1
Изобретение относится к литейному производству, предназначено для простановки стержней в полуфорлаы и может быть использовано, например, в автоматических литейных линиях.
Известно устройство, в котором стержни вводят в полуформу снизу с помощью подъемного механизма, смонтированного в кантователе, подачу и выдачу полуформ осуществляют по оси опорных дисков, а подачу и выдачу транспортировочных плит - с их торца ij.
Недостатком такого устройства является ограничение технических возможностей его применения в автоматических литейных линиях.
Известно также устройство для простановки стержней в литейные полуформы, содержащее опорные диски с приводом их вращения относительно горизонтальной оси, установленные между ними три рольганга, два из которых расположены симметрично относительно оси вращения опорных дисков, а третий - перпендикулярно к первым двум по оси вращения опорных дисков, и транспортировочную плиту, имеющую на верхней торцовой поверхности гнездо для установки сменной кондукторной плиты 2J. Однако такое устройство требует предварительных технологических операций, что удлиняет продолжительность цикла.
В предлагаемом устройстве для повышения производительности в транспортировочной
плите симметрично относительно горизонтальной плоскости сделано дополнительное гнездо для установки сменной кондукторной плиты, а третий рольганг выполнен с возможностью его иере.мещення в вертикальном направлении.
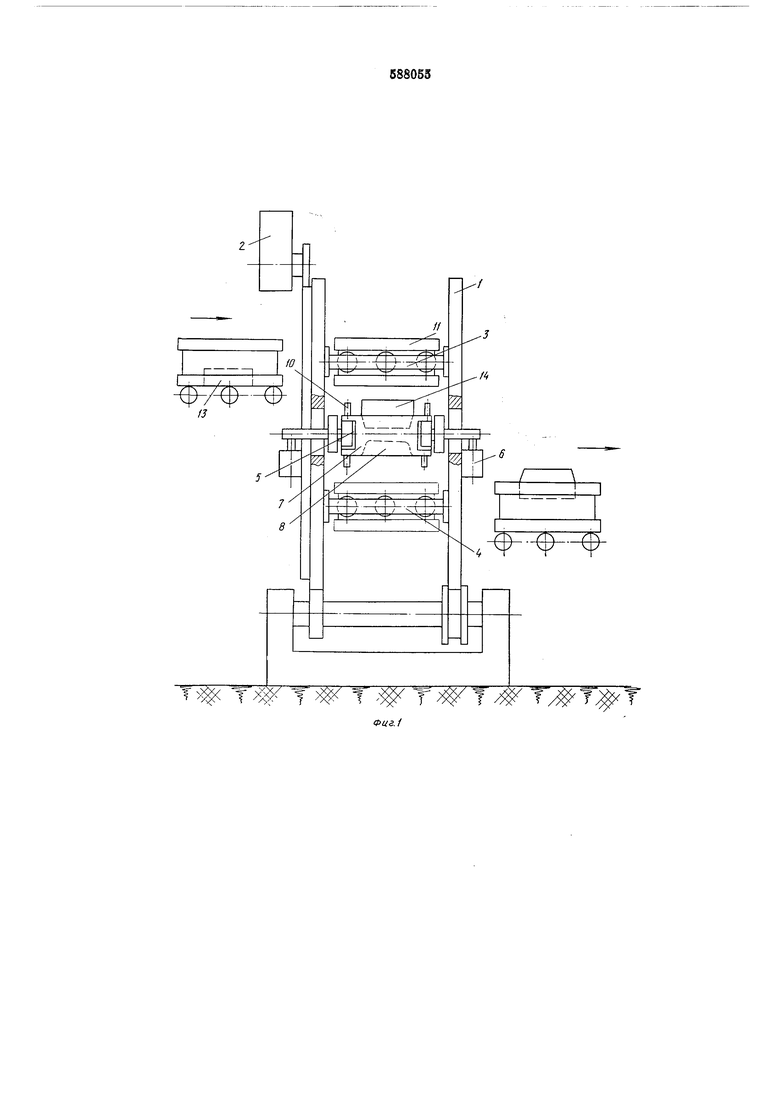
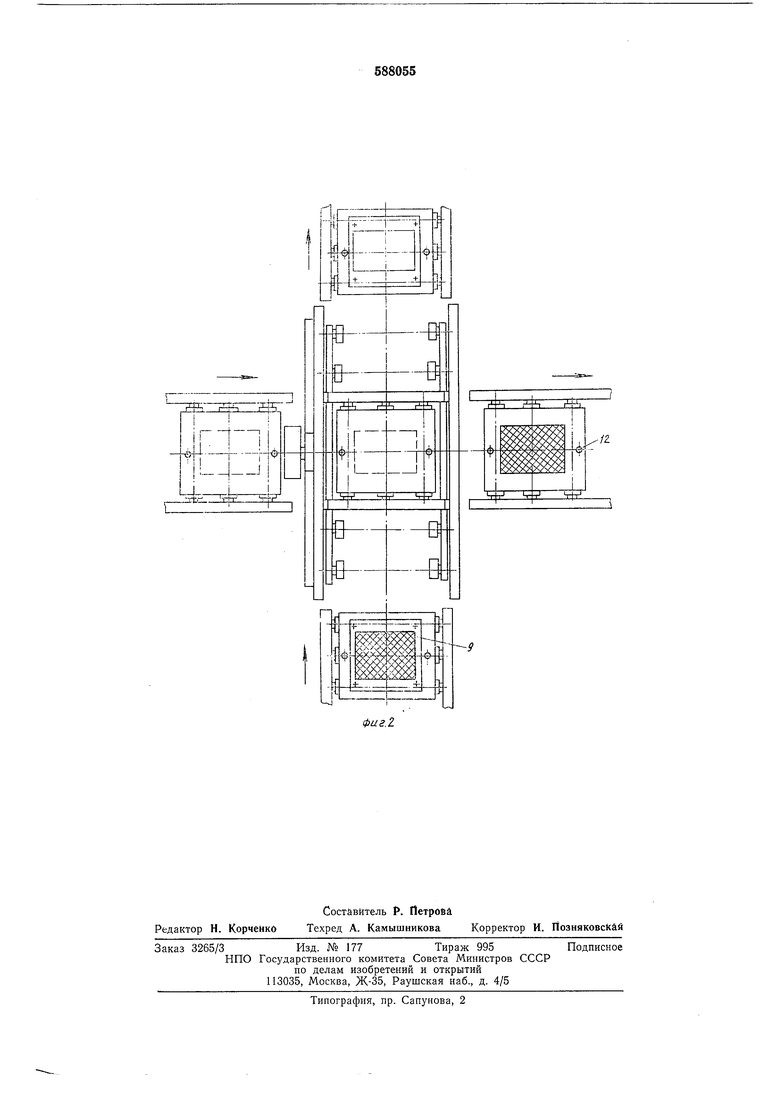
Иа фиг. i схематично показано описываемое устройство; на фиг. 2 - то же, вид сверху.
icrpoECTBO содержит опорные диски 1 с приводо.м 2 их поворота относительно горизонтальной оси. ними установлены рольганги 3-5. Рольганги 3 и 4 расположены симметрично относительно оси вращения опорных дисков 1, а рольганг о - перпендикулярно к первым двум по оси вращения опорных дисков i и снабл ен приводом б стыковки.
На рольганге 5 размещена транспортировочная илита 7, в которой на торцовых плоскостях выполнены гнезда 8 для монтажа сменных кондукторных плит 9 и установлены направляющие щтыри 10. В опоке 11 имеются отверстия 12 под направляющие щтыри 10 транспортировочной плиты 7.
Устройство работает следующим образом.
Опока 11 заходит рабочей полостью 13 литейной нолуформы снизу на рольганг 3 и занимает на нем фиксированное положение между опорными дисками 1. Одновременно с этим транспортировочпая плита 7 стержнем 14 заходит на рольганг 5 перпендикулярно к опоке И и занимает положение для стыковки с ней.
Привод 6 стыковки поднимает рольганг 5 с транспортировочной плитой 7. С помощью направляющих штырей 10 на транспортировочной плите 7 и отверстий 12 в опоке 11 происходит взаимная ориентация стержня 14 и рабочей полости 13. После стыковки привод 2 поворачивает опорные диски 1 на 180°. Опока 11 и транспортировочная плита 7 кантуются и стержень оказывается в рабочей полости литейной полуформы сверху. Привод 6 расстыковывает транспортировочную плиту 7 с опокой 11 и возвращает рольганг 5 в исходное положение, однако кондукторная плита 9 оказывается перевернутой.
Опока И выходит с рольганга 3 со стержнем в литейной полуформе на пониженном уровне, причем уровень понижения опоки 11 по отношению к первоначальному соответствует расстоянию между рольгангами 3 и 4. Одновременно с движением опоки 11 очередная опока заходит на рольганг 4, а транспортировочная плита 7, имея дополнительное гнездо 8 для второй кондукторной плиты 9, выполненное симметрично относительно горизонтальной плоскости, с установленным стержнем снова входит на рольганг 5.
Формула изобретения
Устройство для простановки литейных стержней в формы, содержащее опорные диски с приводом их вращения относительно горизонтальной оси, установленные между ними три рольганга, два из которых расположены симметрично относительно оси вращения опорных дисков, а третий - перпендикулярно к
первым двум по оси вращения опорных дисков, и транспортировочную плиту, имеющую на верхней торцовой поверхности гнездо для установки сменной кондукторной плиты, о тл и ч а ю щ е е с я тем, что с (Целью повышения
производительности устройства, в транспортировочной плите симметрично относительно горизонтальной плоскости выполнено дополнительное гнездо для установки сменной кондукторной плиты, а третий рольганг выполнен с
возможностью его перемещения в вертикальном направлении.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство N° 190529, кл. В 22С 9/10, 1965.
2.Патепт Японии N° 47-30816, кл. В 22С, 1968.
Пг-.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая литейная линия | 1979 |
|
SU846103A1 |
| Устройство для кантовки преимущественно литейных полуформ | 1987 |
|
SU1567320A1 |
| Автоматический формовочный блок | 1982 |
|
SU1247152A1 |
| Автоматическая формовочная линия | 1975 |
|
SU531655A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |
| Формовочная машина для изготовлениябЕзОпОчНыХ лиТЕйНыХ фОРМ | 1973 |
|
SU818468A3 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Автоматическая линия безопочной формовки | 1974 |
|
SU520190A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |