Изобретение относится к индукционному нагреву и может быть использовано для упрочнения винтового профиля цилиндрических деталей, например хо :довых винтов металлорежущих станков.
Цель изобретения - повьшение про- изводительности при упрощении конструкций .
На фиг.1 представлена установка, ви,ц сбоку; на фиг.2 - узел 1нафиг.1
Установка для упрочнения винтового профиля цилиндрических деталей содержит станину 1, кйретку 2 установленную на направляющих 3} смонтиро- ванные на каретке 2 приводной центр 4 с приводом 5 вращения и поддержи- ваюпц1Й центр 6, а также стойку 7 с ведущими пальцами 8. Центр 4 снабжен поводком 9 с пальцем 10, который взаимодействует с пазом поворота 11, закрепленного на упрочняемой детали. Центр 6 смонтирован с возможностью отвода его в сторону от оси 12 центров упрочняемой детали посредством поворота на шарнире 13. Стойка 7 выполнена в виде ванны 14 с боковыми стенками 15, торцовыми стенками 16 и сливом (не показан). В торцовых стенках 16 выполнены отверстия 17, соосные оси 12. В отверстия 17 с возможностью установочного поворота в них помещены втулки 18, которые поджимаются к стенкам 16 гайками 19, Втулки 18 и гайки 19 выполнены из немагнитного материала.
Внутренний диаметр отверстий 20 втулок 18 равен диаметру цилиндрической поверхности упрочняемой детали. Направляющие пальцы 8 вкручены в резьбовые отверстия втулок 18 перпендикулярно, их оси таким образом, что рабочие поверхности 2 пальцев 8, взаимодействуюидае с винтовым профилем детали г расположены в полостях отверстий 20. Расстояние между торцами 22 втулок 19 на суммарную величину технологических зазоров 1 больше размера вдоль оси 12 закалочного индуктора 23, .установленного на стани- не I. В нижней части стойки 7 закреплена емкость 24 для сбора охлаждающей жидкости со сливом (не показан). На станине 1 установлено также устройство 25 для поддержания в ванне 14 постоянного уровня охлаждающей 35идкости. В устройстве 25 предусмотрена регулировка количества поступающей жидкости.
;
0
5 0 5 0 с
0 5 Q
5
Установка работает следующим образом,
Перед установкой упрочняемой детали 26 в центры 4 и 6 рабочие поверхности 21 ведущих пальцев 8 выведены из полостей отверстий 20, а центр 6 отведен в сторону от оси 12 таким образом, что мимо него можно перемещать в осевом направлении деталь.
Деталь 26 последовательно вводят через отверстия 20 в сторону центра 4. Затем на шейке детали 26 крепится поводок 11, деталь 26 перемещают далее до соприкосновения с центром 4 Палец 10 поводка 9 вставляют в паз поводка 11. Центр 6 устанавливают со Осно оси 12 в деталь 26, поджимают центром 6 к центру 4.
Закалочный индуктор 23 вводят в полость ванны 14 до положения, обеспечивающего необходимый зазор между его активным витком и упрочняемой поверхностью детали 26.
Рабочие поверхности 21 ведущих пальцев 8 вводят в винтовую канавку детали 26 , Для этого при отжатьпс гайках 19 производят также установочные повороты втулок 18 вокруг оси 12. Ванна 14 посредством устройства 25 заполняется охлаждающей жидкостью до уровня полного погружения детали 26 в жидкость. На индуктор 23 подается напряжение, после чего включается привод 5. Деталь 26, вращаясь и взаимодействуя своим винтовым профилем с ведущими пальцами 8, перемещается в осевом направлении вместе с кареткой 2. Перемещение осуществляется относительно неподвижного индуктора 23 и ванны 14. При вращении и осевом перемещении детали 26 относительно отверстий 20 охлаждающая жидкость вытекает из ванны 14 в емкость 24 только через зазоры между цилиндрическими поверхностями детали 26 и отверстий 20. Вытекание жидкости через винтовую канавку детали 26 преграждено рабочими поверхностями 21 ведущих пальцев 8. Устройство 25 компенсирует утечки жидкости, сохраняя ее постоянный уровень в ванне 14 в процессе закалки. Перемещение каретки 2 с вращающейся деталью 26 происходит до тех пор,пока последний виток винтового профиля не будет подвергнут упрочнению индуктора 23, после чего привод выключается по ко31Д
манде от конечного выключателя (не показан). Напряжение на индукторе 23 выключается, индуктор отводится, подача жидкости из устройства 25 пере крывается, жидкость из ванны 4 спускают через слив, центр 6 отводят от торца детали 26, а затем - в сто; ну от оси 12, поводок 11 снимают с детали 26, пальцы 8 выводят из винтовой ч канавки детали 26 и упрочненную деталь 26 осевым перемещением сквозь ванну 14 выгружают.
Затем цикл повторяется.
Предлагаемая установка в зависимости от технологической необходимости обеспечивает поверхностную закалку винтового профиля как со спрейерным поливом, так и под слоем охлаждающей жидкости, при этом закалочный индуктор остается неподвижным.
По сравнению с известными конструкциями, в которык ведется закалка длинномерных цилиндрических деталей с их погружением в ванну с охлаждай - щей жидкостью, в изобретении значи
0
18
тельно уменьшен профильный размер ванны, что позволяет также сократить время заполнения и слива жидкости.
Формула изобретения
Установка для упрочнения винтового профиля цилиндрических деталей, содержащая закалочный индуктор, станину, подвижную относительно станины каретку с центрами и приводом их вращения и стационарную стойку с ведущими пальцами, отличающаяся тем, что, с целью повьппения производительности при упрощении конструк- - ции, установка снабжена расположенными соосно с центрами каретки двумй втулками, а стойка выполнена в виде ванны с отверстиями в торцовых стенках, в которых с возможностью поворота закреплены втулки, при этом пальцы установлены во втулках перпендикулярно оси центров, а длина ванны превышает размер индуктора на величину технологических зазоров между торцами индуктора и торцовыми стенками ванны.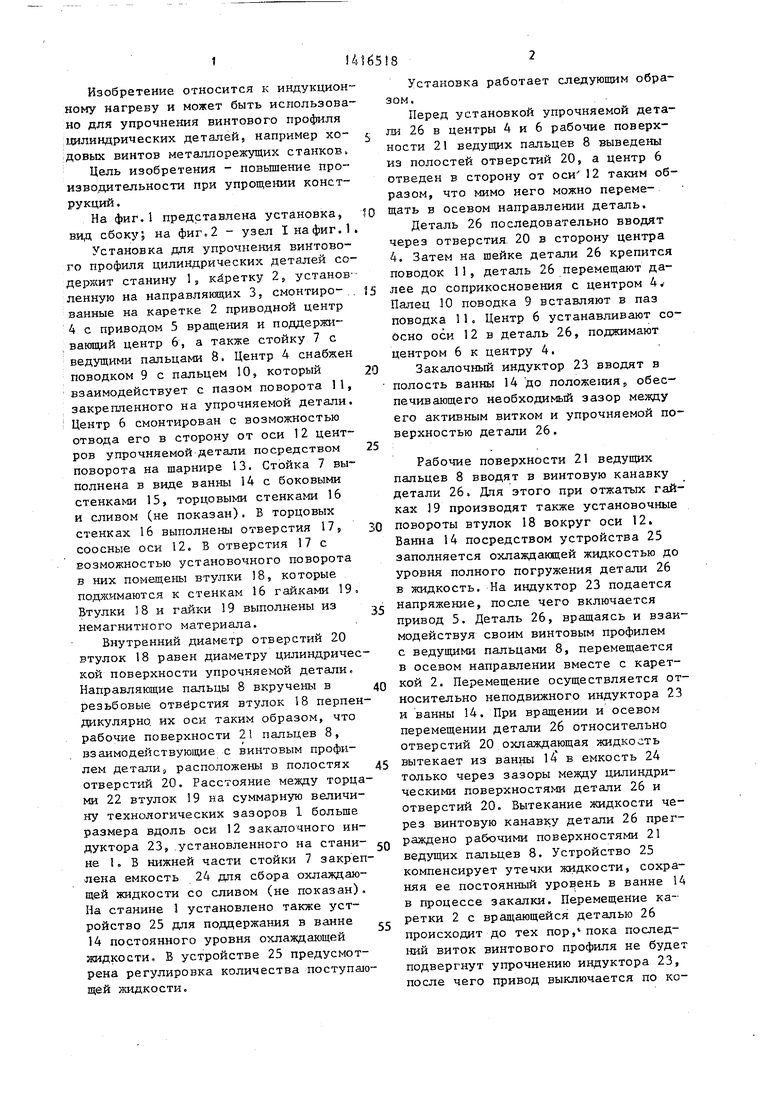
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ индукционной закалки деталей типа шестерен и устройство для его осуществления | 1984 |
|
SU1268624A1 |
| Установка для диффузионного борирования шнеков в обмазках с контролем качества | 2024 |
|
RU2834946C1 |
| Станок для закалки деталей с индукционного нагрева | 1974 |
|
SU646844A1 |
| Установка для диффузионного борирования шнеков в обмазках | 2024 |
|
RU2834945C1 |
| Станок для индукционной закалки изделий | 1981 |
|
SU1033553A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| ЗАКАЛОЧНОЕ УСТРОЙСТВО | 1973 |
|
SU390161A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ НАПРАВЛЯЮЩИХ С НАГРЕВОМ ТВЧ | 1973 |
|
SU372282A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
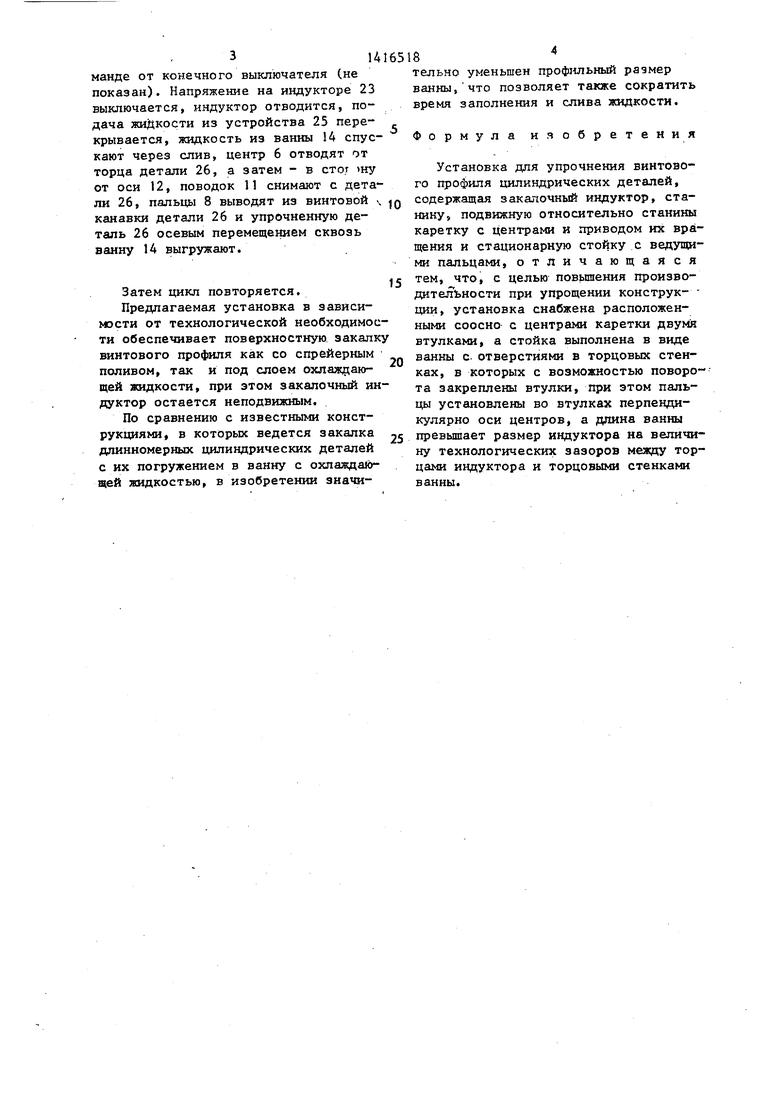
Изобретение относится к области индукционного нагрева и может быть использовано для упрочнения винтового профиля цилиндрических деталей, например ходовых винтов металлорежущих станков. Цель изобретения состоит в повышении производительности при упрощении конструкции. Установка для упрочнения винтового профиля цилиндрических деталей содержит станину 1, каретку 2, установленную на направляющих 3, смонтированные на каретке 2 приводной центр 4 с приводом 5 вращения и поддерживакнций центр 6, а также стойку 7 с ведущими пальцами 8, взаимодействующими с винтовым профилем детали, установленной в центрах 4,6. Стойка 7 выполнена в виде ванны 14, в торцовых стенках 16 которой предусмотрены расположенные по оси центров отверстия 17, в которых смонтированы втулки 18, диаметр внутренних отверстий 20 которых равен наружному диаметру цилиндрической поверхности детали. Длина ванны 14 превьшает размер индуктора 23 по торцам на суммарную величину технологических зазоров между торцами индуктора 23 и торцовыми стенками ванны 14. Установка обеспечивает поверхностную закалку винтового профиля как со спрейерным поливом, так и под слоем охлаждающей жидкости, а небольшая длина ванны позволяет сократить время ее заполнения жидкостью, что повышает производительность термообработки. 2 ил. / 25 О) 01
иг.2
| УСТРОЙСТВО ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ВИНТОВОГОПРОФИЛЯ | 0 |
|
SU339585A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
