1 Изобретение относится к диффузнонной сварке и может быть использова но при.сварке прецизионных стержневых деталей в различных отраслях про мытпенности. Цель изобретения - повышение качества и точности. На чертеже приведена схема осуществления предлагаемого способа. На свариваемом конце детали 1 выполняют кольцевой выступ в виде усеченного конуса 2, диаметр большего основания 3 которого превышает диаметр d стержня, а диаметр меньшего основания 4 выполняют равным .ему, с выемкой 5 на свариваемой поверхности, которую каналом 6 соединяют с на ружной поверхностью стержня. Детали Ли устанавливают в приспособлении (на чертеже не показа.но), размещают их в сварочной камере (на чертеже не показана) и создают в ней вакуум. Детали нагревают до темпер.атуры сварки, сдавливают, прикладывая сварочное давление к большему основанию 3 усеченного конуса,, посл 5 изотермической выдержки охлаждают иизвлекают из камеры. По мере необходимости кольцевой выступ может быть удален. Благодаря выполнению кольцевого выступа в виде усеченного конуса, диаметр большего основания которого превышает диаметр стержня, и приложению сварочного давления к нему предотвращается деформация стержня , а в зоне контакта возникают как нормальные, так и касательные напряжения, способствующие активации свариваемых поверхностей, что способствует повышению качества и точности. Пример. Сваривали детали из бескислородной меди. Диаметр стержня - 8 мм, длина - 60 мм.Высота кольцевого выступа на стержне-3,5 мм,диаметр большего.основания - 10 мм. Сварку производили в вакуумной печи при температуре 270 С и нагрузке на большее основание кольцевого выступа 50 МПа. Прочность соедин.ения оказалась равной прочности основного металла. Деформаций соединяемых стержней не наблюдалось.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионной сварки | 1990 |
|
SU1757825A1 |
| Способ диффузионной сварки стержневых деталей | 1986 |
|
SU1417331A1 |
| Установка для диффузионной сварки в вакууме | 1990 |
|
SU1738557A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2232071C1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХ ЭЛЕМЕНТОВ | 1999 |
|
RU2164462C2 |
| Способ диффузионной сварки | 1987 |
|
SU1507553A1 |
| Стержень для термитной сварки | 1991 |
|
SU1794615A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2001 |
|
RU2192340C1 |
| СПОСОБ РЕЛЬЕФНОЙ СВАРКИ РЕЛЬСОВ | 2022 |
|
RU2809616C1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1504037A1 |
СПОСОБ ДИФФУЗИОННОЙ СВАРКИ прецизионных стержневых деталей,при котором на соединяемом конце одной из них выполняют кольцевой выступ диаметром, равным диаметру стержня, с выемкой на свариваемой поверхности, детали нагревают и сдавливают, отличающийся тем, что, с целью повышения качества и точности путем исключения деформации,кольцевой выступ выполняют в виде усеченного конуса, диаметр большего основания которого превышает диаметр стержня, и сварочное давление прикладывают к нему. СО NS а со 00 | ел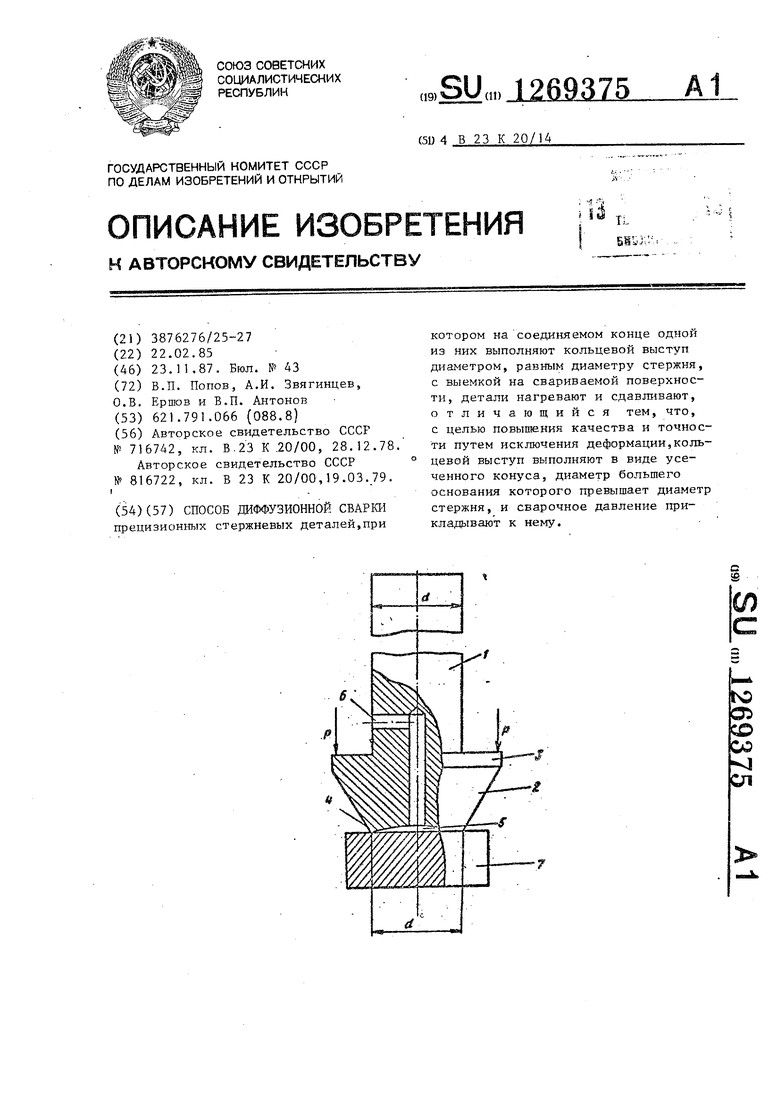
| Способ диффузионной сварки | 1978 |
|
SU716742A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ диффузионной сварки | 1979 |
|
SU816722A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| I | |||
