(21)4080207/24-07
(22)21.04.86
(46) 07.08.88. Бюл. Ху 29
(71)Львовский политехничеекий иистшлт им. Ленинского комсомола
(72)Н. С. Григорьева и В. .Л. Шабайкокич
(53)621.318.44(088.8)
(56)Авторское свидетельство (.((,- № 675540, кл. Н 02 К 15/02, 1977.
Осьмаков А. А. Те.хнология и обору.юва- ние производства алектрически.х машин. ЛА.: Высн1ая школа, 1980, е. 107 ПО.
(54)ABTO-WAT ДЛЯ СБОРКИ ПЛАСТИНЧАТЫХ лигнитоироводов
(57)И:(обретение относится к электротехнике и м. б. иснользовано как пехиоло- 1 ическое оборудование для сборки пластинчатых магнито1Ц)оводов :). 1ек1 рических ма- 1НИН. изобретения новышение 11)оиз- водительности и качества магн;пч)1 риводов путем увеличения усилий сжатия пакета при сварке и точности центрировании. .Лнтомат пластинчатых ма ni итопроводов содержит корпус I, на )(jM установлен загрузочный механизм непрерывной стопы пластин. Он выполнен в виде съемного клинового обжима 8, соединенного со штоками 6 двух нневмопрнводов 5 подачи и сжатия. С ним соединен функционально центрирующий механизм, выполненный в виде сменного центрирующего стержня 13 предварительного и окончательного центрирования стопы н.тастин. Оержень соединен со штоком 12 цилиндра 1 1 фивода. Механизм сварки снабжен планшайбой 23 с установленными на ней регулируемыми сварочными горелками 25. Г1ланц1айба 23 смонтирована на направляющих с возможностью управляемого пере- меп1ения. Механизм выгрузки выполнен в виде лотка и самоопрокидывающегося L-образ- ного схвата, смонтированного на штоке цилиндров привода. Сначала выполняется на- .1адка автомата, затем подается непрерывная стопа пластин, после чего производятся сжатие стопы, сваривание, раскрепление и вьи рузка сваренной части стопы. При об- рагном ходе сварочного устройства цикл повторяется. 1 з.п.ф-лы, 5 ил.
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| Автомат для изготовления пакетов магнитопроводов | 1976 |
|
SU656159A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU930509A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1976 |
|
SU675540A1 |
| Устройство для подачи и центрирования цилиндрических заготовок | 1984 |
|
SU1163561A1 |
| Полуавтомат для сборки сердечников электрических машин | 1986 |
|
SU1415337A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |

7i Q tc
ILU /У /
СП
со oo
4
11;()Пр(.ччч|1И ()inf)c HTi.si к K XH().i()i ичес- hOMV ()Гк)р ,U)B;iiinH) для оорки п. КК тинча- тых Mai nnTi)ii|K)B().U)ii ;,К К1 )ичееких машин и может пы1Ь Ml. n(). ib:u)iaii() , лектрогсхнике.
Цель и:и)брс14 ния повышение производи гельиости и ка ич-тна viaiнитоироводои путем уве.тичеиия усилий сжатия пакета но время сварки и гочпосги пептрироваиия.
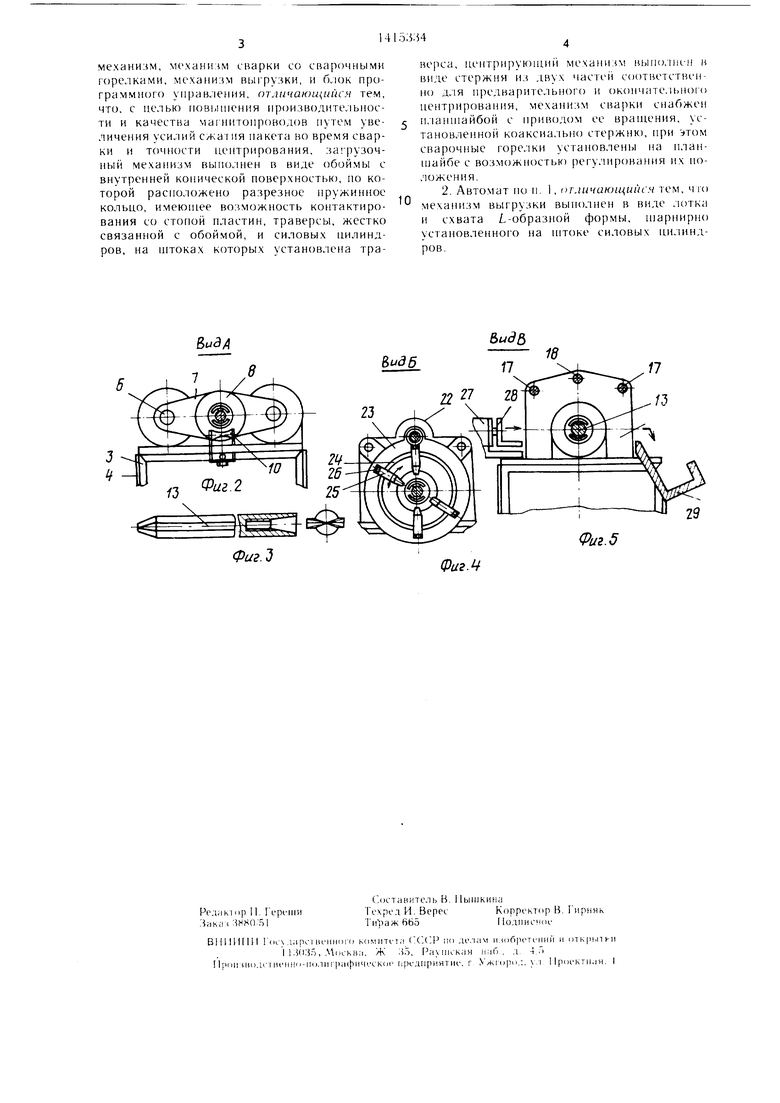
11а (})иг. 1 показан сборочпый автомат, оГипий вид; па ij ni- 2 вид Л на ())И1 . 1 (на ,iai ру:()чпы11 механизм); па 1|)И1 . 3 uei;r()n- руюпин стержепь, на фиг. 4 вид Б па ()1иг. 1 I на сварочное устр)); на фпг. Г)вид В па ({ч1г. I (на цептрир кмций механизм I.
Гибки11 сборочный, автомат 1,1астинча i ых Mai пи г()П|1оводо соде)ЖИ1 корпус 1, состои- Н1ИЙ и, BepxHcii илиг,1 2, пижнс, сварпого каркаса . п ()олпцо кп 4. На Bcpxneii п,ти- le 2 станов,1спы спа|)енн)1е нневмоприво- д|)| о мехапизма ,и1грузкп, па итоках ( которых закреп,чепа riniiie)ca 7, песуп1ая K,innoBoii обжпм 8, 5пут)п подаваемой стопы пластин помеиа н центри П К)Н111Й стержень 1 нредварите, це1провки, а под ciDHoii поддержи(ак)И1ий ро,1ик К), выпо,- непп1 1Й регу,1пруем1 1м но высоте, В правой часги автомата на н.тите 2 размепюп ппев- мопи.1инд|) II пси гриру юпкчо мехаппзма, пггок 12 которого соедппен с центрирующим сгсржн1. М 1 окопчате,()11 цепгровкп, Пнен- и)ни,1пндр 1 1 имеег смеппую к)ыи1ку 14, 11а Д14 с|()йках I Г) и И) ус1аповлены napHi.ie папраи,1Ч1)пи1е j, R MeniTii 17 и в верх- fic-i i части ходово) винг I(S, соединеппый
ЧС рез 1,)
тродвн атс, и М 21 КС П).
с Х-дуктором 20 и
, чакрен, 1енными на стой11а паправляюигих :)лемеи1ах 1/ с по- MonibK) неио,()11 айкп 22 перемеп1ает- ся юдвижпая 11,1ан1пайГ)а 23, снабженная п)ив)дом ее врапи ния, имеющая ко,тьцевук) канавк 24, li KOTOpoii в П1,ч)бходимых но |1 ХП()Л0131мескому процессу местах выстав- ,141)гся сва)омпые горе,1ки 25, имеющие сва- р)чн1)1е лек1)оды и возможность их подачи с noMonU)K) |)С1 y, uip(jBo4Horo винта 26 (конструкция горе,1()к стапда1)тпая; корпус, цанга, затяжно винп. На 1кчите 2 уста- нов,1ены два ппевмопи,1ппдра 27 мехапизма В1,11)зки, к ппокам которьгх ирикреплеп /,-ооразпый самоопрокидывающийся схват 2, Сл|ере,тп автомага смонтирован лоток 29 собранных пакеюв с их ({фиксацией способом сварки, Лвтомаг оснаним циклической схемой нрограммпого хправ.тепия включе- нпем- ыключепием приводов.
пбки11 сб()1К)чный автома пластипчатых магпито |рово,1ов работает с.нмуюшим обра ЮМ.
( пача,1а , 1пяегся наладка автомата д,1Я сборки ма пг 1 опроиодов требуемого гицора.змера. ;1,1Я обеспечения этогс; устапав,1иваюгся пентрируюшие стержни 9 и
0
5
0
5
0
5
0
5
13 предварительной и окончательпой центровки, В1 1ставляются регулируемый ролик 10 и клиновой обжим 8 по внешней форме магнитонройода. Далее на планшайбе 23 в желаемых местах расположения швов на пакетах устанав.тиваются требуемые сварочные орелки 25, Все ме.ханизмы и устройства и1)1став,тяк)тся в исходные положения. При нггамповке пластин и их стапелированиы в )ывную спрессованную стопу на штампах устапавливаются счетчики числа вырубок,
1 ос,те получения нужного количества пластпн, образующих при сжатии требуемую высоту накепа. в нггамн подается разделительная прокладка из картопа пли фольги, толщиной 0,2-0,5 мм. Такая непрерывная стона п.тастин, в кото|)ой п-ластины кажд(.)- го пакета разделены прокладками, подается в сбо|)очный автомат, предварительно панпзаппая на пептрируюшие стержни 9 и 13. до упора в сменную крышку 14, После этого вк.тючается ипевмоцилиндр 11, ocyniecT- вляющий подачу центрирующего стержня 13 и окончательную центровку и угловую ориентацию нластип, (Срабатывают 1П1евмоцилинд- 11Ы 5 и через клиновой обжим стона пластпн сжимается, оставаясь все время поджа- Toii,
После обеспечения требуемого сжатия стопы н.тастпн включается .тектродвигатель 21, врапиюший ходовой винт 18, и план- 1пайба 23 со сварочпыми горелками 25 начи- паег рабочий ход, скорость перемещения которого определяется скоростью сварки, В это же время включается дуга и выполняется сварка стопы пластин. При выходе сварочных горелок на крьипку 14 сварка фекра- щастся и выключается электропривод 21, Затем снова включается пневмоцилиндр 11, который штоком 12 перемещает цептрируюший стержень в стопу пластин, выводя его из зоны свареппой части стопы.
После возврата штока 12 в исходное по- ложепие включается пневмоцилипдр 27, схваг 28 которого перемеп1,ает сваренную часть cToiHji к лотку 29, При соприкосновении с последним схват 28 опрокидывается п попадает в лоток 29, При y;uipe о дно /ютка 29 стопа распадается за счет наличия прокладок на сваренных накетах, которые поступают далее по ходу гехноло1 ическ()1 о процесса. Одновременно сваривается 50 пакетов высотой 16 мм, Ко- .П1чество таких пакетов определяется рабочей длипой цептрируюшего стержня 13. При обратном ходе сварочного устройства цикл повторяется,
{Формула изобретения
I, ,Лвтомат для сборки пластипчатых Mai-нитопроводов, содержащий корпус, на котором установлены заг рузочный механизм непрерывной стогп 1 пластпп, центрируюн1ий
механизм, механизм сварки со сварочными горелками, механизм вьп рузки, и блок программного управления, тличаюи(ийс.я тем, что, с целью гювьинения ||роизводитель}1ос- ти и качества магиитонроводов нутем увеличения усилий е/кашя накета во время сварки и точности центрирования, загрузочный механизм выг1о,:1нен в виде обоймы с внутренней конической новерхностью, но которой расположено разрезное пружинное кольцо, имеюн1ее возможность контактирования со стопой пластин, траверсы, жестко связанной с обоймой, и силовых цилиндров, на штоках которых установлена траФиг.
верса, центрирующий механизм выполнен и виде стержня из двух часте11 соответственно д„1Я предварительного н окончательною центрирования, механизм сварки снабжен н.таншайбой с приводом ее вращения, установленной коаксиа, 1ьно стержню, при этом сварочные горелки установ,те11ы на планшайбе с возможностью регулнрования их но- ложения.
29
Фиг.5
ФигМ
