(Л
4а
Од СО 00
1
Изобретение относится к технологческому о.борудованию и может найти Применение в машиностроении.
Цель изобретения - расширение технологических возможностей за сче |возможности угловой ориентации соби раемых деталей.
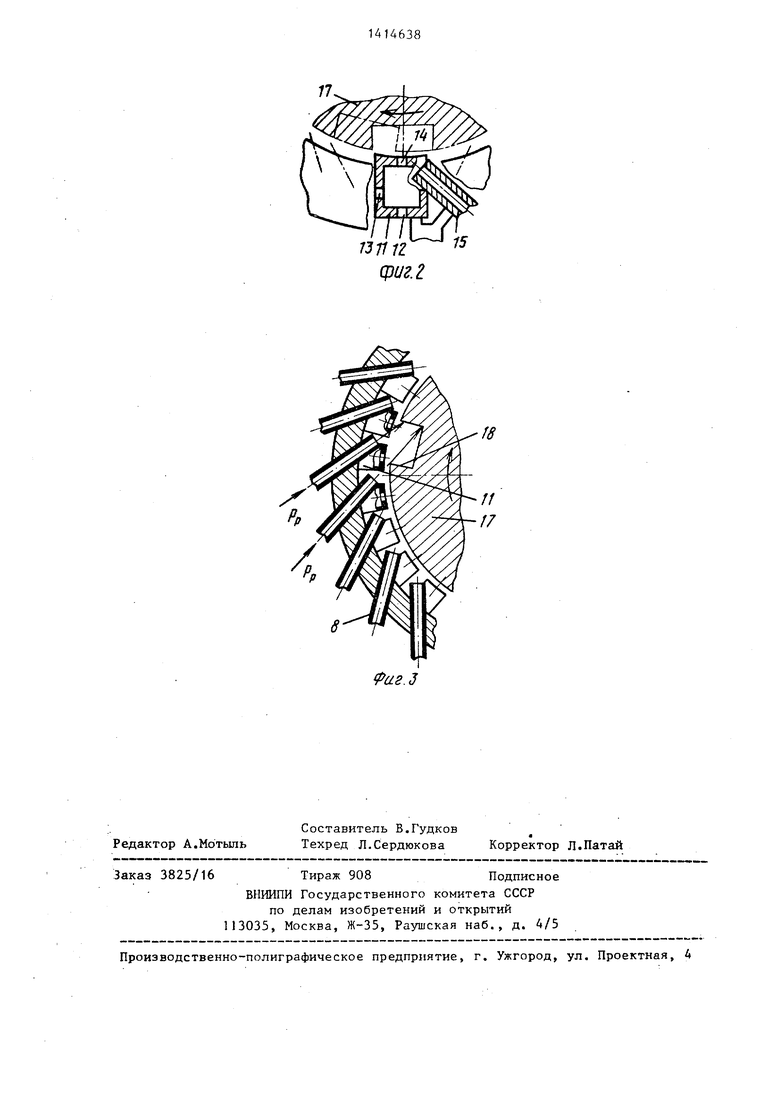
На фиг. 1 изображено устройство, общий вид;, на фиг. 2 - датчик дав- :ления и дополнительное сопло; на ;фиг. 3 - устройство, вариант испол- I нения.
Устройство содержит корпус 1 с роликовой опорой 2 и ориентатор в в де двух полувтулок 3 и 4, смонтированных на оси 5 и тягами 6 связанны со штоком силового цилиндра 7« В ор ентаторе имеется ряд сопл 8, противоположно направленных по касатель- ной к внутренней поверхности полувтулок 3 и 4, в которых вьшолнены . воздушные полости 9, соединенные каналами 10. с источником сжатого воздуха (не показан).
В плоскости разъема полувтулок 3 и 4 на корпусе 1 закреплен датчик 1 давления с входным 12 и выходными 13 и 14 отверстиями. Датчик 11 пневматически соединен с дополнительным соплом 15, направленным в ту же сторону, что и сопла 8, например к полувтулке 3. Ориентатор снабжен подпружиненным фиксатором, например, в виде ролика 16.
В варианте устройства (фнг.З) каждое из сопл 8 соединено индивидуально с источником сжатого воздуха и снабжено датчиком 11.
Устройство работает следующим об разом.
Собираемая деталь 17 устанавливается на роликовую опору 2, срабатьг- вает силовой цилиндр 7, а полувтулки 3 и 4 смыкаются. Сжатый воздух подается в полости 9 и истекает чере сопла 8, создавая неуравновешенный крутящий момент, действукяций на конструктивный элемент детали 17, например паз 18. Благодаря этому деталь 17 ориентируется в окружном направлении до тех пор, пока паз 18 не займет положение, симметричное плоскости разъема полувтулок 3 и
в котором он фиксируется фиксатором 16. Если паз 18 займет положение против датчика 11, то давление на его выходных отверстиях 13 и 14„изменится, что даст сигнал на подачу сжатого воздуха к соплу 15. При этом деталь 17 повернется и сопла 8 обеспечат требуемое ориентированное положение паза 18. По завершению ориентации детали 17 осуществляют сборку, а затем полувтулки 3, 4 размыкаются и деталь 17 извлекается из устройства.
В варианте устройства (фиг.З) датчики 11 дают команду на включение того сопла 8, напротив которого расположен паз 18, таким образом, сопла 8 последовательно вступают в работу.
Формула изобретения
1.Устройство для ориентации и сборки деталей, содержащее корпус и ориентатор в виде закрепленных на рычагах полувтулок с соплами, направленными под углом к их внутренней поверхности, отлич-ающееся тем, что, с целью расширения технологических возможностей, оно снабжено пневматически связанными датчиком давления и дополнитель ным соплом, закрепленными на корпусе, причем датчик размещен в плоскости разъема полувтулок, а дополнительное сопло направлено под углом к внутренней поверхности одной из полувтулок в сторону, совпадающую с направлением сопл в указанной втулке, кроме того, сопла в полувтулках выполнены противоположно направленными.
2.Устройство ПОП.1, отличаю щ е е с я тем, что орнентатор снабжен фиксатором, размещенным диаметрально противоположно датчику
I
давления.
3.Устройство по п.1, о т л и - чающееся тем, что оно дополнительно снабжено датчиками давления, равномерно расположенными по периметру ориентатора, причем количество датчиков соответствует количеству сопл в полувтулках и каждый датчик пневматически связан с соответствующим соплом.
зтиг (риг. г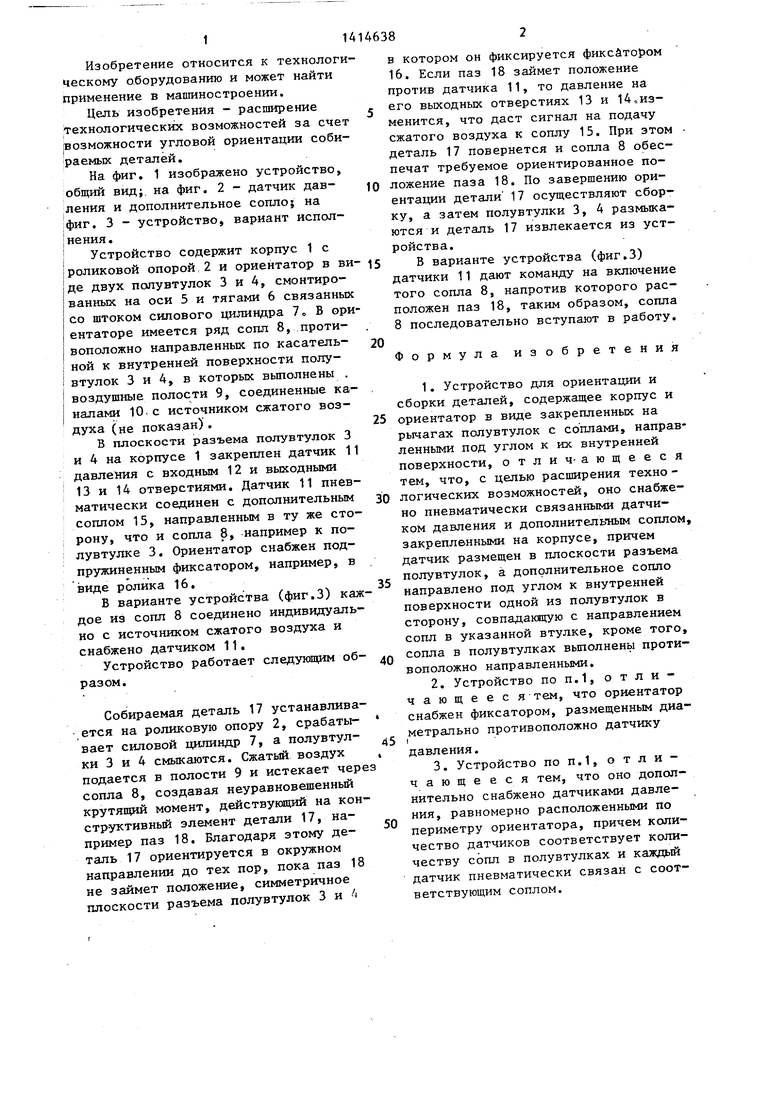
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации и сборки деталей | 1989 |
|
SU1646856A2 |
| Устройство для ориентирования и сборки деталей | 1983 |
|
SU1144880A1 |
| Устройство определения положения деталей | 1986 |
|
SU1421484A1 |
| Захватное устройство | 1985 |
|
SU1247269A1 |
| Пневматический захват | 1986 |
|
SU1430263A1 |
| Захват | 1986 |
|
SU1397280A1 |
| Захватное устройство | 1987 |
|
SU1504092A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Устройство для группового натяжения арматуры | 1988 |
|
SU1682502A1 |
| Резьбовое соединение (его варианты) | 1985 |
|
SU1276859A1 |
Изобретение относится к машиностроению и позволяет распшрить технологические возможности за счет обеспечения возможности угловой ориентации собираемых деталей. После установки детали 17 в устройство полувтулки 3, 4 смыкаются и сжатый воздух подается в полости 9 и истекает через сопла 8. Благодаря этому деталь 17 поворачивается до тех пор, . пока паз 18 в ней не займет положение, симметричное плоскости разъема полувтулок 3, 4. Деталь 17 фиксируется фиксатором 16.Если паз 18 займет положение против датчика 11, то сжатый воздух подается в сопло и деталь 17поворачивается до совпадения паза 18с фиксатором 16. 2 з.п. ф-лы, 3 ил.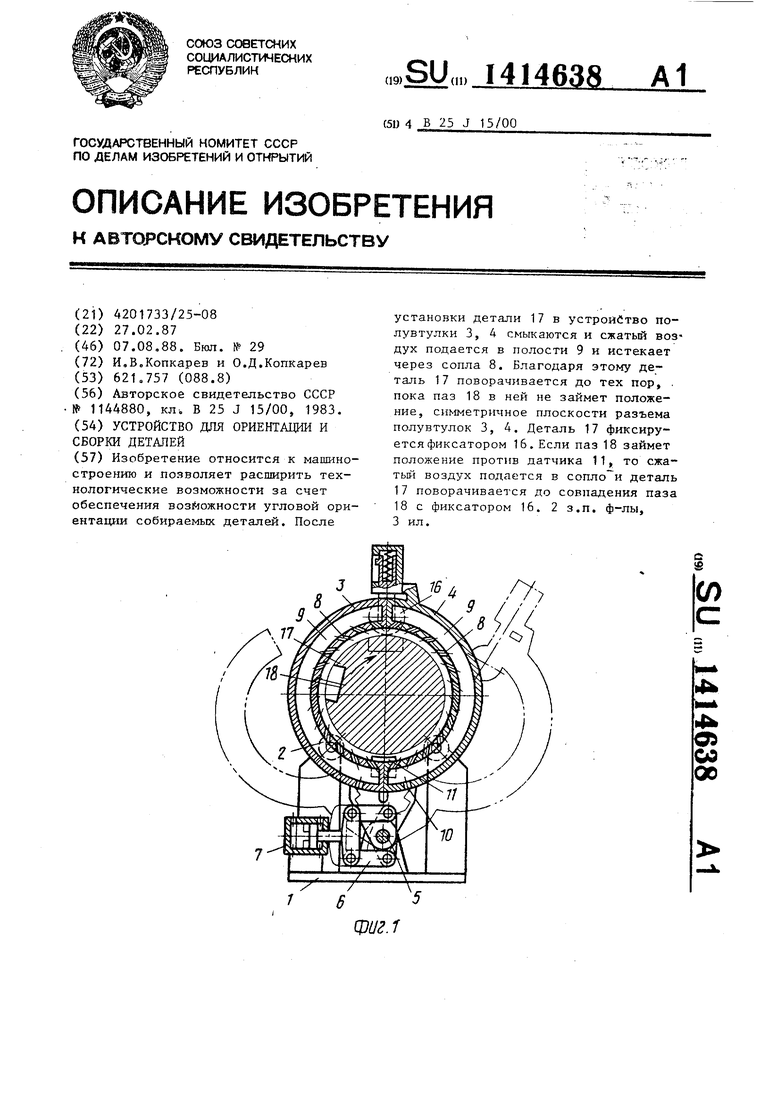
аг.З
| Устройство для ориентирования и сборки деталей | 1983 |
|
SU1144880A1 |
