |
| Способ очистки изделий | 1986 |
|
SU1389883A1 |
Изобретение относится к струйной гидроабразивной обработке внутренней поверхности труб. Целью изобретения является повышение точности контроля активной зоны обработки внутренней повер.хности трубы при нодаче в нее встречно направленных струй гидроабразивной суспензии. Для этого в качестве контролируемого параметра используют звуковые колебания, возникаюш,ие в трубе при движении в ней встречных потоков гидроабразивной суспензии. Сначала измеряют интенсивность звука вдоль наружной поверхности обрабатываемой трубы в диапазоне частот 40- 315 Гц и устанавливают вдоль трубы зоны с максимальной интенсивностью звука, а затем в этих зонах измеряют интенсивность звука на частотах 1000-1600 Гц и по минимальному значению интенсивности звука при 1000-1600 Гц определяют активную зону обработки. 2 ил. со (Л
ФИ9,1
суспензии
| Способ контроля интенсивности обработки дробью | 1983 |
|
SU1144860A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
