Изобрете.ние относится к литейному производству, в частности к оборудованию для выдавливания формовочных ко- иов из опок и их дальнейшей транспор- гировки.
Известно приспособление для выдавливания комов из опбк и их даль- ейшего перемещения, содержащее стаНа направляющей 5 движется посредством тдшиндр а 11 тележка 8.перемещения , которая содержит устройство 6 подъема и захвата опок и устройство 7 вьщавливания. Ход цилиндра 11 соответствует расстоянию между транспортером 18 формовочных опок и позицией выдавливания 12. Далее на на
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Устройство для выбивки литейных форм | 1979 |
|
SU774794A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Линия для изготовления литейных форм | 1981 |
|
SU1131588A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| УСТРОЙСТВО ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2183531C2 |
| Автоматический формовочный блок | 1984 |
|
SU1202694A1 |
| УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЬЯ ИЗ ОПОК, ПЕРЕМЕЩАЕМЫХ ФОРМОВОЧНЫМ КОНВЕЙЕРОМ | 1952 |
|
SU100921A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
Изобретение относится к области литейного производства, в частности к оборудованию для вьщавливания комов из опок и их дальнейшего перемещения. Цель изобретения - повышение производительности, снижение брака и загрязненности рабочей зоны. Приспособление содержит станину 1, направляющие 5, конвейер 18 подачи форм, конвейер 4 охлаждения комов 2, вьшолнен- ный Б виде тележек 19. По направляющим 5 перемещаются тележка 8 перемещения с устройством 6 подъема и захвата опок, а TaKjke тележка 9, на которой размещен сталкивающий элемент 17, выполненныйи --образным.- Тележка 8 перемещается посредство цилиндра 11, а тележка 9 - посредством цилиндра 10. 1 з.п.ф-лы, 2 ил. $ (/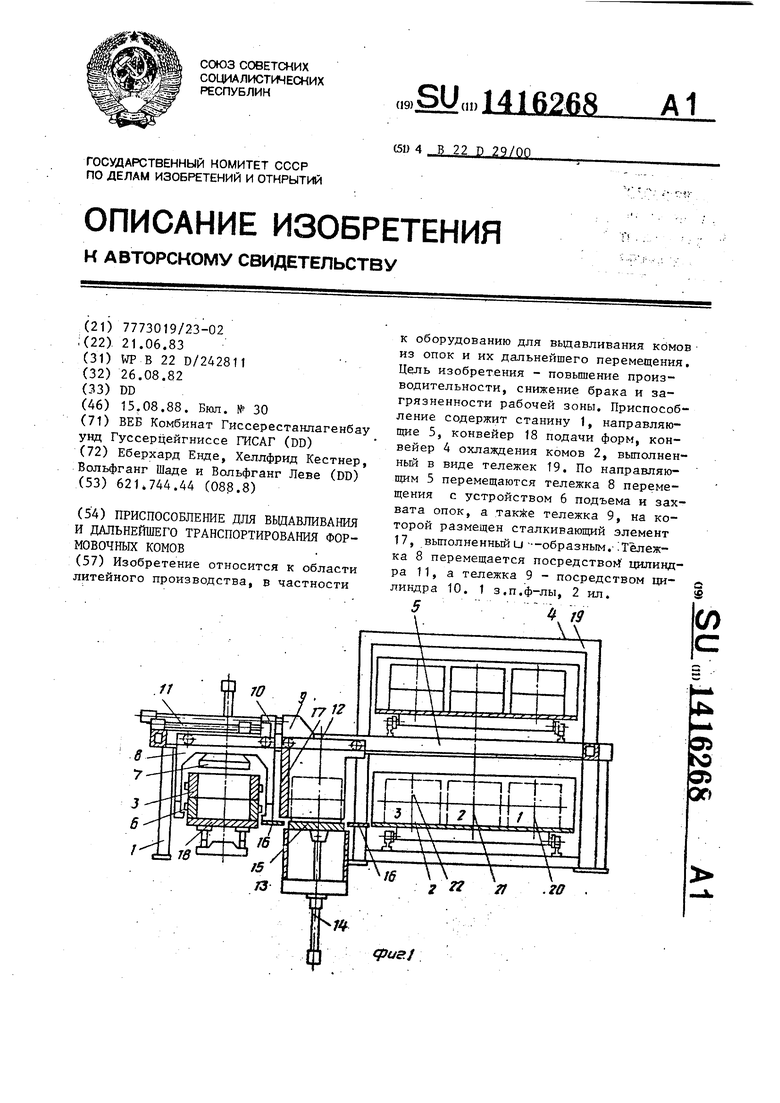
йину, противодействующий пуансон, ка-.- правляющей дв.ижется сталкивающая те20
25
30
ретку захвата с приводом, перемещающуюся по направляющим, на которой |установлен механизм выдавливания ко- |Ма и охладительный конвейер (см. .хозяйственный патент ГДР № 69436,В 22 D 29/00, 1969).
Недостатком данного устройства является очень большой ход перемещения каретки, что увеличивает размеры приводного цилцндра и ведет к увеличению производственного цикла. Другим недостатком является возможность разрушения кома, что приводит к загрязнению рабочей зоны.
Целью изобретения является повышение производительности, снижение брака и загрязненности рабочей зоны. -На фиг.1 изображено приспособление, вид сбоку; на фиг.2 - то же, вид сверху. .
Приспособление состоит из станины 1 с направляющей 5, которая на одной стороне охватывает транспортер 18 с формовочными опоками 3 и на другом конце расположена над охладительным конвейером 4 (или проходит сквозь него) . В примере охладительной конвейер 4 выполнен в виде складывающих тележек 19 для приема, например, по три формовочных кома 2, которые выполнены таким -рбразом, что формовочный ком перемещается на первую позицию 20, на вторую позицию 21 и на третью позицию 22. .
В середине между третьей позицией 22 и транспортером 18 формовочных опок 3 на позиции ньдавливания 12 расположена выемка 13, внутренняя ширина которой соответствует внутренней ширине формовочной опоки 3. Под вы- 13 размещен привод 14 противо- 50 давления, на штоке которого закреплена проходящая через выемку 13 противодействующая плита 1.5, причем в выдвинутом положении штока привода 14
лежка 9, которая посредством цилиндра 10 связана с тележкой 8 перемещения, Ход цилиндра 10 соответствует расстоянию между первой позицией 20 .с И третьей позицией 22, находящейся
35
40
45
в складывающей тележке 19. На сталкивающей тележке 9 размещен сталкивающий элемент 17, который выполнен U-образным с целью трехстороннего охвата формовочного кома 2.
Приспособление работает следуюш 1М образом.
В исходном положении, тележка В перемещения находится над транспортером 18 формовочных опок, цилиндр 11 вдвинут, шток привода 14 противодавления выдвинут так, что противодействующая плита 15 находится на равном .уровне с плоскостью передвижения 16. Складывающая тележка 19- готова для приема, например, трех формовочных комовс2. Транспортер 18 формовочных.опок потактно передвигает формовочные опоки 3 с находяш11мися в них формовочными комами 2 в область устройства 6 захвата и подъема.
Устройство 6 захвата и подъема поднимает фор1у овочную опоку на незначительную величину и вьщвижением цилиндра 11 формовочная опока 3 тран- . спортируется к позиции выдавливания 12, где она опускается на уровень. плоскости передвижения 16.
Устройство 7 выдавливания вьщви- г аётся и вьщавливает формовочный ком 2 на плиту 15, опускающуюся в выемку 13. После этого цилиндр 11 втягивается, транспортируя тем самым пустую формовочную опоку 3 назад на транспортер 18, где она освобождается от устройства 6 подъема и захвата для дальнейшего движения.
Одновременно вдвигается устройство 7 выдавливания. Транспортер 18 формовочных опок передвигает пустую
противодействующая плита 15 находится 55 опоку и вдвигает полную опоку в
ровно на уровне транспортера 18 формовочных опок 3 и в плоскости передвижения 16.
область устройства 6 захвачивания подъема. За этот период шток прив 14 противодавления выдвигается. Т
0
5
0
0
лежка 9, которая посредством цилиндра 10 связана с тележкой 8 перемещения, Ход цилиндра 10 соответствует расстоянию между первой позицией 20 с И третьей позицией 22, находящейся
5
0
5
в складывающей тележке 19. На сталкивающей тележке 9 размещен сталкивающий элемент 17, который выполнен U-образным с целью трехстороннего охвата формовочного кома 2.
Приспособление работает следуюш 1М образом.
В исходном положении, тележка В перемещения находится над транспортером 18 формовочных опок, цилиндр 11 вдвинут, шток привода 14 противодавления выдвинут так, что противодействующая плита 15 находится на равном .уровне с плоскостью передвижения 16. Складывающая тележка 19- готова для приема, например, трех формовочных комовс2. Транспортер 18 формовочных.опок потактно передвигает формовочные опоки 3 с находяш11мися в них формовочными комами 2 в область устройства 6 захвата и подъема.
Устройство 6 захвата и подъема поднимает фор1у овочную опоку на незначительную величину и вьщвижением цилиндра 11 формовочная опока 3 тран- . спортируется к позиции выдавливания 12, где она опускается на уровень. плоскости передвижения 16.
Устройство 7 выдавливания вьщви- г аётся и вьщавливает формовочный ком 2 на плиту 15, опускающуюся в выемку 13. После этого цилиндр 11 втягивается, транспортируя тем самым пустую формовочную опоку 3 назад на транспортер 18, где она освобождается от устройства 6 подъема и захвата для дальнейшего движения.
Одновременно вдвигается устройство 7 выдавливания. Транспортер 18 формовочных опок передвигает пустую
опоку и вдвигает полную опоку в
область устройства 6 захвачивания и подъема. За этот период шток привода 14 противодавления выдвигается. Та3 ,14
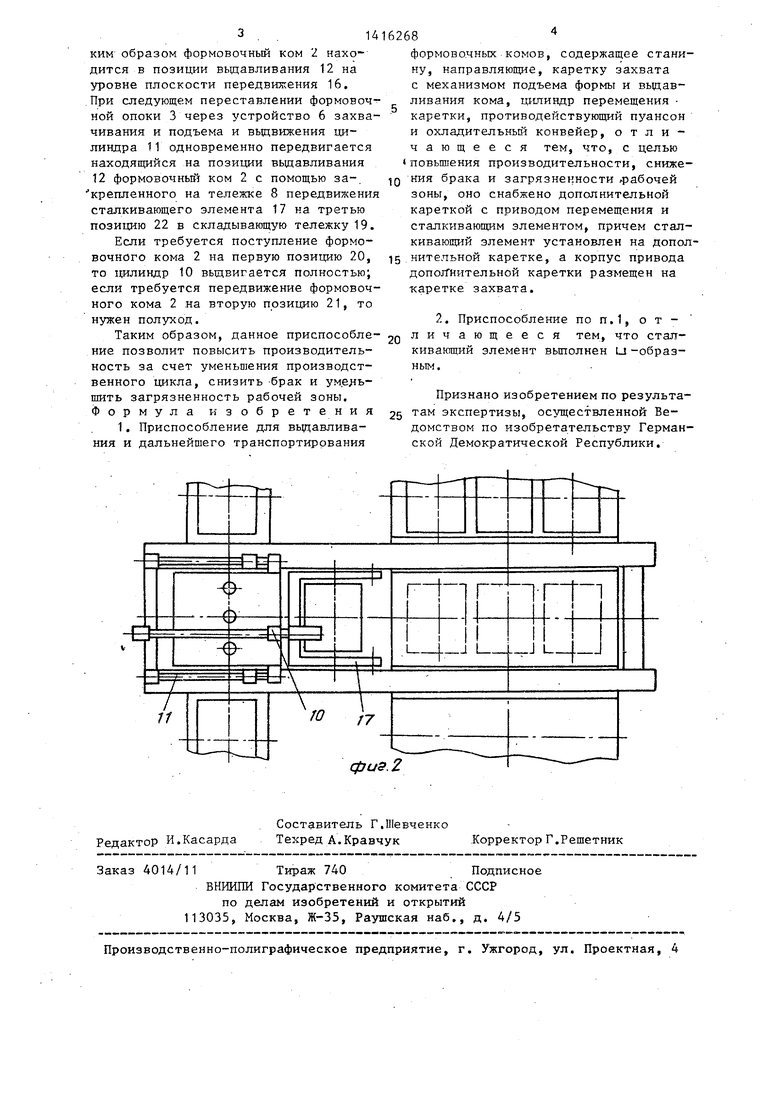
КИМ образом формовочный ком 2 находится в позиции выдавливания 12 на уровне плоскости передвижения 16, При следующем переставлении формовочной опоки 3 через устройство 6 захва- чивания и подъема и вьщвижения цилиндра 11 одновременно передвигается находящийся на позиции вьщавливания 12 формовочный ком 2 с помощью за-. крепленного на тележке 8 передвижения сталкивающего элемента 17 на третью позицию 22 в складывающую тележку 19.
Если требуется поступление формовочного кома 2 на первую позицию 20, то цилиндр 10 выдвигается полностью; если требуется передвижение формовочного кома 2 на вторую позицию 21, то нужен полуход.
Таким образом, данное приспособление позволит повысить производительность за счет уменьшения производственного цикла, снизить брак и уменьшить загрязненность рабочей зоны. Формула изобретения
6268
формовочных комов, содержащее станину, направляющие, каретку захвата с механизмом подъема формы и вьщав- ливания кома, цилиндр перемещения каретки, противодействующий пуансон и охладительный конвейер, отличающееся тем, что, с целью повьш1ения производительности, снижеQ кия брака и загрязненности рабочей зоны, оно снабжено дополнительной кареткой с приводом перемещения и сталкиваюш11м злементом, причем сталкивающий элемент установлен на допол15 нительной каретке, а корпус привода допохГнительной каретки размещен на -каретке захвата.
Признано изобретением по результа- 25 там экспертизы, осуществленной Ведомством по изобретательству Германской Демократической Республики.
-J
Физ.г
