Изобретение относлгтся к оборудованию, предназначенному для расфасовки и упаковки сыпучих продуктов в барабаны, и может найти применение в хи- мической, пгацевой и других отраслях народного хозяйства страны.
Uejib изобретегшя повышение надежности работм за счет обеспечения высокой точности установки бараба- нов на рабочие позиции.
Снабжение каждой тележки конвейера тарелкой с хвостовиком для установки барабана, размещение под рабо- |чей ветвью конвейера поворотных вин- говых лопастей позволяют ориентиро- ать барабаны как вдоль, так и попе- |рек оси конвейера.
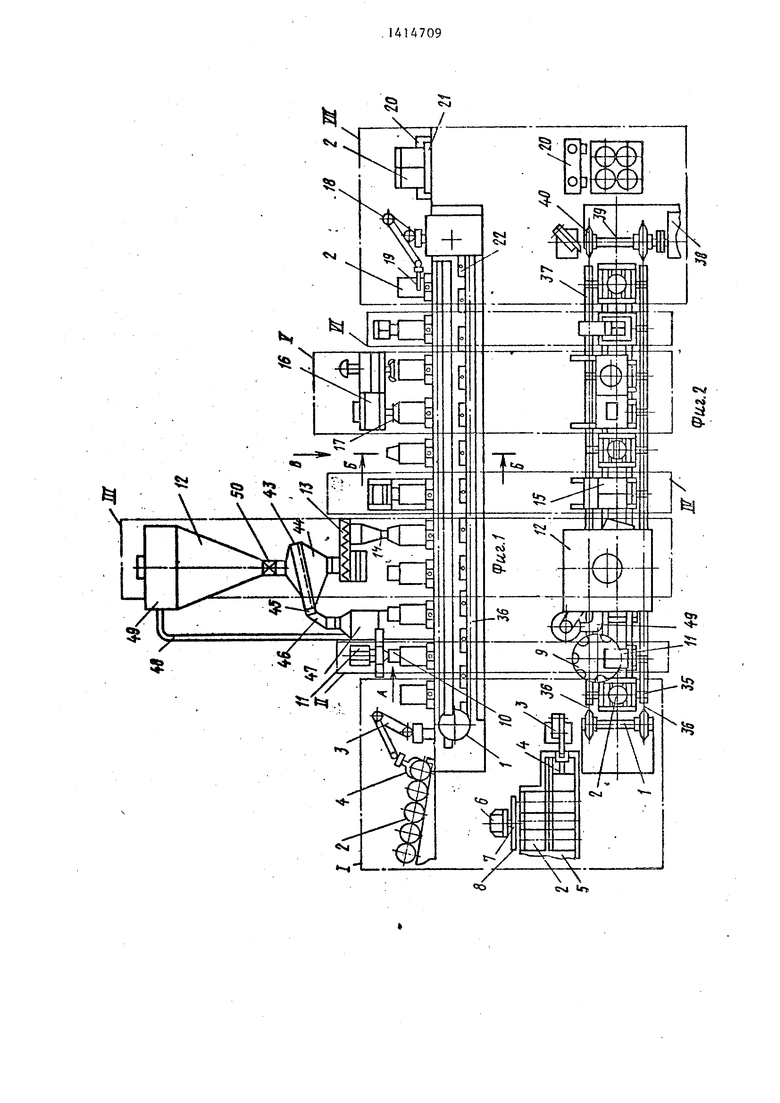
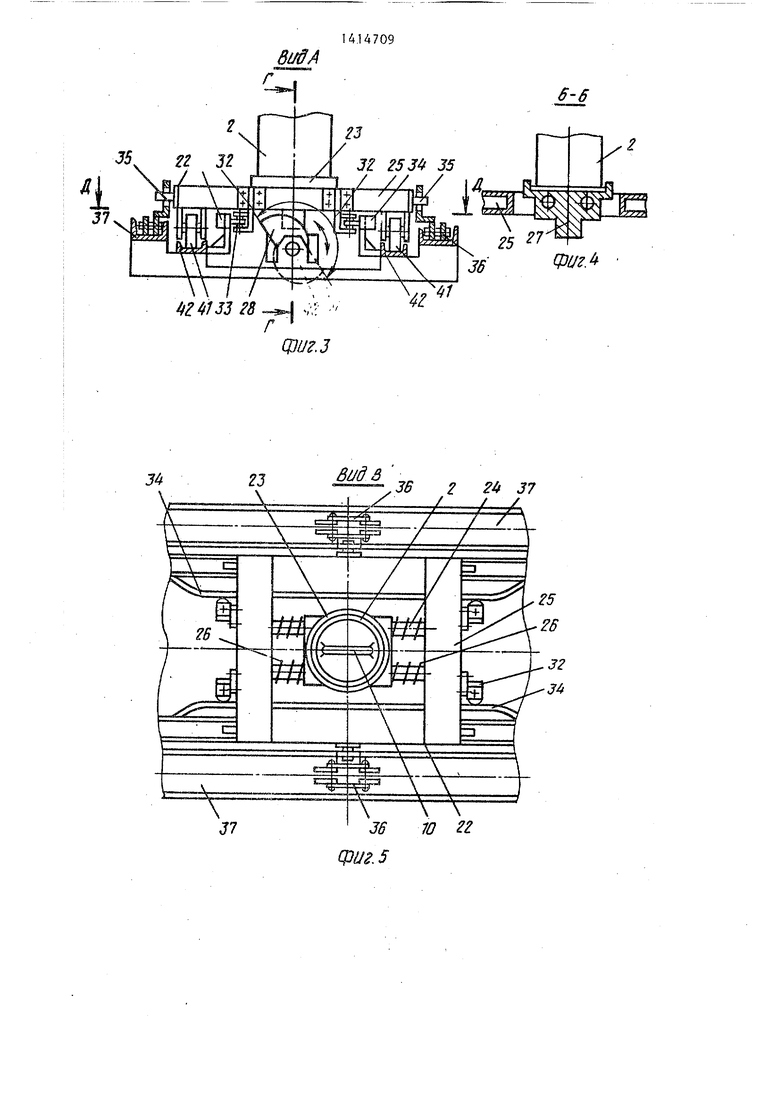
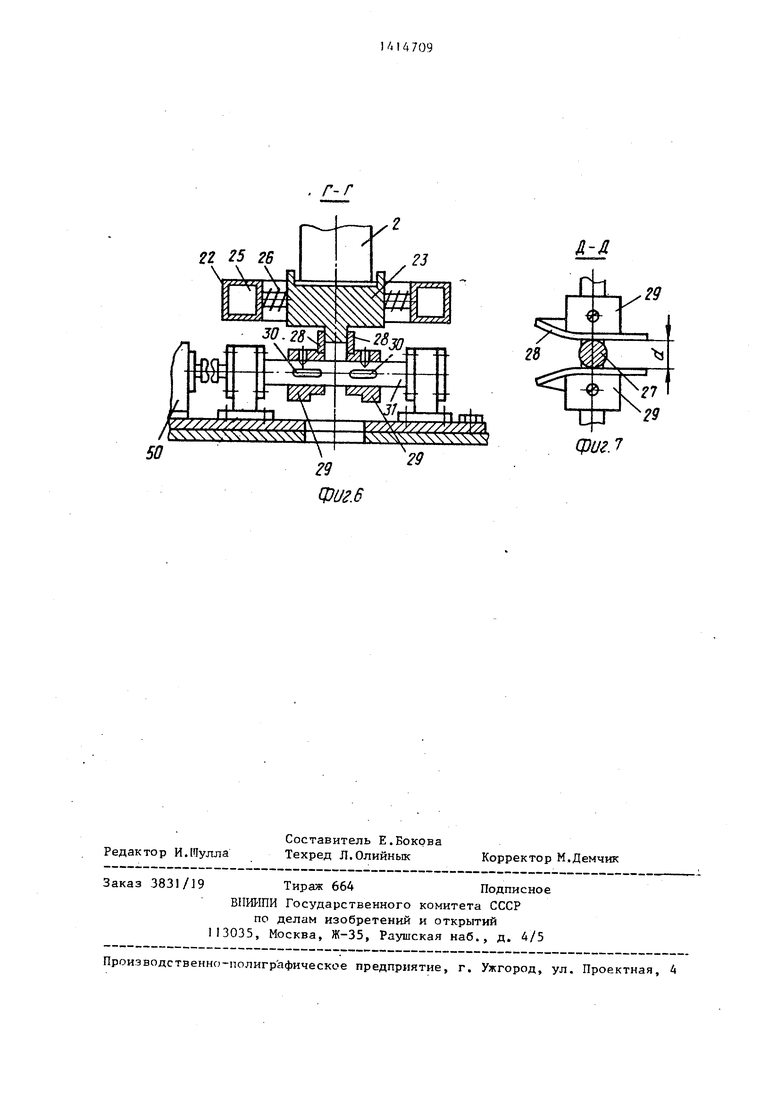
: На фиг,1 изображена предлагаемая установка, общий вид; на фиг.2 - то же, вид сверху; на фиг.3 - вид А на фиг.; на фиг,4 - сечение Б-Б на фиг.; на фиг.5 - вид В на фиг,1; на фиг. 6 - сечение Г-Г на фиг.З; на фиг. 7 -- сечение Д-Д на фиг.З.
Установка содержит конвейер для транспортирования барабанов 2 между технологическими позициями. На позиции I размещено устройство для установки порожних барабанов 2 на конвей ер 15 которое состоит из автоматического ман1тулятора 3 с захватом 4 и t paBHTa ioHHoro желоба-накопителя 5 барабанов, который снабжен механизмом смещения барабанов 2 в направле- йии, перпендикулярном продольной оси Гравитационного желоба-накопителя 5, Содержащим пневмо(гвдро)цилиндр 6, шток 7 которого снабжен упором 8, взаимодействующим сразу с нескольки- ми барабанами.На позиции II размещено устройств для установки вкладышей в порожние барабаны 2, которое содержит магазин 9 вкладьипей 10 и машину 11 для рас- правления и вкладывания вкладыгаей в барабаны.
На позиции III находится устройство для наполнения вкладыгаей 10 сыпучим продуктом. В состав устройства зходят бункер-накопитель 12 и дозирующее устройство 13, выходной патрубок 14 которого поочередно взаимодействует с горловинами вкладымей 10.
На TV установлена машина 15 для заделывания горловины запол- ненных вкладьппей.
На позиции V размещен узел заваль цовки 16 крышек 17 барабанов 2.
5
0 5
о Q
5
0
На позиции VI находится маркировочное устройство, на позит ии VII - устройство для снятия наполненных завальцованных барабанов с конвейера, выполненное в виде манипулятора 18 с захватом 19, и устройство 20 для обвязки в пакет завальцованных барабанов, установленных на поддо ь 21.
Конвейер I для транспортирования барабанов 2 между технологическими рабочими позициями выполнен тележеч- ным. Каждая тепежка 22 снабжена тарелкой 23 с посадочным местом, дпя установки барабана 2, выполненным
по диаметру днища перемещаемого барабана. Тарелки 23 установлены с возможностью перемещения вдоль оси тележек 22, параллельной продольной оси конвейера 1, на направл тощих 24, жестко закрепленных на раме 25 тележек 22.
Тарелки 23 подпружинены с обеих сторон пружинами 26, причем усилие пружин направлено вдоль оси конвейера 1 к центру тарелки, а противоположные концы пружин 26 взаимодействуют с рамой 25 тележки 22. Каждая тележка 22 снабжена в своей нижней части хвостовиком 27, имеющим возможность взаимодействия на рабочих позициях с винтовыми лопастями 28, расположенными под рабочей ветвью конвейера 1. Минимальное расстояние между винтовыми лопастями 28 соответствует диаметру d хвостовика 27 тарелки.
Винтовые лопасти 28 зеркально рас- положены относительно плоскости симметрии, проходящей через вертикальную ось барабана 2, и жестко закреплены на втулках 29, установленных с возможностью осевого смещения по шпонкам 30 на валу 31, и зафиксированы от осевого смещения. Винтовые лопасти имеют возможность поворота совместно с валами 31 и могут занимать нижнее и верхнее положения, поворачиваясь вместе с валом 31, Горизонтальная ось вращения винтовых лопастей параллельна продольной оси конвейера.
На раме 25 каждой тележки закреплены кронштейны 32 с установленными на них с возможностью вращения роликами 33, симметрично расположенными относительно оси KOHeet iepa 1 . Ролики 33 имеют возможность взаимодействовать с жестко установленными на (}|ун- 14
даменте на рабочих позициях центрирующими копирами , которые обеспечивают центрирование тележек с установленными на них барабанами в направлении, перпендикулярном оси конвейера 1.
На раме 25 тележек 22 -жестко установлены пальцы 35, соединенные с тяговыми цепями 36, имеющими возможность перемещаться вдоль направляющих желобов 37. Тяговые цепи 36 приводятся в движение приводом 38, связанньм с валом 39 приводных звездочек 40. Рамы 25 тележек 22 снабжены колесами А, имеющими возможность перемещения по направляющим 42.
Установка для наполнения вклады™ шей, размещенная на позиции III, снабжена грохотом 43, установленным между бункером-накопителем 12 и дозирующим устройством 13. При этом с дозирующим устройством соединена под- рещетная часть 44 грохота, а выходной патрубок 45 его надрешетной части связан трубопроводом 46 с машиной 47 для измельчения отсева сыпучего продукта. Выход мащины для измельчения отсева сыпучего продукта соединен с трубопроводом 48 с загрузочной частью 49 бункера-накопителя 12. Валы 31 связаны с приводами 50. Горизонтальная ось вращения винтовых лопастей 28, совпадающая с осью валов 31, параллельна продольной оси конвейера I.
Установка работает следующим образом.
При шаговом перемещении конвейера I тележки 22 поочередно подаются на рабочую позицию Т. После остановки очередной тележки на рабочей позиции I манипулятор 3 своим захватом 4 перемещает порожний барабан 2, разме- щенньй в выходной части гравитационного желоба-накопителя 5, и устанавливает его на тарелку 23 тележки. При этом барабаны 2, находящиеся в первом ряду желоба-накопителя 5,, под действием веса смещаются вниз в сторону выходной части.
После установки очередного барабана 2 на тележку 22 включается привод 38 конвейера 1 и все тележки перемещаются на шаг подачи. На каждой рабочей позиции, на которых осуществляются технологические операции по установке, загрузке, заделке вкладьшей и завальцовке барабанов 2, производит709
ся центрирование барабанов 2, которое осуществляется след тощнм образом, npvt подходе тележки 22 к рабочей позиции ролики 33, установленные в кронштейнах 32 рамы 25 тележки 22 вступают во взаимодействие с центрирующими копирами 34. Происходит центрирование тележек 22 в направлении, перпендикуQ лярном оси конвейера 1, Тарелки могут перемещаться лишь вдоль оси конвейера 1, а в перпендик лярном продольной оси конвейера напразлении они оказываются размещенными жестко на раме
5 25 тележки 22, следовательно, проис- xoдиf центрирование тарелок с установленными на них: барабанами.
В конце шаговой подачи привод 33 конвейера отключается и тележки 22
0 останавливаются. После этого одновре- мен.чо на всех рабочь-х позициях включаются приводы 50 валов 3 с винтовыми лопастями 28 о Валы 31 поворачиваются на угол с/ , При этом хвостозики
5 27 тарелок начинают взаимодействовать с одной из винтовых лопастей 28 в зависимости от того, как они расположены в момент остановки по отношению к плоскости сим 1етрии винтовых лопас0 тей. В результате этого взаимодействия тарелки 23 с установле;шыми на них барабанами 2 смещаются по направляющим 24 в ту или иную сторону, сжимая соответствующие пр гжтшы 26.. В конце поворота винтовые лопасти 28 переходят из нг-ркнего в верхнее положение. Благодаря TOh-ry, что минимальное расстояние между винтовыми лопастями 28 равно диаметру d хвостовика
Q 27, то в конце поворота винтовых лопастей вертикальная ось барабана 2, расположенного в тарелке, оказывается совмещенной с плоскостью симметрии винтовых лопастей. В результате
j- все барабаны 2, установленные на тележке 22, оказываются отцентрированными одновременно, ка)дый на своей. После этого осуЕ1ествляются необходимые операции.
На позиции II машина 1I извлекает из магазина очередной вкладьпи 10 м вставляет его в порожний барабан 2, На позиции III происходит заполнение вкладыща 10 барабана 2. Для этого после остановки и центрировангш барабана 2 на этой ПОЗИЦ1П1 оператор надевает горловину вкладыша 10 на выходной патрубок 14 дозирующего уст- ро йства 13. Затем открывается затвор
5
0
5
5U
бункера 12 и сыпучий продукт начинает поступать в надрешетную часть грохота 43. Просеянный отклассифициро- ванный сыпучий продукт из подретет- ной части грохота по.ступает в дози- руЬщее устройство 13 и оттуда затаривается во вкладьгаи Ю барабанов 2. Отсеянный сьтучий продукт из надре- щегпой части грохота через патрубок 45| и трубопровод 46 поступает в ма- ширу 47 дпя измельчения отсева сыпуче I o продукта. Измельченный сыпучий пр)дукт по трубопроводу подается в загрузочную часть 49 бункера-накопителя 12.
На позиции IV установлена машина,
пр
1 помощи которой производится заделью ание горловины вкладыша 10 бара- бSLlfia 2.
I На позитдаи V узел 16 осуществляет на ладьгеание крышки на барабан и за- вафьцовывание.
I На позиции VI маркировочное устройство производит маркировку заваль- цо анных барабанов, а на позиции VII ма;|тпулятор 18 своим захватом 19 пе- peikeniaeT закупоренные барабаны 2 с тефежки 22 и устанавливает их на под- до 21. Как только последний оказы- вафтся заполненньм, устройство 20 прфизводит обвязку пакета барабанов 2.3атем пакет барабанов 2 автопо- гр зчиком (не показан) отправляется на склад.
После завершения технологического цикла на всех операциях включаются приводы 50 на всех рабочих позициях в режиме реверса. Валы 31 поворачиваются, перемещая винтовые лопасти 28„ Затем включается привод 38 конвейера 1 и приводные звездочки 40 начинают перемещать тяговые цепи 36, а вместе с ними и тележки 22, связан14709 6.
ные с тяг/эв| 1ми цепями, перемещаются
на шаг подачи.
Далее весь цикл работы повторяет- g ся в указанной последовательности.
Формула изобретения
1.Установка дпя расфасовки сыпу- 10 чих продуктов в барабаны, включающая
конвейер дпя транспортировки барабанов между технологическими рабочими позициями, устройство для установки порожних барабанов на конвейер, ус15 тановку для наполнения барабанов, состсУящую из бункера - накопителя и дозирующего устройства, узел заваль- довки крышек барабанов, маркировочное устройство и устройство для сня20 тия наполненных барабанов с конвейера, . отличающаяся тем, что, с целью повышения надежности работы за счет обеспечения высокой точности установки барабанов на рабочие
25 позиции, конвейер.для транспортирования барабанов между технологическими рабочими позициями выполнен тележеч- ным, при этом каждая тележка снабжена тарелкой с хвостовиком для уста30 новки барабана, а под рабочей ветвью конвейера размещены винтовые лопасти, смонтированные с возможностью поворота и взаимодействия с хвостовиками тарелок, минимальное расстояние между которыми соответствует диаметру хвостовика тарелки, при этом горизонтальная ось вращения винтовых лопастей параллельна продольной оси конвейера.
2,Установка по п. I, о т л и .„ чающаяся тем, что конвейер , снабжен направляющими, жестко закрепленными на раме тележки, а тарелки подпружинены и установлены на последних с возможностью перемещения вдоль
. оси конвейера.
/Л В ™U V,:
г
Фи,з
6-6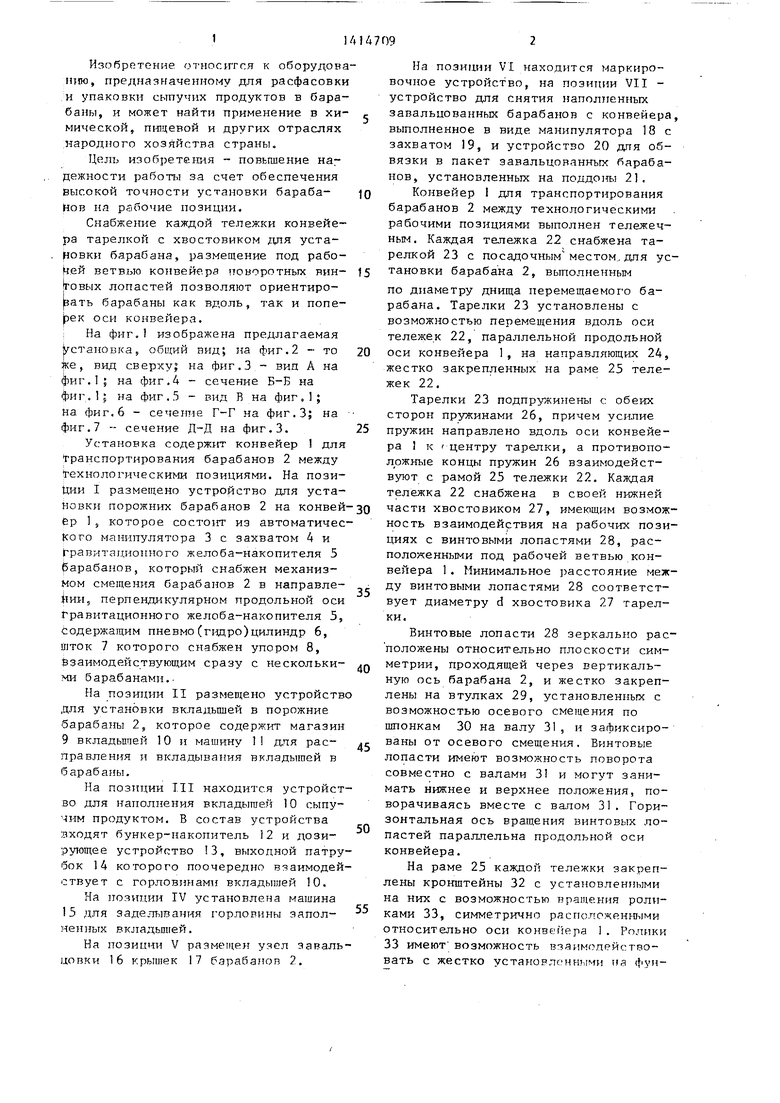
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ВСКРЫТИЯ И ОПОРОЖНЕНИЯ МЕТАЛЛИЧЕСКИХ БАРАБАНОВ С РЕАГЕНТОМ | 2009 |
|
RU2399566C1 |
| УНИВЕРСАЛЬНЫЙ КОМПЛЕКС ДОЛИНСКОГО УКД, СЕКЦИЯ КРЕПИ (ВАРИАНТЫ), ПЕРЕКРЫТИЕ КРЕПИ, ВЫДВИЖНОЙ КОЗЫРЕК, СТАВ, ЛЕНТОЧНЫЙ КОНВЕЙЕР, МЕХАНИЗМ ЦЕНТРИРОВАНИЯ ЛЕНТЫ, УСТРОЙСТВО УПРАВЛЕНИЯ КОНВЕЙЕРА, КОМБАЙН ОЧИСТНОЙ (ВАРИАНТЫ), УСТРОЙСТВО ПОДЪЕМА БАРАБАНА КОМБАЙНА, ПРИВОД ОТБОЙНОГО БАРАБАНА КОМБАЙНА, СПОСОБ ОБЕСПЫЛИВАНИЯ РАБОЧЕГО ПРОСТРАНСТВА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, МАНИПУЛЯТОР ОЧИСТНОГО КОМПЛЕКСА, ЛЕСТНИЦА СТОЕЧНАЯ | 1997 |
|
RU2130554C1 |
| НАТЯЖНОЕ УСТРОЙСТВО ПЕТЛЕВОГО НАКОПИТЕЛЯ ПОЛОСЫ | 1999 |
|
RU2164178C2 |
| ЯИОТЕКА i | 1972 |
|
SU331981A1 |
| Шаговый конвейер | 1980 |
|
SU967906A1 |
| БАРАБАННЫЙ КЛАССИФИКАТОР | 2011 |
|
RU2471574C1 |
| Линия для сборки покрышек пневматических шин | 1985 |
|
SU1281441A1 |
| Устройство для усреднения сыпучего материала при разгрузке конвейеров | 1988 |
|
SU1532469A1 |
| Тележечный конвейер | 1980 |
|
SU918198A1 |
| Барабанный грохот | 1983 |
|
SU1161193A1 |
Изобретение относится к оборудованию, предназначенному для расфасовки и упаковки сыпучих продуктов в барабаны, и может найти применение в химической, пищевой и других отраслях народного хозяйства. Цель изобретения - повышение надежности работы за счет обеспечения высокой точности установки барабанов на рабочие позиции. При шаговом, перемещении конвейера тележки поочередно подаются на рабочую позицию I. После остановки очередной тележки на рабочей позиции I манипулятор своим захватом перемещает порожний барабан, размещен- ньш в выходной части гравитационного желоба-накопителя, и устанавливает на его тарелку тележки. При этом барабаны, находящиеся в первом ряду желоба-накопителя, под действие. веса смещаются вниз в сторону выходной части. После того, как очередной барабан установлен на тележку, включается привод конвейера и все тележки перемещаются на шаг подачи. На каждой из рабочих позиций,на которых осуществляются технологические операции по установке, загрузке, заделке вкладышей и завальцовке барабанов, производится центрирование барабанов, которое осуществляется следующим образом. При подходе тележки к рабочей .позиции ролики, установленные в кронштейнах рамы тележки, вступают во взаимодейств ие с центрирующими копирами. Происходигг центрирование теле - жек в направлении, перпендикулярном оси конвейера. А поскольку тарелки могут перемещаться лишь вдоль оси конв ейера, а в перпендикулярном продольной оси конвейера направлении они оказываются размещенными жестко на раме тележки, то происходит центрирование тарелок с установленными на них барабанами, 1 з.п, ф-лы, 7 ил. 
36 Z 2U 37 X / //
J7
- Г-Г
Zt 25 26
Фиг.6
