ь
э-е-е-в- 0000
0О00Ф00
/
ь
У
Од
00
TSLJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки в стопу гибкого материала | 1989 |
|
SU1638091A2 |
| УСТРОЙСТВО для УКЛАДКИ в СТОПУ плоских | 1973 |
|
SU393177A1 |
| Линия раскроя листового материала | 1984 |
|
SU1292947A1 |
| Транспортное средство | 1990 |
|
SU1735163A1 |
| Устройство для перемещения полотнообразного материала | 1990 |
|
SU1754822A1 |
| АВТОМАТ УКЛАДКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ В КОНТЕЙНЕР | 1996 |
|
RU2138380C1 |
| Машина для пакетировки и обвязки проволокой сортового проката | 1969 |
|
SU441992A1 |
| Машина для изготовления волнистых асбесто-цементных листов | 1947 |
|
SU86072A1 |
| Устройство для укладки полос в стопу | 1987 |
|
SU1456272A1 |
| Устройство для термообработки ленточного полимерного материала | 1983 |
|
SU1106663A1 |
Изобретение относится к производству полимерных материалов, в частности к устройствам для укладки в стопу гибких материалов, и может быть использовано для укладки в стопу охлажденных полимерньк материалов после обработки на вальцах. Цель - повышение надежности работы Устройство содержит подающий транспортер 1, стол 2 и средство для вывода материала, включащее два рольганга 5, 6, закрепленных на бесконечных цепях 7 ведущих роликов 13. На осях закреплены также шестерни, взаимодействующие с рейками 16. Направляющие ролики 9 рольгангов связаны между собой и с ведущими роликами 13 посредством цепных передач. Материал подается транспортером 1, один из рольгангов 5, 6 изгибает его ведущим роликом 13 и за счет собственного вращения при взаимодействии шестерен с рейками 16 набирает материал, образуя петлю, и транспортируется вместе с материалом цепями 7. После выхода шестерен из зацепления с рейками 16 образование петли заканчивается, рольганг сворачивается постепенно, вместе с ходом цепи, а лежащий на нем материал укладьшается на стол. 8 ил. с (Л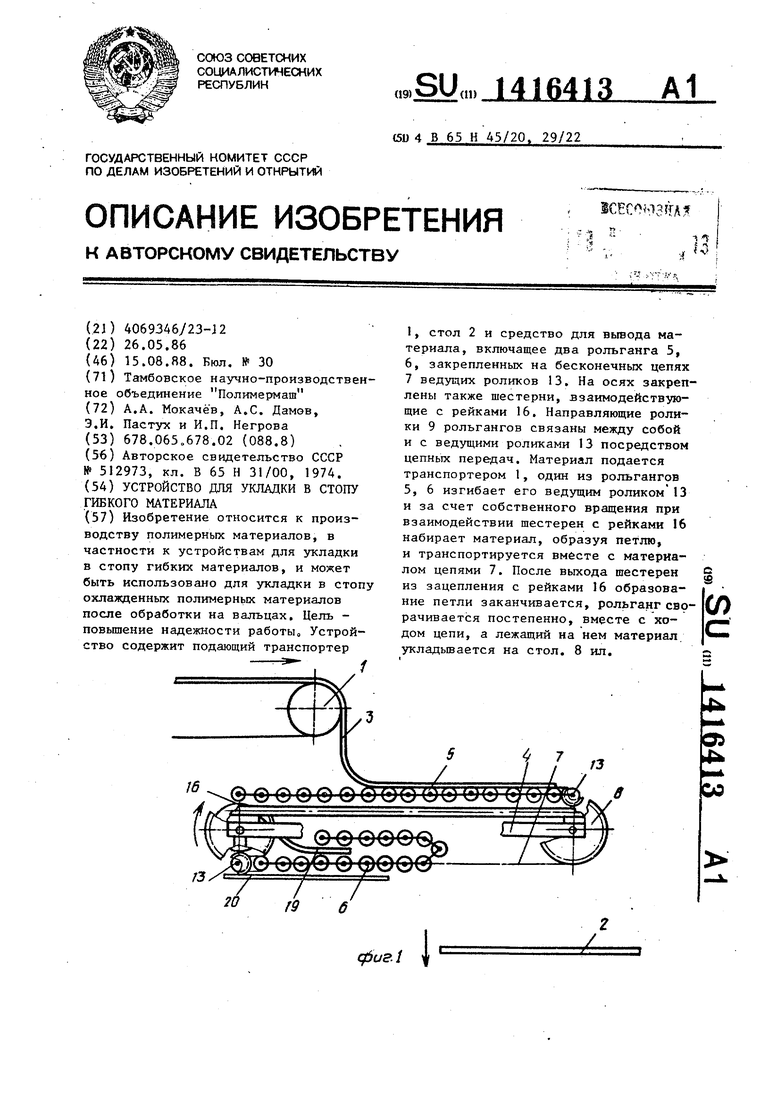
фиг.1
V
/
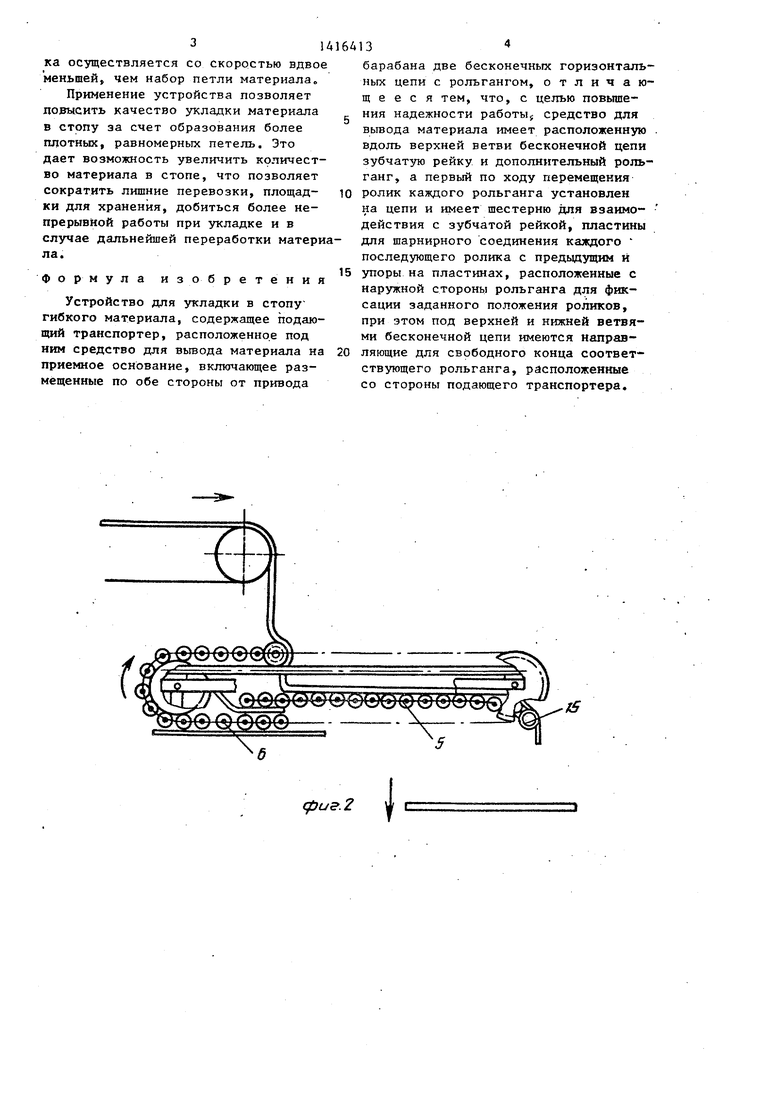
Изобретение относится к оборудованию для производства полимерных материалов и может быть применено, например, для кладКи в стопу охлаж- денных жестких полимерных материалов после обработки на вальцах.
Целью изобретения является повышение надежности работы.
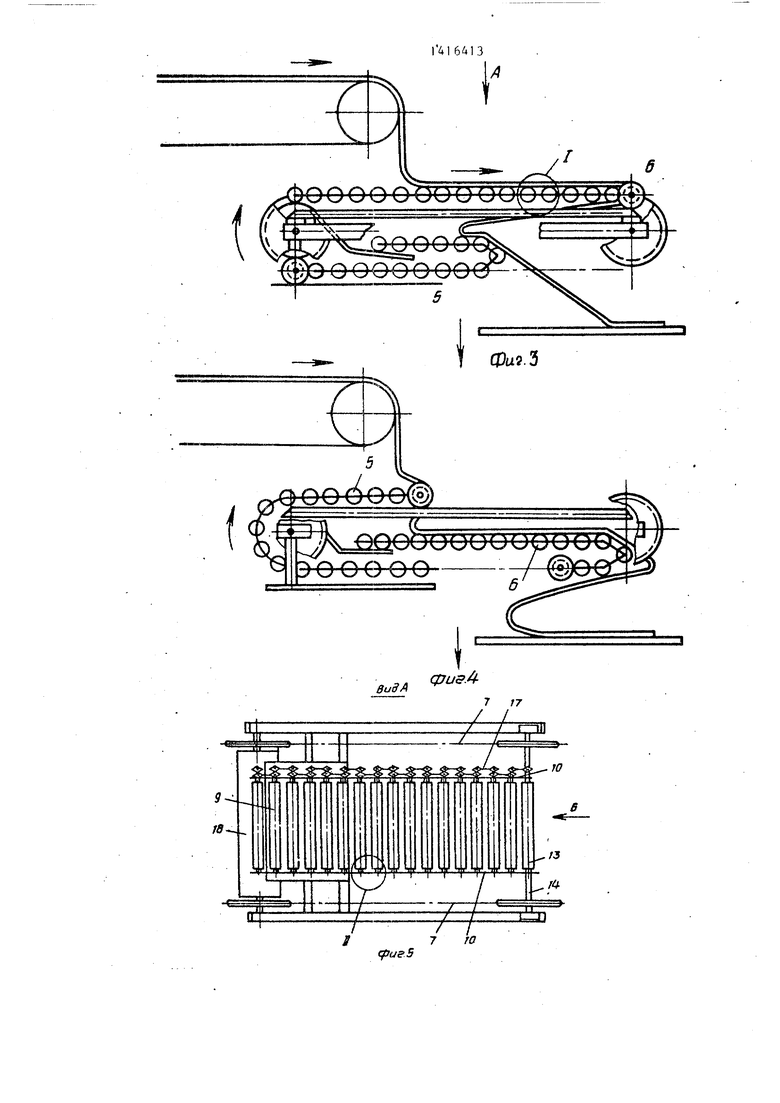
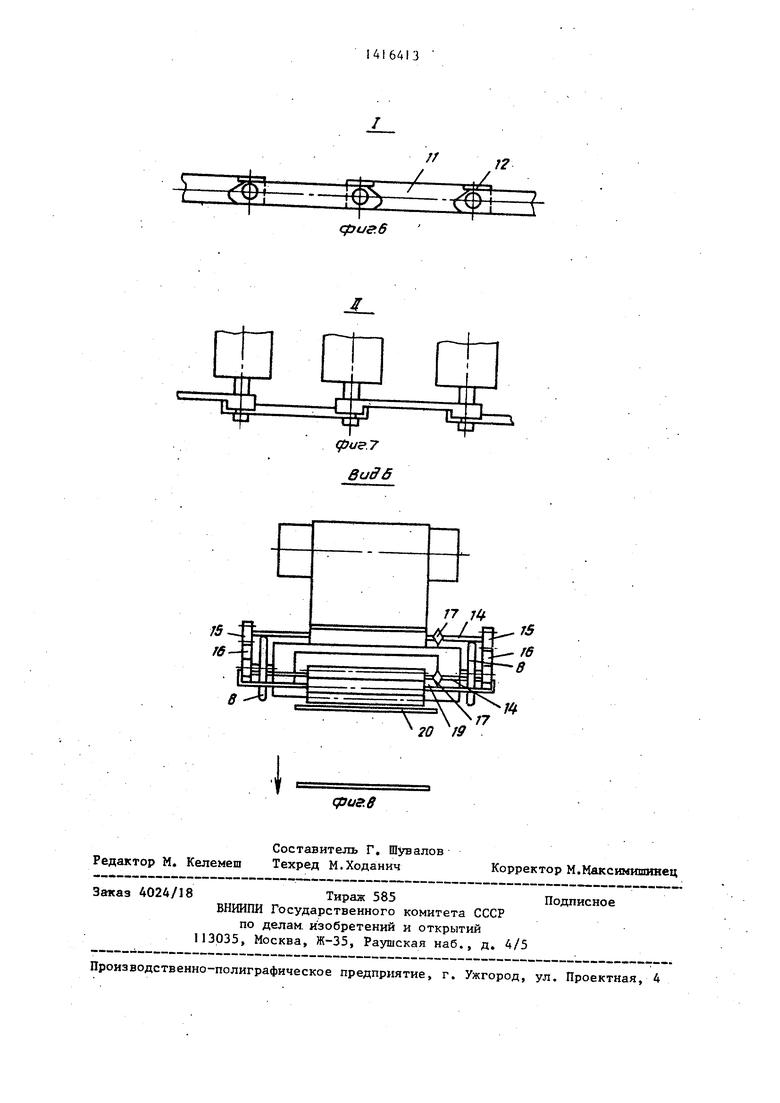
На фиг. 1 изображено устройство, общий вид момент начала работы; на фиг. 2 - то же, момент, когда первый рольганг, набрав материал, выходит из зацепления с рейкой, а второй - начинает изгибать материал; на фиг,3то же, момент, когда первый рольганг свертьшается, укладьшая материал на основание, а второй - заканчивает образование петли (подающий транспортер и лента не показапъ() ; на фиг. 4 - то же, момент, когда первый рольганг возвращается в исходное положение и начинает изгибать материал, а второй набрав материал, выходит из зацепления с рейкой; на фиг„ 5 - вид А на фиг. 3; на фиг. 6 - узел I на фиг.З; на фиг. 7 - узел II на фиг. 5; на фиг, 8 - ввд Б на фиг. 5.
Устройство содержит подающий транспортер 1, основание 2 для укладки материала 3 и раму 4, на которой смонтировано средство для вывода материала , содержащее два приводных цепных контура и два ротшганга 5, 6 Цепные контуры состоят из цепей 7, параллельно натянутых на звездочки 8, причем одна пара звездочек вьшолнена приводной (привод не показан).
Рольганги представляют собой ряд направляющ гк ролргков 9, соединенных между собой пластш-гчатьши цепями 10,, пластины П которых вьшолнены с упорами 12, препятствующими прогибу цепей. Первые по ходу двюкения ролшот 13 выполнены вед ущргмр. Оси 14 веду- щих роликов юарнирно закреплены на ветвях цепи. На осях 14 установлены также raecfepHH 15, взат-аодействующие С неподвижными рейками 16,, смонтированными на раме. Направляющие ролики связаны между собой и с ведущими роликами посредством цепных передач 17 Соосно приводной паре звездочек цепи устсшовлен барабан 18, На раме ус та- нодалены направляющие J9 и 20, расло- ложенные снизу под верхними и нижними ветвями бесконечных цепей 5.
Устройство работает следующим образом.
Лента гибкого материала 3 подается транспортером 1 на верхнюю ветвь цепи 7 в зону ведущей пары звездочек 8. При касании лентой материала ведущих роликов 13 одного из рольгангов 5, 6 она изгибается и транспортируется на роликах 9 рольгангов в зону ведомой пары звездочек 8. Привод рольгангов осуществляется за счет взаимодействия шестерен 15, закрепленных на осях 14 ведущих роликов 13, с неподвижными рейками 16, смонтированными на раме 4, при поступательном движении рольгангов 5, 6 вместе с цепями 7 цепного контура. При этом ведущие ролики 13 приводятся во вращение и передают его через цепные передачи 17 направляющими
роликами 9,
1
Ведущие 13 и направляющие 9 ролики принудительно изгибают материал и за счет собственного вращения набирают материал, наезжая на .него ведущим роликом 13, и транспортируются вместе с материалом цепями 7-, т.е. происходит образование и уплотнение петли материала. Скорость движения материала здесь равна скорости подающего транспортера 1 и складывается из скоростей движения цепей 7 и вращения роликов 9 и 13. Свободные кон- ць рольгангов 5, 6 опираются в это время на барабан 18,
После вьЕХода шестерен 15 из зацепления с рейками 16 ролики 13 и 9 перестают вращаться и прекращают набирать петлю материала. После поворота осей 14 на ведомой паре звездочек 8 цепных контуров рольганги 5, 6 начинают постепенно вместе с ходом цепи сворачиваться со стороны ведущих роликов 13. Свободные концы рольгангов 5, 6 опираются на направляю- 19. По мере свертывания рольгангов лежащая на нем лента гибкого материала 3 укладьшается на основание 2„ Основание 2 по мере заполнения ег материалом опускается. После укладки рольганги 5, 6, опираясь на нижнюю направляющую 20 и барабан 18, возвращаются в первоначальное положение.
Так как рольгангов два, то одновременно как один рольганг 6 осуществляет уклаДку материала,, второй рольганг 5 набирает петлю. Причем уклад31416Д
ка осуществляется со скоростью вдвое меньшей, чем набор петли материала, Применение устройства позволяет повысить качество укладки материала в стопу за счет образования более плотных, равномерных петель. Это дает возможность увеличить количество материала в стопе, что позволяет сократить лишние перевозки, площад- ю ки для хранения, добиться более непрерывной работы при укладке и в случае дальнейшей переработки материала.
Формула изобретения
15
Устройство для укладки в стопу гибкого материала, содержащее подающий транспортер, расположенное под ним средство для вьгеода материала на приемное основание, включающее размещенные по обе стороны от привода
-f
©©®®goj
13 ,
фи5.2
13
барабана две бесконечных горизонтальных цепи с рольгангом, отличающееся тем, что, с целью повышения надежности работы,; средство для вьгоода материала имеет расположенную вдоль верхней ветви бесконечной цепи зубчатую рейку и дополнительный рольганг, а первый по ходу перемещения ролик каждого рольганга установлен на цепи и шестерню для взаимодействия с зубчатой рейкой, пластины для шарнирного соединения каждого последующего ролика с предыдущим и упоры на пластинах, расположенные с наружной стороны рольганга для фиксации заданного положения роликов, при этом под верхней и нижней ветвями бесконечной цепи имеются направляющие для свободного конца соответствующего рольганга, расположенные со стороны подающего транспортера.
416413
6
ВиЗА
физЛ
//
J2
| Устройство для укладки протекторных заготовок в стопу | 1974 |
|
SU512973A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
