Ш
аи
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1759524A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU601074A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1106580A1 |
| Пресс-форма | 1978 |
|
SU770643A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ОТЛИВОК С ПОДНУТРЕНИЯМИ | 1992 |
|
RU2043852C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ | 1972 |
|
SU351629A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2026142C1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1986 |
|
SU1360886A1 |
| Пресс-форма для литья под давлением отливок с глубокими полостями | 1976 |
|
SU617162A1 |
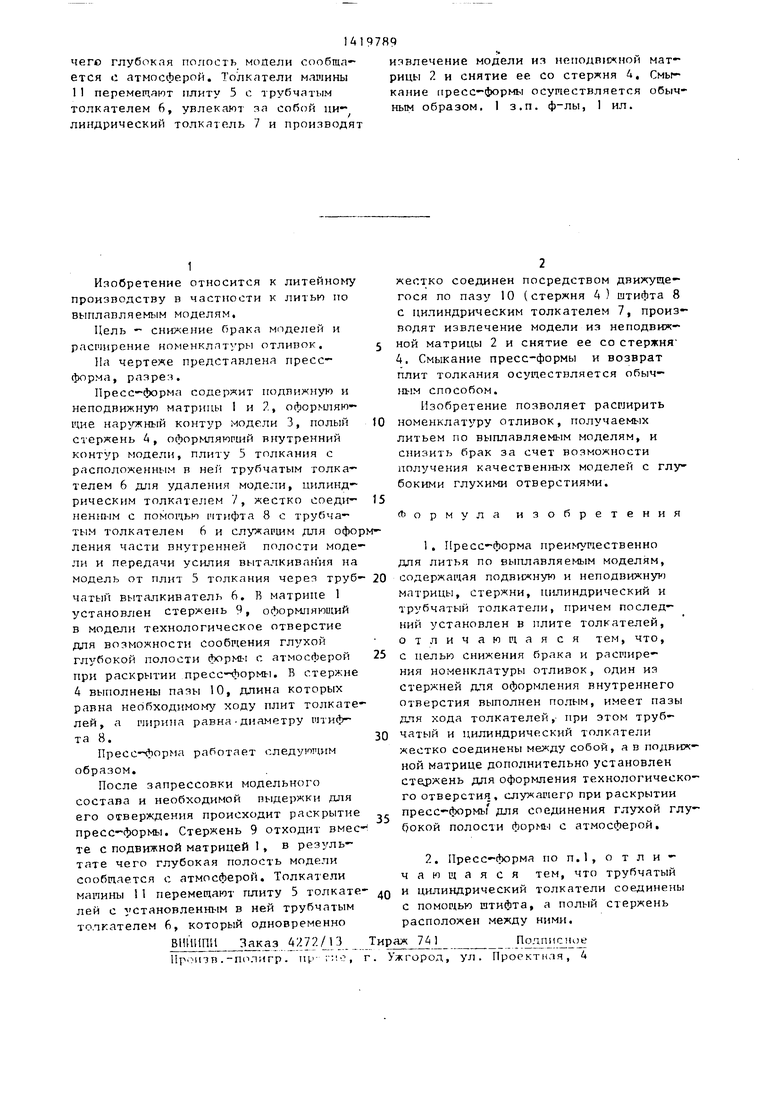
Изобретение относится к литейному производству, в частности к литью по выплавляемым моделям. Цель - рас- тиреиие н оменклатуры отливок и повышение качества за счет снижения бра -/// / у//-/, ка моделей. Пресс-форма содержит под- пижную 1 и неподвижнуто 2 матрицы, оформляющие наружный контур модели 3, полый стержень 4, оформляющий внутренний контур модели, плиту 5 толкания с расположенным в ней трубчатым толкателем 6, цилиндрический толкатель 7, который жестко соединен посредством штифта 8 с трубчатым толкателем 6. В матрице 1 установлен стержень 9, оформляющий в модели технологическое отверстие. В стержне 4 выполнены пазы 10, длина которых равна ходу толкателей. При раскрытии пресс- формы стержень 9 отходит вместе с подвижной матрицей 1, в результате г СЛ 2 ю 6 СХ г
т
т
и
JJ
У/у
р±
11
чего глубокая полость модели сообщается с атмосферой. Толкатели машины 11 перемещают плиту 5 с трубчатым толкателем 6, увлекают за собой цилиндрический толкатель 7 и производят
1
Изобретение относится к литейноьгу производству в частности к литью по выплавляемым моделям.
Цель - снижение брака моделей и расширение номенклатуры отливок.
На чертеже представлена пресс- форма, разрез.
Пресс-форма содержит подвижную и неподвижную матрицы I и ., оформляющие нар гжный контур модели 3, полый стержень Д, оформляющий внутренний контур модели, плиту 5 толкания с расположенным в Hei i трубчатым толкателем 6 для удаления модели, цилиндрическим толкателем 7, жестко соединенным с помощью итифта 8 с трубчатым толкателем 6 и служаидам для офоления части внутренней полости модели и передачи усилия выталкивания на
модель от плит 5 толкания через труб- 20 содержащая подвусжную и неподвижнуу)
чатый выталкиватель 6, В матрице 1 установлен стержень 9, оформляющий в модели технологическое отверстие для возможности сообщения глухой глубокой полости формы с атмосферой при раскрытии пресс-формы, В стержне 4 выполнены пазы 10, длина которых равна неЬбходимому ходу плит толкателей, а ширина равнадиаметру штифта 8,
Пресс-форма работает следующим
образом.
После запрессовки модельного состава и необходимой выдержки для его отверждения происходит раскрытие пресс-формы. Стержень 9 отходит вмес- те с подвижной матрицей 1 , в результате чего глубокая полость модели сообщается с атмосферой. Толкатели
25
30
35
матрицы, стержни, цилиндрический и трубчатый толкатели, причем последний установлен в плите толкателей, отличающаяся тем, что, с целью снижения брака и расширения номенклатуры отливок, один из стержней для офор 1ления внутреннего отверстия выполнен полым, имеет пазы для хода толкателей,- при этом трубчатый и цилиндрический толкатели жестко соединены между собой, а в подвиж ной матрице дополнительно установлен стеджень для оформления технологическо го отверстия, служащегр при раскрытии пресс-формы для соединения глухой глу бокой полости форм1-1 с атмосферой.
2, Пресс-форма по п,1, о т л и - чающаяся тем, что трубчатый маиины 11 перемещают плиту 5 толкате- Q и цилиндрический толкатели соединены лей с установленным в ней трубчатым с помощью щтифта, а полый стержень толкателем 6, который одновременно расположен между ними,
ВИШ1ПИ Заказ 272/J3 Тираж 741 no.Tn2icju)e
Произп.-полигр. цр- i v.o, г. Ужгород, ул. Проектная, 4
извлечение модели из неподвижной матрицы . и снятие ее со стержня 4, Смыкание пресс-формы осуществляется обычным образом, 1 з.п. ф-лы, 1 ил.
жестко соединен посредством движущегося по пазу 10 (стержня 4 ) штифта 8 с цилиндрическим толкателем 7, производят извлечение модели из неподвиж- ной матрицы 2 и снятие ее со стержня 4, Смыкание пресс-формы и возврат плит толкания осуществляется обычным способом.
Изобретение позволяет расширить номенклатуру отливок, получаемых литьем по выплавляемым моделям, и снизить брак за счет возможности получения качественных моделей с глу бокими глухими отверстиями.
Формула
зобретения
1 , Пресс-форма r peи fyщecтвeннo для литья по выплавляемым моделям.
матрицы, стержни, цилиндрический и трубчатый толкатели, причем последний установлен в плите толкателей, отличающаяся тем, что, с целью снижения брака и расширения номенклатуры отливок, один из стержней для офор 1ления внутреннего отверстия выполнен полым, имеет пазы для хода толкателей,- при этом трубчатый и цилиндрический толкатели жестко соединены между собой, а в подвижной матрице дополнительно установлен стеджень для оформления технологического отверстия, служащегр при раскрытии пресс-формы для соединения глухой глубокой полости форм1-1 с атмосферой.
| Чкленник Я.И., Озеров В.А | |||
| Литье по выплавляемым моделям | |||
| Инженерная монография по литейному производству | |||
| М.: Машиностроение, 1971, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
