Известны способы проектирования автооператоров для загрузки и разгрузки деталей на токарных многошпиндельных полуавтоматах. Однако, применяемые приспособления для осуществления известных способов конструктивно сложны и не обеспечивают надежности в работе.
При проектировании автооператоров по описываемому способу для упрощения их конструкции и повыщения надежности в работе загрузочные элементы автооператоров и элементы, производящие съем обработанных деталей, устанавливают на двух смежных позициях, а для привода этих элементов используют прямой и обратный ход суппорта полуавтомата.
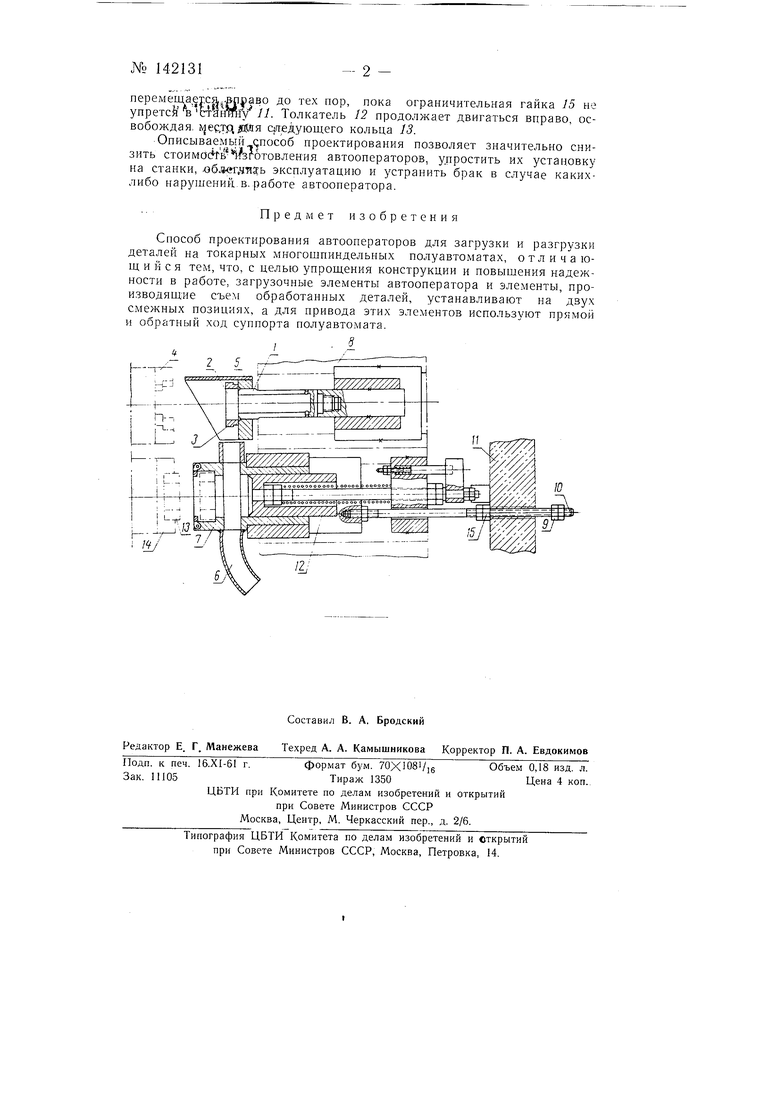
На чертеже изображен автооператор.
Способ проектирования автооператоров состоит в том, что, исходя из разделения процесса загрузки и разгрузки деталей на токарных многощпиндельных полуавтоматах на два этапа, загрузку деталей предусматривают на одной позиции, а съем - на другой, смежной с правой. Например, в токарном щестищпиндельном полуавтомате для обработки наружных колец подшипников качения 1261-П съем кольца предшествует установке. Цанга 1, двигающаяся влево, входит в отверстие 2 кольца 3 и после освобождения последнего патроном 4 отходит вместе с кольцом 3 в обратном направлении. Кольцо 3 упирается в стенку 5, соскакивает с цанги /, падает вниз и по лотку 6 отводится в бункер.
Загрузка колец производится при помощи магазина 7, перемещающегося по продольному суппорту 8. При движении суппорта 8 перемещается влево и магазин 7 (одновременно с цангой /). В момент, когда ограничительная гайка 9, навинченная на тягу 10, жестко скрепленную с магазином 7, упирается в станину 11 станка, магазин 7 останавливается, а толкатель 12, продолжающий двигаться, подает кольцо 13 в раскрывшийся патрон 14. При обратном движении суппорта 8 магазин /
перемещает,)аво до тех пор, пока ограничительная гайка 15 не ynpcTcli вCTamraV /А Толкатель 12 продолжает двигаться вправо, освобождая. ллес,тддая следующего кольца 13.
Описываемой дпособ проектирования позволяет значительно снизить стоимос ь 5-гзг6товления автооператоров, упростить их установку на станки, вб вглтаь эксплуатацию и устранить брак в случае какихлибо нарушений., в. работе автооператора.
Предмет изобретения
Способ проектирования автооператоров для загрузки и разгрузки деталей на токарных многошпиндельных полуавтоматах, отличающийся тем, что, с целью упрощения конструкции и повышения надежности в работе, загрузочные элементы автооператора и элементы, производяш.:ие съем обработанных деталей, устанавливают на двух смежных позициях, а для привода этих эле.ментов используют прямой и обратный ход суппорта полуавтомата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| АВТООПЕРАТОР ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ДЕТАЛЕЙ12 | 1969 |
|
SU258003A1 |
| Автооператор для горизонтальных многошпиндельных токарных станков | 1980 |
|
SU882724A1 |
| Разжимной цанговый патрон | 1975 |
|
SU550241A2 |
| Автооператор для многошпиндельных станков | 1986 |
|
SU1465248A1 |
| Устройство для зажима и поворота изделия | 1985 |
|
SU1256880A1 |
| Загрузочное устройство | 1974 |
|
SU500020A1 |
| Автооператор для токарного многошпиндельного автомата для двусторонней обработки колец | 1987 |
|
SU1505750A1 |
| Устройство для загрузки станка | 1983 |
|
SU1073072A1 |
| Цанговый патрон | 1984 |
|
SU1220873A1 |
