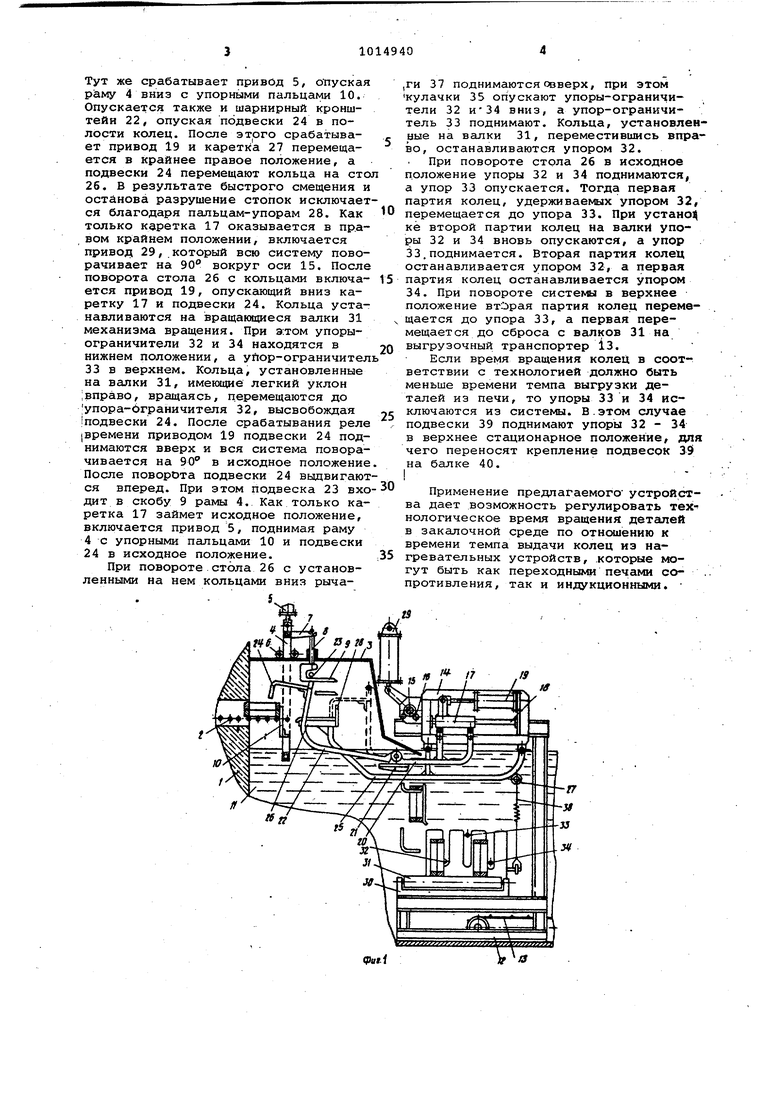
4 СО Изобретение относится к термичес кому оборудованию для закалки деТсшей типа колец.путем вращения их закалочной среде. Известно устройство для закалки подшипниковых колец, содержащее закалочную ванну, стационарно установленные в ней приводные валки, механизм передачи колец из печи на валки и выгрузочный транспортер.; .Кольца, установленные на валки, должны оставаться в заданном месте Следующие кольца, опущенные на валк проталкивают первые дальше и т. д., пока первые не сбросятся с валков на выгрузочный транспортер ij. Однако первые кольца, ничем не фиксируемые, самопроизвольно под действием вибрации, легкого уклона и других факторов могут упасть с валков или переместиться к месту ус .тановки последующих колец. ® Наиболее близким к предлагаемому ,по технической сущности и достигае,мому результату является устройство для закалки деталей, содержащее нагревательную печь, закалочный бак, гидрозатвор, механизм перегрузки изделий из печи в бак, механизм вращения деталей в баке и поворотный упор, ограничитель, регулирующи выдачу изделий на выгрузочный транс портер, последний установлен под механизмом вращения 2. Недостатком устройства является сложность и ненадежность из-за того что все силовые цилиндры расположены в закалочной среде. Это исключает возможность наблюдения за ними .в процессе работы. Кроме того, в данном устройстве невозможно регули ровать время, перемещения изделий вдоль валков .механизма вращения изд лий в баке, т. е. время нахождения изделий в баке. Так, при индукционном нагреве колец время выдачи коле из печи не превышает 20 с, в то вре мя как технологическое время закалки вращением равно примерно 2 мин. Следовательно, для соблюдения режима закалки необходимо увеличить время перемещения изделий (вдоль Вс1лков механизма вращения в шесть . Цель изобретения - расширение .технологических возможностей за счет возможности регулирования режи ма закалки колец и повышение надежности путем размещения приводов механизмов вне закалочного бака. Поставленная цель достигается тем, что устройство для закалки изделий, преимущественно колец, содер жащее нагревательную печь с гидрозатвором, закалочный бак, установле ный в нем механизм вращения, выполненный в виде валков и приводного упора-ограничителя движения изде,лий, механизм перегрузки изделий с приводом и выгрузочный транспортер, снабжено дополнительными упорамиограничителями перемещения изделий, выполненными в виде штанг, установленных над валками в горизонтальной плоскости перпендикулярно осям валков с возможностью одновременного встречного перемещения между собой в вертикальной плоскости и связанных посредством- регулируемых по высога подвесок с опорными балками. Кроме того, привод механизма переГ1рузки установлен вне закалочного бака и кинематически связан с упорами-ограничителями. На фиг. 1 изображено устройство, вид сбоку; на фиг. 2 - механизм вращения. Устройство содержит печь 1 с приводным рольгангом 2 и гидрозатвором 3.На гидрозатворе смонтирована рама 4,содержащая привод 5, направляющие б, кронштейн 7, удерживающий с помощью штока 8 скобу 9. На раме 4 установлены упорные пальцы 10. Гидрозатвор 3 нижней кромкой опускается в закалочную среду закалочного бака 11, в котором установлена станина 12 со смонтированными механизмом переноса деталей от печи в закалочный бак и механизмом вращения. Под станиной установлен выгрузочный транспортер 13. . Механизм переноса деталей от печи в закалочный бак состоит из поворотной рамы 14, снабженной осью 15, установленной на роликах 16 станины 12, каретки 17, которая установлена на направляющей 18, перемещаемой приводом 19. К каретке 17° жестко закреплена рама 20 с ограничителем 21. На раме 20 шарнирно установлен кронштейн 22 с подвеской 23 и с закрепленными подвесками 24. На раме 14 закреплен кронштейн 25 с приемным столом 26 и кольцом 27. На столе установлены пальцы-упоры 28. Рама 14 имеет привод 29. Механизм вращения состоит из станины 30 с установленными на ней приводными валками 31, упоров-ограничителей 32 - 34, размещенных на кулачках 35 распределительных валов 36 и рычагов 37. Рычаги 37 соединены с кольцом 27 гибкими связями 38. Каждая поперечная штанга снабжена парными регуляторами режима закалки, выполненными в виде подвесок, закрепленных на балке 39 и 40, регулируемых по высоте. Для исключения смещения штанг вдоль оси валков, штанги установлены в пазы боковых упоров 41. Устройство работает следующим образом. Нагретые кольца рольгангом 2 печи подаются до упорных пгшьцев 10, замыкая контактный ролик рольганга 2. Тут же срабатывает привод 5, опуская раму 4 вниз с упорными пальцами 10. Опускается также и шарнирный кронштейн 22, опуская подвески 24 в полости колец. После этого срабатывает привод 19 и каретка 27 перемещается в крайнее правое положение, а подвески 24 перемещают кольца на сто 26. В результате быстрого смещения и останова разрушение стопок исключает ся благодаря пальцам-упорам 28. Как только каретка 17 оказывается в правом крайнем положении, включается привод 29,.который всю систему поворачивает на 90 вокруг оси 15. После поворота стола 26 с кольцами включается привод 19, опускающий вниз каретку 17 и подвески 24. Кольца устанавливаются на вращающиеся валки 31 механизма вращения. При атом упорыограничители 32 и 34 находятся в нижнем положении, а yftop-ограничител 33 в верхнем. Кольца, установленные на валки 31, имекхцие легкий уклон ;вправо, вращаясь, перемещаются до упора-бграничителя 32, высвобождая подвески 24. После срабатывания реле |времени приводом 19 подвески 24 поднимаются вверх и вся система поворачивается на 90 в исходное положение После поворота подвески 24 вьщвигают ся вперед. При этом подвеска 23 вхо дит в скобу 9 рамы 4. Как только каретка 17 займет исходное положение, включается привод 5, поднимая раму 4 с упорными пальцами 10 и подвески 24 в исходное положение. При повороте.стола 26 с установленными на нем кольцами вниз рычаги 37 поднимаются верх, при этом кулачки 35 опускают упоры-ограничители 32 и-34 вниз, а упор-ограничитель 33 поднимают. Кольца, установленыые на валки 31, переместившись вправо, останавливаются упором 32. При повороте стола 26 в исходное положение упоры 32 и 34 поднимаются, а упор 33 опускается. Тогда первая партия колец, удерживаемых упором 32, перемещается до упора 33. При устано кё второй партии колец на вгшкй упоры 32 и 34 вновь опускаются, а упор 33.поднимается. Вторая партия колец останавливается упором 32, а первая партия колец останавливается упором 34. При повороте системы в верхнее положение партия колец перемещается до упора 33, а первая перемещается до сброса с валков 31 на выгрузочный транспортер 1з. Если время вращения колец в соответствии с технологией должно быть меньше времени темпа выгрузки деталей из печи, то упоры 33 и 34 исключаются из системы. В.этом случае подвески 39 поднимают упоры 32 - 34 в верхнее стационарное положение, для чего переносят крепление подвесок 39 на балке 40. I. Применение предлагаемого устройства дает возможность регулировать технологическое время вращения детгшей в закалочной среде по отношению к времени темпа выдачи колец из нагревательных устройств, .которые могут быть как переходными печами сопротивления, так и индукционными. ff fffff ff XffJ3S
fff
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки колец | 1981 |
|
SU1006517A1 |
| Устройство для закалки колец | 1978 |
|
SU789598A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1973 |
|
SU398642A1 |
| Устройство для закалки деталей | 1983 |
|
SU1118696A1 |
| Устройство для закалки колец | 1983 |
|
SU1118699A1 |
| Установка для закалки деталей | 1978 |
|
SU789595A1 |
| Устройство для закалки деталей | 1974 |
|
SU509651A1 |
| Устройство для закалки колец | 1974 |
|
SU655733A1 |
| Агрегат для закалки | 1983 |
|
SU1100324A1 |
| Агрегат для термообработки изделий | 1981 |
|
SU1006511A1 |

1.УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ, преимущественно колец, содержащее .нагревательную с гидрозатвором, закалочный бак, установленный в нем механизм вращения, выполненный в виде валков и приводного упораограничителя движения изделий, ме-. ханизм перегрузки изделий с приводом и выгрузочный транспортер, отличающееся тем, что, с целью расширения технологических возможностей устройства и повышения надежности, оно снабжено дополнительными упорами-ограничителями перемещения изделий, выполненными в виде штанг, установленных над валками в . горизонтальной плоскости перпендикулярно осям валков с возможностью одновременного встречного перемещения между собой в вертикальной плоскости и связанных посредством регулируемых по высоте подвесок с опорными балками.9 2. Устройство по п. 1, о т л и(Л чающееся тем, что привод механизма перегрузки установлен вне закалочного бака и кинематически связан с упорами-ограничителями.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 0 |
|
SU398642A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для закалки деталей | 1974 |
|
SU509651A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
