:о Ч
3
Об
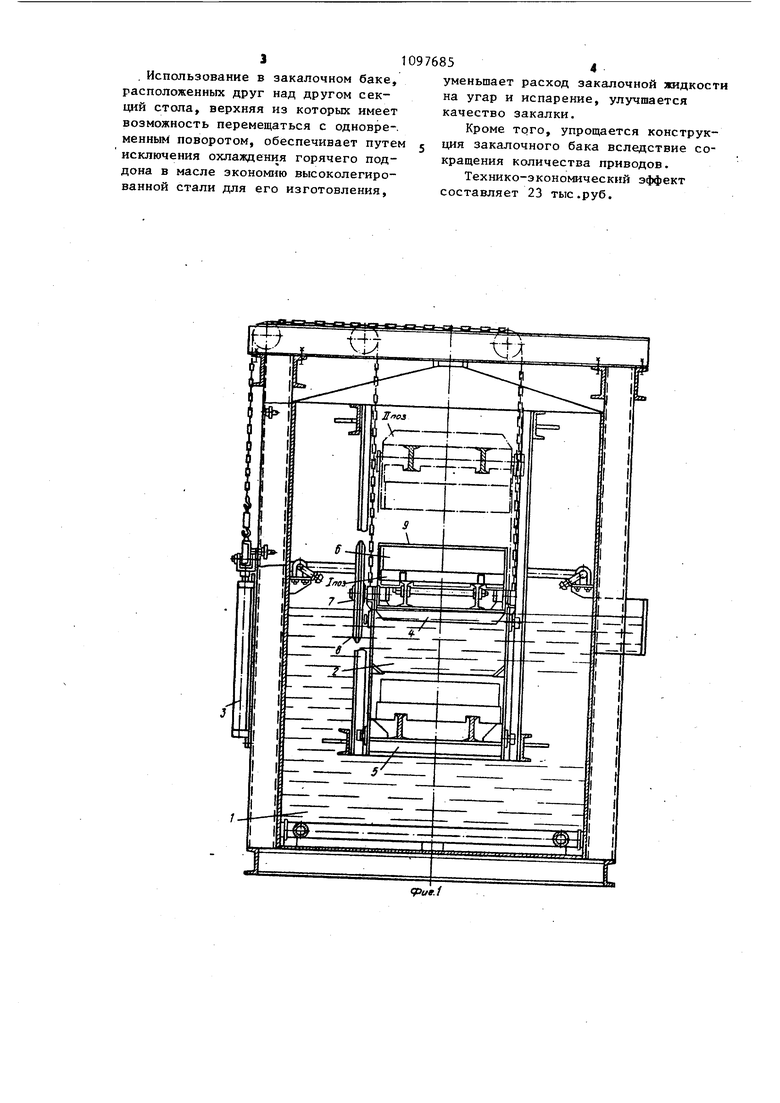
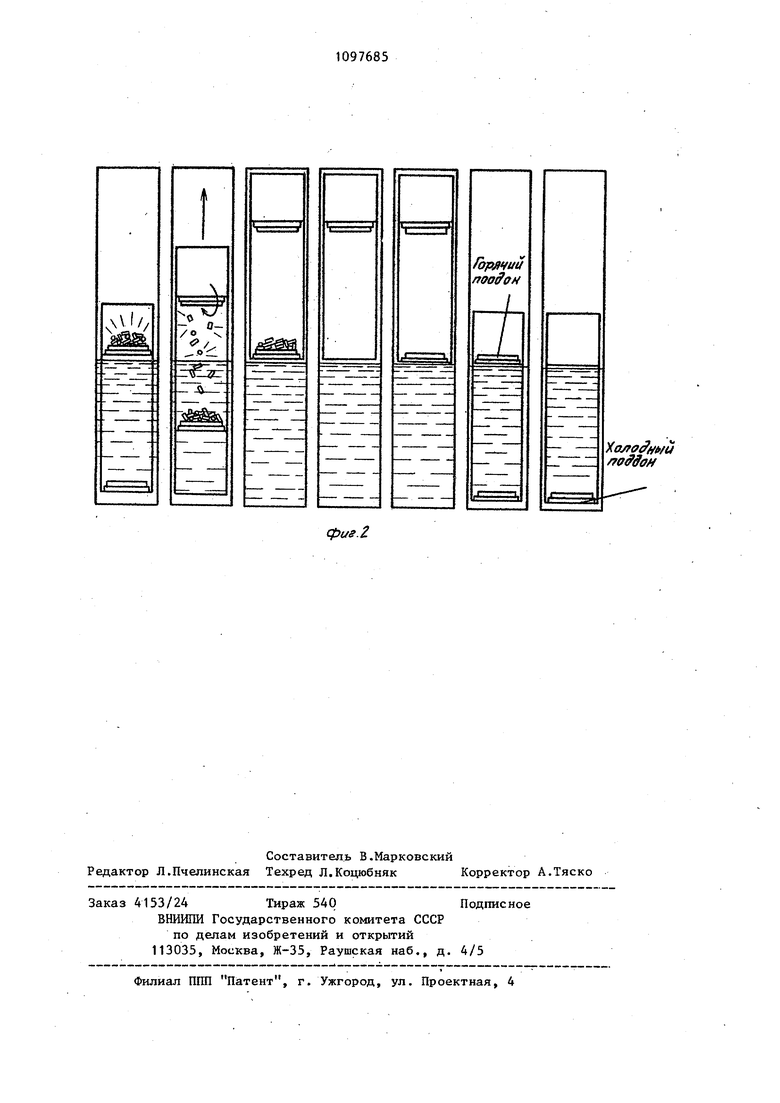
ел Изобретение относится к устройст вам для закалки деталей при термообработке и может быть использовано в машиностроительной, металлургичес кой и других отраслях промьшшенност Известно устройство для закалки изделий, включающее закалочный бак, подъемно-опускной стол и вильчатые захваты. Изделие, подвергаемое термообработке, снимают с поддона, на котором оно подано из печи, вильчатым захватом. С этим захватом изделие опускают в бак с закалочной жидкостью и поднимают из бака. Устройство оснащено приводами поворота вилочного захвата, подъема и опускания стола, подъема и опускания вилочного захвата, а также приводам перемещения поддонов связи с наличием большого числ приводом и механизмов устройство отличается сложностью конструкции. Поддон выполнен с высокими и часто расположенными ребрами которые при многократном нагреве в печи теряют прямолинейную форму, после чего поддон не пригоден к эксплуатации. Снижение долговечности срока службы поддона ведет к повышению стоимости термообработки. Наиболее близок к предлагаемому по технической сущности закалочный бак, содержащий секционный подъемно опускной стол с приводом вертикального перемещения 2 . Многократный нагрев и охлаждение поддона приводят к быстрому выходу его из строя. Кроме тоГб, на нагрев и охлаждение поддона расходуется дополнительное количество энер горесурсов. Наблюдается дополнительньй расход охлаждающей жидкости Цель изобретения - обеспечение эк номичности работы устройства. Поставленная цель достигается тем, что в закалочном баке, содержащем секционный стол с приводом ве тикального перемещения, стол выполн в виде расположенных одна над другой секций, причем верхняя имеет возможность поворота вокруг горизонтальной оси. На фиг. 1 изображен закалочный ба общий вид; на фиг. 2 - схема работы бака. Бак состоит из емкости 1, подъемного стола 2, механизма 3 подъема и опускания стола. Подъемно-опускной стол 2 выполнен из двух секций: верхней поворотной 4 и нижней 5. Позиция I соответствует расположению поддона 6 на одном уровне с поддонами, находящимися в закалочной печи. Поворот верхней секции 4 относительно горизонтальной оси 7 производится при подъеме стола с помощью реечной передачи 8. Верхняя секция стола оборудована держателями 9, которые удерживают поддон при опрокидывании в позиции П.. В исходном положении подъемно- опускной стол поднят таким образом, что нижняя секция 5 стола 2 находится на позиции--1 . На нее устанавливают холодный порожний поддон 6, затем стол опускается в крайнее нижнее положение. На позиции 1 оказывается верхняя секция 4, на которую устанавливают поддон с нагретыми под закалку изделиями, поданный из закалочной печи. Далее стол поднимают. Во время подъема до пози- ции 1 верхняя секция стола переворачивается и изделия пересыпаются на поддон, находящийся на нижней секции стола, которая погружается в закалочную жидкость. После очередного опускания стола горячий поддон, находящийся на верхней секции, оказывается на позиции 1, откуда он убирается и подается к печи для загрузки на него новой порции изделий. Затем при очередном подъеме стола извлекается поддон с закаленными изделиями с нижней секции стола и на его место устанавливается порожНИИ холодный. Цикл работы повторяется . Верхняя секция стола вращается вокруг горизонтальной оси. При этом вращение осуществляется от привода подъема и опускания стола. Поддон, устанавливаемый на верхнюю секцию стола, не опускается в закалочную жидкость, а находящиеся на нем изделия перегружаются на поддон. расположенный ниже, на второй секции. путем переворачивания верхнего поддона. Тем самым верхний поддон не подвергается охлаждению, а подается под погрузку новой порции деталей, т.е. он не испытывает дополнительных термических напряжений, исключается дополнительный угар и испарение охлаждающей жидкости.
Использование в закалочном баке, расположенных друг над другом секций стола, верхняя из которых имеет возможность перемещаться с одновре-. менным поворотом, обеспечивает путем исключения охлаждения горячего поддона в масле экономию высоколегированной стали для его изготовления,
уменьшает расход закалочной жидкости на угар и испарение, улучшается качество закалки.
Кроме того, упрощается конструкция закалочного бака вследствие сокращения количества приводов.
Технико-экономический эффект составляет 23 тыс.руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закалки изделий | 1978 |
|
SU850691A1 |
| Устройство для транспортировки деталей на поддонах | 1986 |
|
SU1420330A1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| Поточная линия для термообработки | 1983 |
|
SU1201329A1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Устройство для закалки изделий | 1981 |
|
SU996472A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| Агрегат для пайки и термической обработки изделий | 1982 |
|
SU1078226A1 |
| Закалочное устройство | 1976 |
|
SU659636A1 |
| Закалочный бак | 1981 |
|
SU1071647A1 |
ЗАКАЛОЧНЫЙ БАК, содержапщй секционный стол с приводом вертикального перемещения, отличающийся тем, что, с целью обеспечения экономичности работы устройства, стол выполнен в виде расположенных одна над другой секций, причем верхняя имеет возможность поворота вокруг горизонтальной оси.
ЕС
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для закалки изделий | 1978 |
|
SU850691A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Закалочное устройство | 1976 |
|
SU659636A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| .г.т БМь iikw J - . | |||
